Maintenance Planning Process - Marine Corps Systems Command
Maintenance Planning Process - Marine Corps Systems Command
Maintenance Planning Process - Marine Corps Systems Command
- No tags were found...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
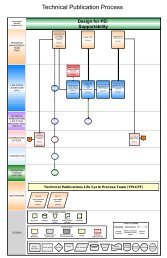
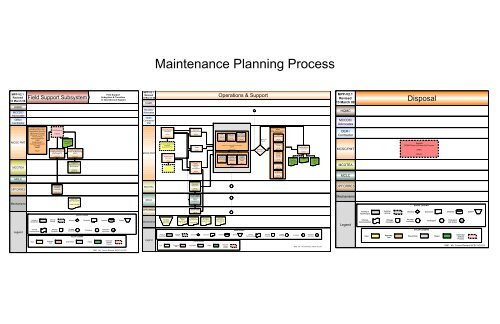
<strong>Maintenance</strong> <strong>Planning</strong> <strong>Process</strong>MPP-V2.1Revised13 March 06HQMCMCCDC/AdvocatesOEM /ContractorField Support SubsystemField SupportSubsystem & Transitionto Operations & SupportMPP-V2.1Revised13 March 06HQMCMCCDC/AdvocatesOEM /Contractor/PSIOperations & SupportMPP-V2.1Revised13 March 06HQMCMCCDC/AdvocatesDisposalMCSC PMTMCOTEAMCLCUpdate SupportabilityPlan/<strong>Maintenance</strong> Plan:Supportability Overview<strong>Maintenance</strong> ConceptManpower & TrainingTechncial PubsSupport EquipmentTMDESupply SupportComputer ResourcesFacilitiesPHS&TFSS-01Field <strong>Systems</strong>FSS-02Evaluate Feedback ofFielding Experience(PMT/Log IPT)FSS-04Fielding Plan(Log IPT)Apply CorrectiveAction As Necessary(PMT)FSS-05Follow-OnOperational Test& EvaluationFSS-06(Mech 27)MCSC PMTReview HistoricalInformationOS-01(Mech 32)Concept of OperationsConcept of EmploymentMCLEDRSupportability PlanReview CurrentInformationOS-02RAMS-DScience &Technology UpdateOS-03UsageOS-04Monitor Trends,PQDRs,Predictions,FailureInvestigationsOS-05(Mech #18)Update/Validate <strong>Maintenance</strong> Engineering AnalysisUpdateRCM Repair Level<strong>Maintenance</strong>AnalysisTask AnalysisOS-10OS-11OS-12(Mech 18) (Mech 20)(Mech 23)(Syst Eng IPT responsible/Log IPT participate)OS-09(Mech #18)Reassess Analysis of <strong>Maintenance</strong> AlternativesTrade-off Impact UpdateSource of Assessment of Logistics<strong>Maintenance</strong> other ILS Significantelements ItemsOS-14OS-15OS-16(Log IPT responsible)OS-13Memo forRecordNoResolution YesWarranted?Closed Loop CorrectiveAction(May require return toearlier Phases)TechRefresh/UpdateOS-17(Mech 18)EngineeringChangeOS-18(Mech 18)ModifyContractsDirectly,UpgradesOS-19(Mech 18)Inputs to SLEPOS-20(Mech 18)FieldModificationOS-21(Mech 18)PostProductionSupport Plan(PMT)Update AffectedDocumentsOS-221CSARProductSupportContract(PMT)OEM /ContractorMCSC/PMTMCOTEAMCLCExecutePPSM Phase-In/Phase-Out <strong>Process</strong>(PMT)DIS-01OPFORRESCompleteFieldingEvaluationMCOTEAFielded SystemOperationalAssessmentOS-06(Mech 27)OPFORRESMechanismsFSS-03Mech #27:MCOTEA SOP(Task FSS-06)MCLCMonitor Usage,Trends, PQDRs,Predictions,FailureInvestigationsOS-07MechanismsSHAPE LEGENDSHAPE LEGENDOPFORRESSubmit PQDROS-08Activity &Input/OutputExternalActivityDecision Document Database SystemActivity &Input/OutputExternalActivityDecision Document Database SystemMechanismsMech #32:MCLEDR(Task OS-01)Mech #18RCM2(Task OS- 05,09,10, 17-21)Mech #27MCOTEA SOP(Task OS-06)Mech #20RLA Brief(Task OS- 09,11)Mech 23:MTA Example(Task OS- 09,12)LegendInformalCommunicationOff-pageConnectorOn-pageConnectorParticipantParticipantwith ActionOrgLegendInformalCommunicationInputOff-pageConnectorSummaryTaskOn-pageConnectorCOLOR LEGENDSharedTaskParticipantOutputLegendActivity &Input/OutputInputExternalActivitySummaryTaskOff-pageConnectorOn-pageConnectorParticipantParticipantOrgwith ActionSME - Ms. Yvonne Romero, MCSC ACLOGInputSummaryTaskSharedTaskCOLOR LEGENDOutputParticipantOrgwith ActionExternally-Defined<strong>Process</strong>SHAPE LEGENDDecision Document Database System InformalCommunicationCOLOR LEGENDExternally-SharedTaskOutputDefined<strong>Process</strong>Externally-Defined<strong>Process</strong>SME - Ms. Yvonne Romero MCSC ACLOGSME - Ms. Yvonne Romero, MCSC ACLOG
<strong>Maintenance</strong> <strong>Planning</strong> <strong>Process</strong>MPP-V2.1Revised13 March 06HQMCMCCDC/AdvocatesOEM /ContractorField Support SubsystemField SupportSubsystem & Transitionto Operations & SupportMCSC PMTUpdate SupportabilityPlan/<strong>Maintenance</strong> Plan:Supportability Overview<strong>Maintenance</strong> ConceptManpower & TrainingTechncial PubsSupport EquipmentTMDESupply SupportComputer ResourcesFacilitiesPHS&TFSS-01Field <strong>Systems</strong>FSS-02Evaluate Feedback ofFielding Experience(PMT/Log IPT)Fielding Plan(Log IPT)Apply CorrectiveAction As Necessary(PMT)FSS-04FSS-05MCOTEAFollow-OnOperational Test& EvaluationFSS-06(Mech 27)MCLCOPFORRESCompleteFieldingEvaluationFSS-03MechanismsMech #27:MCOTEA SOP(Task FSS-06)SHAPE LEGENDActivity &Input/OutputExternalActivityDecision Document Database SystemLegendInformalCommunicationOff-pageConnectorOn-pageConnectorParticipantParticipantwith ActionOrgCOLOR LEGENDInputSummaryTaskSharedTaskOutputExternally-Defined<strong>Process</strong>SME - Ms. Yvonne Romero, MCSC ACLOG3/15/2006 R:\PMS9MK~O\MGOIT9~T\M065DZ~E\MVDJTF~L\MPP FSS - 031306.igx 10:30:34 AM
<strong>Maintenance</strong> <strong>Planning</strong> <strong>Process</strong>MPP-V2.1Revised13 March 06Operations & SupportHQMCMCCDC/AdvocatesOEM /Contractor/PSIMCSC PMTReview HistoricalInformationOS-01(Mech 32)Concept of OperationsConcept of EmploymentMCLEDRSupportability PlanReview CurrentInformationOS-02RAMS-DScience &Technology UpdateOS-03UsageOS-04Monitor Trends,PQDRs,Predictions,FailureInvestigationsUpdate/Validate <strong>Maintenance</strong> Engineering AnalysisRCMOS-10(Mech 18)Trade-offSource of<strong>Maintenance</strong>OS-14Repair LevelAnalysisOS-11(Mech 20)(Syst Eng IPT responsible/Log IPT participate)OS-09(Mech #18)Reassess Analysis of <strong>Maintenance</strong> AlternativesImpactAssessment ofother ILSelementsOS-15(Log IPT responsible)OS-13Update<strong>Maintenance</strong>Task AnalysisOS-12(Mech 23)UpdateLogisticsSignificantItemsOS-16Memo forRecordNoResolutionWarranted?YesClosed Loop CorrectiveAction(May require return toearlier Phases)TechRefresh/UpdateOS-17(Mech 18)EngineeringChangeOS-18(Mech 18)ModifyContractsDirectly,UpgradesOS-19(Mech 18)Inputs to SLEPOS-20(Mech 18)PostProductionSupport Plan(PMT)Update AffectedDocumentsOS-221CSARProductSupportContract(PMT)OS-05(Mech #18)FieldModificationOS-21(Mech 18)MCOTEAFielded SystemOperationalAssessmentOS-06(Mech 27)MCLCMonitor Usage,Trends, PQDRs,Predictions,FailureInvestigationsOS-07OPFORRESSubmit PQDROS-08MechanismsMech #32:MCLEDR(Task OS-01)Mech #18RCM2(Task OS- 05,09,10, 17-21)Mech #27MCOTEA SOP(Task OS-06)Mech #20RLA Brief(Task OS- 09,11)Mech 23:MTA Example(Task OS- 09,12)SHAPE LEGENDActivity &Input/OutputExternalActivityDecision Document Database System InformalCommunicationOff-pageConnectorOn-pageConnectorParticipantParticipantwith ActionOrgLegendCOLOR LEGENDInputSummaryTaskSharedTaskOutputExternally-Defined<strong>Process</strong>SME - Ms. Yvonne Romero, MCSC ACLOG
<strong>Maintenance</strong> <strong>Planning</strong> <strong>Process</strong>MPP-V2.1Revised13 March 06DisposalHQMCMCCDC/AdvocatesOEM /ContractorMCSC/PMTExecutePPSM Phase-In/Phase-Out <strong>Process</strong>(PMT)DIS-01MCOTEAMCLCOPFORRESMechanismsSHAPE LEGENDActivity &Input/OutputExternalActivityDecision Document Database SystemLegendInformalCommunicationOff-pageConnectorOn-pageConnectorParticipantParticipantwith ActionOrgCOLOR LEGENDInputSummaryTaskSharedTaskOutputExternally-Defined<strong>Process</strong>SME - Ms. Yvonne Romero MCSC ACLOG3/15/2006 R:\PMS9MK~O\MGOIT9~T\M065DZ~E\MVDJTF~L\MPP DIS - 031306.igx 10:29:04 AM
<strong>Maintenance</strong> <strong>Planning</strong> <strong>Process</strong> NarrativesField Support Subsystem PhaseTitle: Implement Supportability Plan/<strong>Maintenance</strong> PlanBlock Reference Number: FSS-01Objective: The objective of updating and harmonizing the Supportability Plan isto reflect the results of the OT and RAMS-D to ensure that complete andaccurate support can be sustained for system when it is fielded. This will ensurethat all of the support subsystems (TMs, IETMs, Support Equipment, Training,Instructions, etc) are complete and accurate when fielded to the <strong>Marine</strong> <strong>Corps</strong>Operating Forces.Risks: When updates to Supportability Plan are not made, it can lead to lessthan adequate support for the support subsystems when they are fielded. Thiscould result in one of the following: subsystems fielded with less than expectedperformance; lower availability; ownership costs rising above what was expectedor higher than anticipated disposal costs. This could also lead to a greater thanexpected logistics footprint.Responsibility: It is the responsibility of the LOG IPT.Involvement of Others:Mechanisms: N/AInputs: Updated MEA; IER and Updated Analysis of <strong>Maintenance</strong> Alternatives.Outputs: Updates and harmonizes the Supportability Plan to the Fielding Planand Configuration Baseline.Timing: An update should be done after final MEA and prior to fielding of system.Distribution: Archive to MCLEDR.Preparation: Secure IER; RAMS-D; Updated MEA and Analysis of <strong>Maintenance</strong>Alternatives3/15/2006 Page 1 of 6 Flowchart Control MPP V2.1
<strong>Maintenance</strong> <strong>Planning</strong> <strong>Process</strong> NarrativesField Support Subsystem PhaseTitle: Field <strong>Systems</strong>Block Reference Number: FSS-02Objective: The objective of the Field <strong>Systems</strong> decision is to ensure that allrequired support subsystems that have been planned for, are complete andready to field, fully meeting the CPD and warfighters expectations.Risks: When a weapon system is fielded without full support subsystems inplace, it will lead to less than desirable performance, lower than acceptableavailability. Higher fielding and ownership costs, greater resource demand ofothers in the field, inability to achieve the desirable logistics footprint. This canalso impact depots where they become recipients of the weapon systems andare expected to support them with no planning or resources available at theonset.Responsibility: It is the primary responsibility of the ILSO; the rest of the PMTand LOG IPT may assist.Involvement of Others: OPFORRES, OEM/ContractorMechanisms: MCSC Fielding <strong>Process</strong>Inputs: Support subsystems, configuration management, and fielding plan.Outputs: Fully fielded and supported weapon system support subsystems.Timing: Prior to full production and through out fieldingDistribution: LOG COM or other sustainment support organizations,OPFORRES, and OEM/Contractor.Preparation: N/A3/15/2006 Page 2 of 6 Flowchart Control MPP V2.1
<strong>Maintenance</strong> <strong>Planning</strong> <strong>Process</strong> NarrativesField Support Subsystem PhaseTitle: Complete Fielding EvaluationBlock Reference Number: FSS-03Objective: The objective of completing a Fielding Evaluation is to ensure that alldeficiencies of the fielded system that are observed by OPFORRES areconsidered by the appropriate MCSC Log IPT for action. When actioned in aprompt manner, the support subsystems in question can be improved and/orreplaced sooner, increasing system performance and reducing the cost ofownership.Risks: When Fielding Evaluations are not completed in a timely manner by theappropriate MCSC Log IPT, informed decisions can not be made by MCSC LogIPT leading to ineffective support subsystems remaining in the field longer thandesirable. This leads to increased cost of logistics, spares and overallmaintenance and ownership. Additionally the systems often lack the desiredperformance, which will reduce the warfighters capabilities. It is also likely thatany opportunity to impact TOC-R will be missed.Responsibility: It is the responsibility of the OPFORRES to ensure that FieldingEvaluation forms are filled out completely and accurately and forwarded to ILSO.Involvement of Others: OPFORRES, OEM/contractor/PSI if necessary.Mechanisms: N/AInputs: Any observed deficienciesOutputs: Fully supported, effective and efficient weapon systemTiming: Immediately following any observed deficiency of fielded system.Distribution: OPFORRES, OEM/Contractor/PSI, and Archive to MCLEDR.Preparation: See Fielding Evaluation process.3/15/2006 Page 3 of 6 Flowchart Control MPP V2.1
<strong>Maintenance</strong> <strong>Planning</strong> <strong>Process</strong> NarrativesField Support Subsystem PhaseTitle: Evaluate Feedback of Fielding ExperienceBlock Reference Number: FSS-04Objective: The objective of evaluating Feedback of Fielding Experience is toensure that all failures of the weapon system support subsystems discovered byOPFORRES are actioned. Evaluating the field’s experience also ensures thatany functional deficiencies found in weapon system or system supports areassessed for corrective action as soon as reasonable.Risks: When Feedback of Fielding Experience is not evaluated and/orresponded to, it can lead to an increasing lack of interest on the part ofOPFORRES to report failures via the Fielding Evaluation system and leads toineffective fielded systems remaining unattended much longer than desirable.This in turn increases the cost of ownership as ineffective systems are notutilized and may result in less than adequate support for the end item. This alsomay result in missed TOC-R opportunities.Responsibility: It is the responsibility of the ILSO to ensure that all Feedbackreports are evaluated and responses provided.Involvement of Others: OPFORRES, OEM/Contractor/PSI, and LOG IPT.Mechanisms: N/AInputs: Fielding Evaluation Reports from OPFORRESOutputs: Fully supported, effective and efficient weapon systemTiming: Immediately following receipt of reports from OPFORRESDistribution: OPFORRES, OEM/Contractor/PSI, and Archive to MCLEDR.Preparation: See Fielding Feedback process.3/15/2006 Page 4 of 6 Flowchart Control MPP V2.1
<strong>Maintenance</strong> <strong>Planning</strong> <strong>Process</strong> NarrativesField Support Subsystem PhaseTitle: Apply Corrective Action As NecessaryBlock Reference Number: FSS-05Objective: The objective of Applying Corrective Action is to ensure that alldecisions related to the correction of support subsystems that respond to FieldingExperience Evaluations, are implemented. This will ensure that any deficienciesfound in weapon system or system supports are corrected, support subsystemperformance(s) improve and the cost of ownership is reduced.Risks: When Corrective Action is not implemented, it can lead to an increasinglack of interest on the part of OPFORRES to complete Fielding Evaluation forms,and will result in ineffective support subsystems remaining in the field longer thandesirable. The support subsystems performance will not meet the warfightersneed and the cost of ownership will be higher than desirable. This may alsoresult in less than adequate support for the end item. Failure to apply correctiveactions will also translate into missed TOC-R opportunities.Responsibility: It is the responsibility of the ILSO with heavy participation of theMCSC LOG IPT to ensure that all Corrective Action is implemented.Involvement of Others: OPFORRES, OEM/Contractor/PSI, and LOG COMMechanisms: N/AInputs: Fielding Evaluation Reports from OPFORRESOutputs: Fully supported, effective and efficient weapon systemTiming: Immediately following decisions from evaluation of Fielding ExperienceFeedback.Distribution: OPFORRES, OEM/Contractor/PSI, and Archive to MCLEDR.Preparation: See procedures for implementing changes to fielded supportsubsystems.3/15/2006 Page 5 of 6 Flowchart Control MPP V2.1
<strong>Maintenance</strong> <strong>Planning</strong> <strong>Process</strong> NarrativesField Support Subsystem PhaseTitle: FOT&EBlock Reference Number: FSS-06Objective: The objective of FOT&E is to ensure, that items in the weaponsystem and/or support subsystem that were corrected as a result of Evaluationfeedback from fielding experience are meeting required performance.Risks: When a FOT&E is not conducted following corrective actions to theweapon system or support subsystem this may lead to system continuing to haveproblems. This greatly increases the risk that the system will be fielded with lessthan desirable performance, lower availability, unsafe or environmentallyunsound system, larger logistics footprint, higher than expected ownership costs.Responsibility: It is the responsibility of the MCOTEA to ensure that FOT&E isconducted.Involvement of Others: PMT; OPFORRESMechanisms: MCOTEA SOPInputs: Corrective actions.Outputs: Test Report.Timing: An FOT&E should be done immediately following corrective action.Distribution: MCSC <strong>Command</strong>er and PMT.Preparation: Obtain corrective action report.3/15/2006 Page 6 of 6 Flowchart Control MPP V2.1
<strong>Maintenance</strong> <strong>Planning</strong> <strong>Process</strong> NarrativesOperations & Support Subsystem PhaseTitle: Review Historical InformationBlock Reference Number: OS-01Objective: The objective is to collect and review historical maintenance andsupport implications of the system during operations.For Historical Information the following should be collected and reviewed:• Program Documentation (ICD, CDD, CPD, MC-SAMP, SupportabilityPlan, etc.)• Concept of Operations• Concept of Employment• RAMS-D DataRisks: If a thorough collection and review of historical data is not conducted it willlead to the lack of the necessary information and/or comparisons to be able toassess systems operational performance.Responsibility: The Log IPT must collect and review historical informationbefore conducting operational analyses.Involvement of Others: The Log IPT should involve others as required.Mechanisms: MCLEDRInputs: N/AOutputs: Operational Assessments will be performed using this historicalinformation.Timing: N/ADistribution: N/APreparation: N/A3/15/2006 Page 1 of 24 Flowchart Control MPP V2.1
Title: Review Current InformationBlock Reference Number: OS-02<strong>Maintenance</strong> <strong>Planning</strong> <strong>Process</strong> NarrativesOperations & Support Subsystem PhaseObjective: The objective is to collect and review current maintenance andsupport information of the system during operations.For Current Information the following should be collected and reviewed:• RAMS-D Data• Operational tempo• Operational environmentRisks: If a thorough collection and review of current data is not conducted it willlead to the lack of the necessary information and/or comparisons to be able toassess systems operational performance.Responsibility: The PMT must collect and review current information beforeconducting operational analyses.Involvement of Others: The PMT should involve others as required.Mechanisms: N/AInputs: N/AOutputs: Operational Assessments will be performed using this currentinformation.Timing: N/ADistribution: N/APreparation: N/A3/15/2006 Page 2 of 24 Flowchart Control MPP V2.1
<strong>Maintenance</strong> <strong>Planning</strong> <strong>Process</strong> NarrativesOperations & Support Subsystem PhaseTitle: Science & Technology UpdateBlock Reference Number: OS- 03Objective: The objective of updating a review of current Science and Technologysolutions becoming available from Industry, Military Labs, and S&T organizationsis to ensure that any Upgrades, Scheduled <strong>Maintenance</strong>/Technology Insertions(SM/TI) or the loss of continuing supply/support take into consideration the mostrecent potential solutions that may lead to a more effective and efficient weaponsystem or support subsystem based on possible changing applications andconditions. S&T updates will also ensure that systems that experienceunacceptable failure rates or that are reaching their obsolescence begin to beplanned for disposal as necessary.Risks: When a Science and Technology review associated with a system is notupdated it may lead to unsuitable systems remaining in the fleet longer thandesirable. Support and overall ownership costs will continue to remain higherthan they could be if actions were taken. Should TOC-R goals be set, they willnot be met. This will continue to drive higher funding requirements resulting inother programs not being fully funded, or in severe cases, fewer weapon systemsbeing supported in the field.Responsibility: It is the responsibility of SysEng in conjunction with the TTO, toensure that any new Science and Technology associated with a system isassessed and updated once a support subsystem has been fielded.Involvement of Others: ILSO, OEM/Contractor/PSI and LOGCOMMechanisms: N/AInputs: Obsolescence, Support subsystems: usage reports, PQDRs, FRACASreports and RAMS-D forecast versus actual comparisons.Outputs: Upgrade, update, SM/TI, or ECP solution recommendationsTiming: Each time an ECP is submitted; prior to a scheduled or requestedupdate or SM/TI; or if unacceptable failure rates or too high O&S costs areexperienced.Distribution: PMT and OEM.Preparation: See Science and Technology Guide Book3/15/2006 Page 3 of 24 Flowchart Control MPP V2.1
Title: UsageBlock Reference Number: OS-04<strong>Maintenance</strong> <strong>Planning</strong> <strong>Process</strong> NarrativesOperations & Support Subsystem PhaseObjective: The objective of acquiring accurate weapon system and supportsubsystem usage from all sources and comparing actual to predicted usage datato assess life ensuring that logistics support and supplies are adjusted to meetthe environmental and operating conditions. It also ensures the correct levels offunding are being requested and allocated to the system especially in light ofupgrades, SM/TIs, SLEPs, and maintenance cycles.Risks: This will primarily affect items that are not managed by DLA; it is difficultto gather all the sources of use. When this occurs it will not be possible to stay upwith the demand, analyze the usage versus predictions or understand if failuresare occurring that should be addressed. This may lead to no action, or actiontaking too long to be of use to the fleet. In other cases, changes are made that donot address the actual problem. All of these actions lead to increased ownershipcosts, less than desirable performance and possibly lower weapon systemsupport subsystem availability. In cases where a weapon system is coming closeto disposal and/or the useful life is being extended and/or the operating contextchanges resulting in an increase in demands, this can lead to problems whenrepairs or replacements are required and the facilities are no longer available.Retooling a line can be very expensive and drastically increase the cost ofownership, reduce the systems availability and performance unexpectedly.Responsibility: It is the responsibility of ILSO, Equipment Specialist, andLOGCOM, SCMC Item Managers, to ensure that proper accounting proceduresfor tracking actual usage are in place, and that actual versus predicted ismonitored.Involvement of Others: OEM/Contractor/PSI, DLA, and CASCMechanisms: N/AInputs: Usage Reports and PQDROutputs: Forecast requirements to IFSG, Usage summaries andrecommendations that feed Upgrade, SM/TI, SLEP or other reports.Timing: Begin tracking usage as soon as the weapon system and supportsubsystems are fielded and through out life of system.Distribution: ILSO, Equipment Specialist, OEM/Contractor/PSI, LOGCOMSCMC, DLA.Preparation: Need Usage report process3/15/2006 Page 4 of 24 Flowchart Control MPP V2.1
<strong>Maintenance</strong> <strong>Planning</strong> <strong>Process</strong> NarrativesOperations & Support Subsystem PhaseTitle: Monitor Trends, PQDRs, Predictions, and Failure InvestigationsBlock Reference Number: OS-05Objective: The objective of monitoring Trends, PQDRs, Predictions, FailureInvestigations is to ensure that all deficiencies of the fielded system and/orsupport subsystems reported by OPFORRES are completely and accuratelyevaluated in terms of predicted usage versus actual. Any abnormal orunacceptable frequency of failures should be further investigated to determinehow best to reduce, eliminate or otherwise mitigate the source problem.Risks: If failures are not identified by way of PQDRs, or are inaccurate in theidentification of the root cause of the issue, the problem(s) may go unattended formuch longer than would otherwise be acceptable. Any inefficient or ineffectiveweapon system support subsystem will continue to be source of field problems,and will continue to require more resources and funding than desirable tomaintain in the field even though the warfighter may not be able to use thedesired functionality. Incorrect assessment of the problems could also lead tochanges that do not address the core issues. If the predicted usage versus actualusage is not monitored, this could lead to a shortage of supply items needed foreffective support of system. Should TOC-R goals be set, they will not be met.This will continue to drive higher funding requirements resulting in otherprograms not being funded, or in severe cases, fewer weapon systems beingsupported in the field. Ownership costs will ultimately remain higher than theyotherwise could be if no actions or the wrong actions are taken.Responsibility: It is the responsibility of LOGCOM and Equipment Specialists tomonitor Trends, PQDRs, Predictions, Failure Reports and Failure Investigations.Involvement of Others: OEM/Contractor/PSI, OPFORRES, CASC.Mechanisms: N/AInputs: Support subsystems: usage reports, PQDRs, FRACAS reports andRAMS-D forecast versus actual comparisons.Outputs: Upgrade, update, SM/TI, ECP, or recommended solutions.Timing: Each time an ECP is submitted; prior to a scheduled or requestedupdate or SM/TI; or if unacceptable failure rates or too high O&S costs areexperienced.Distribution: MCSC, OEM/Contractor, LOGCOM (SCMC, DEPOT, DLA).Preparation: See trend monitoring procedures.3/15/2006 Page 5 of 24 Flowchart Control MPP V2.1
<strong>Maintenance</strong> <strong>Planning</strong> <strong>Process</strong> NarrativesOperations & Support Subsystem PhaseTitle: Fielded System Operational AssessmentBlock Reference Number: OS-06Objective: The objective of conducting an operational assessment of a FieldedSystem is to ensure that Fielded system is meeting all requirements and that anydeficiencies of the fielded system and/or support system are completely andaccurately evaluated, so that performance parameters are being attained andassessed after system has been fielded for some time.Risks: When an operational assessment of a fielded system is not conducted,this could lead to ineffective or unsuitable fielded systems. This could lead toincreased cost of fielding, which could lead to less availability of system andhigher ownership costs. If abnormal or frequent failures are not investigated, thiswill lead to less availability of system and higher ownership costs. All of these willhave an adverse effect on TOC-R.Responsibility: It is the responsibility of MCOTEA to ensure that an Operationalassessment of Fielded System is conducted. It is the responsibility of the PM toschedule, plan, and budget for this event.Involvement of Others: MCSC/PMT; OPFORRESMechanisms: MCOTEA SOPInputs: System fielded for 3-5 years, testing must be completed on first systemsfielded.Outputs: Fully supported, effective and efficient weapon system.Timing: As scheduled.Distribution: PMT, OEM/Contractor/PSI, LOGCOM (SCMC, DEPOT, DLA).OPFORRESPreparation: MCOTEA SOP and Operational Assessment <strong>Process</strong>.3/15/2006 Page 6 of 24 Flowchart Control MPP V2.1
<strong>Maintenance</strong> <strong>Planning</strong> <strong>Process</strong> NarrativesOperations & Support Subsystem PhaseTitle: Monitor Trends, PQDRs, Predictions, Failure InvestigationsBlock Reference Number 7Objective: The objective of monitoring Trends, PQDRs, Predictions, FailureInvestigations is to ensure that all deficiencies of the fielded system and/orsupport system that are observed by OPFORRES are completely and accuratelyevaluated, predicted usage versus actual usage is assessed, abnormal orfrequent Failures are investigated; so as to ensure effective and efficient supportof systems in the field.Risks: When PQDRs are not monitored and reviewed, this could lead toineffective support of fielded systems. This could lead to increased cost offielding, ineffective use of assets and may result in less than adequate supportfor the end item. If predicted usage versus actual usage is not monitored, thiscould lead to a shortage of supply items needed for effective support of system,which could lead to less availability of system and higher ownership costs. Ifabnormal or frequent failures are not investigated, this will lead to less availabilityof system and higher ownership costs. All of these will have an adverse effect onTOC-R.Responsibility: It is the responsibility of LOGCOM Log to monitor Trends,PQDRs, Predictions and Failure Investigations.Involvement of Others: OEM/ContractorMechanisms: N/AInputs: PQDRs, Usage Reports, and Failure ReportsOutputs: Fully supported, effective and efficient weapon systemTiming: Immediately following any observed support deficiency of fieldedsystem.Distribution: MCSC, OEM/Contractor, LOGCOM (SCMC, DEPOT, DLA).Preparation: N/A3/15/2006 Page 7 of 24 Flowchart Control MPP V2.1
<strong>Maintenance</strong> <strong>Planning</strong> <strong>Process</strong> NarrativesOperations & Support Subsystem PhaseTitle: Submit PQDRBlock Reference Number: OS-08Objective: The objective of submitting a PQDR is to ensure that all deficienciesobserved of the fielded system and/or support subsystem are completely andaccurately documented and forwarded for resolution.Risks: When PQDRs are not completely and accurately filled out or, are notforwarded, informed fielding evaluations can not be made. Fielded systems thathave problems will remain in the warfighters’ hands without the problems beingaddressed. This could lead to increased cost of ownership, ineffectivecapabilities of assets, and may result in less than adequate support for the enditem. This also may result in missed TOC-R opportunities.Responsibility: It is the responsibility of the user and/or owner to ensure thatPQDRs are filled out completely and accurately for resolution.Involvement of Others: OEM/Contractor/PSI, LOGCOM, and PMTMechanisms: N/AInputs: Any observed deficienciesOutputs: Recommendations, actions (deficiencies corrected) and funding toimprove the weapon system support subsystems more effectively and improveoperational availability.Timing: Immediately following any observed deficiency of fielded system.Distribution: PMT, OEM/Contractor/PSI, LOGCOM (SCMC, DEPOT, DLA)Preparation: See PQDR process.3/15/2006 Page 8 of 24 Flowchart Control MPP V2.1
<strong>Maintenance</strong> <strong>Planning</strong> <strong>Process</strong> NarrativesOperations & Support Subsystem PhaseTitle: Update Validate <strong>Maintenance</strong> Engineering AnalysisBlock Reference Number: OS-09Objective: The objective of updating and validating the <strong>Maintenance</strong> EngineeringAnalysis is to reflect changes arising from subsequent <strong>Maintenance</strong> EngineeringAnalyses brought about by changes to system from a Science and Technologyupdate, PDQRs, Failure Investigations, also to ensure that any changes inoperating context, new or deleted functions, new or deleted functional failures,are analyzed so that any new maintenance tasks that are needed can be addedor that any tasks now not needed are removed, also to identify any redesignsthat may be required, so that there will be a complete and accurateunderstanding of weapon support systems reliability as it progresses through it’slife cycle.Risks: Failure to update and validate the <strong>Maintenance</strong> Engineering Analysis willlead to incomplete understanding of weapon support systems reliability as itprogresses through its life cycle. This will allow for inaccurate and/or incompletesystem or support systems for fielded system. This will lead to fielded systemswith higher failure rates than desirable, less performance than anticipated, lessavailability, larger logistics footprint and possibly unsafe or environmentallydemanding fielded systems. This will become an issue when enough futurefailures crop up to raise concerns. By this point it will cost much more to becorrected (if it can be corrected at all). If it cannot be corrected (system havingbeen fielded) the system will have less than expected performance, loweravailability and ownership costs will mount unexpectedly.Responsibility: It is the responsibility of MCSC Log; OEM/Contractor; to ensurethat updates and validation to <strong>Maintenance</strong> Engineering Analysis are completed.Involvement of Others: LOGCOM Log, OPFORRESMechanisms: RCM2, RLA, MTAInputs: PQDR’S; Science and Technology Updates; Failure Investigation resultsOutputs: Updated and validated RCM Analysis, Repair Level Analysis and<strong>Maintenance</strong> Task Analysis. Resolution ProposalsTiming: Immediately following any proposed changes to the fielded system orsupport subsystem.Distribution: MCSC Log; LOGCOM Log; OPFORRES; OEM/ContractorPreparation: Assemble Analysis Team and Schedule RCM2 Analysis3/15/2006 Page 9 of 24 Flowchart Control MPP V2.1
<strong>Maintenance</strong> <strong>Planning</strong> <strong>Process</strong> NarrativesOperations & Support Subsystem PhaseTitle: Update Validate <strong>Maintenance</strong> Engineering Analysis- RCMBlock Reference Number: OS-10Objective: Objective: The objective of updating and validating the RCM2analysis is to ensure changes to the support subsystem because of: Science andTechnology updates, PQDRs, or Failure Investigations; are considered in light oftheir impact to the capabilities and life cycle costs of the systems. It will alsoensure any changes in operating context, new or deleted functions, new ordeleted functional failures, new or deleted failure modes are analyzed so that anynew maintenance and operating tasks can be added. Any tasks now not neededwill be removed, and any redesign recommendations can be considered andincorporated. This will ensure the weapon system support subsystems willcontinue to meet the warfighter’s requirements in the most effective mannerthroughout system ownership.Risks: Failure to update and validate the RCM2 will lead to incompleteunderstanding of weapon support subsystems reliability and availability duringthe life of the system. This will lead to inaccurate and/or incomplete system orsupport subsystems of the fielded system longer than desirable. Higher failurerates will continue to be experienced, lower performance, less availability, largerlogistics footprint and possibly unsafe or environmentally demands will prevailwith the fielded systems. This will become an issue when enough future failurescrop up to raise concerns. By this point it will cost much more to be corrected (if itcan be corrected at all). If it cannot be corrected (system having been fielded) thesystem will have less than expected performance, lower availability andownership costs will mount unexpectedly.Responsibility: It is the responsibility of MCSC Log; OEM/Contractor; to ensurethat updates and validation to <strong>Maintenance</strong> Engineering Analysis (RCM) arecompleted.Involvement of Others: LOGCOM Log; OPFORRESMechanisms: RCM2Inputs: PQDR’S; Science and Technology Updates; Failure Investigation resultsOutputs: Updated and validated RCM2 Analysis, Repair Level Analysis,<strong>Maintenance</strong> Task Analysis and Resolution ProposalsTiming: Immediately following any proposed changes to the fielded system orsupport subsystem.3/15/2006 Page 10 of 24 Flowchart Control MPP V2.1
<strong>Maintenance</strong> <strong>Planning</strong> <strong>Process</strong> NarrativesOperations & Support Subsystem PhaseDistribution: MCSC Log; LOGCOM Log; OPFORRES; OEM/ContractorPreparation: Assemble Analysis Team and Schedule Analysis3/15/2006 Page 11 of 24 Flowchart Control MPP V2.1
<strong>Maintenance</strong> <strong>Planning</strong> <strong>Process</strong> NarrativesOperations & Support Subsystem PhaseTitle: Update Validate <strong>Maintenance</strong> Engineering Analysis- Repair LevelAnalysisBlock Reference Number: OS-11Objective: The objective of updating and validating the Repair Level Analysis isto ensure that any changes, brought about by new RCM2 Analysis, areimplemented so that any new repair levels that are needed can be added or thatany repair levels now not needed are removed, so that there will be a completeand accurate understanding of weapon support systems reliability as itprogresses through operational use.Risks: Failure to update and validate the Repair Level Analysis will lead toincomplete understanding of weapon support systems reliability as it progressesthrough fielding. This will allow for inaccurate and/or incomplete support systemsto be fielded with the system. This will lead to systems being fielded with higherfailure rates than desirable, less performance than anticipated, less availability,larger logistics footprint and possibly unsafe or environmentally demandingsystems being fielded. This will become an issue when enough future failurescrop up to raise concerns. By this point it will cost much more to be corrected (if itcan be corrected at all). If it cannot be corrected (system having been fielded) thesystem will have less than expected performance, lower availability andownership costs will mount unexpectedly.Responsibility: It is the responsibility of MCSC; LOG IPT; OEM/Contractor; toensure that updates and validation to <strong>Maintenance</strong> Engineering Analysis RepairLevel Analysis are completed.Involvement of Others: MCOTEA; LOGCOM (SCMC,DEPOT); OPFORRESMechanisms: Repair Level AnalysisInputs: New RCM2 AnalysisOutputs: Updated Repair Level AnalysisTiming: Immediately following any proposed changes to the fielded system orsupport subsystem.Distribution: MCSC Deputy <strong>Command</strong>er, LOG IPT, ILSO and SBT LeadLogistician will be sent notices of when LOG IPT review will occur.Preparation: Acquire all required information (Concessions, Trade-offs), PerformRCM2 Analysis3/15/2006 Page 12 of 24 Flowchart Control MPP V2.1
<strong>Maintenance</strong> <strong>Planning</strong> <strong>Process</strong> NarrativesOperations & Support Subsystem PhaseTitle: Update Validate <strong>Maintenance</strong> Engineering Analysis- <strong>Maintenance</strong>Task AnalysisBlock Reference Number: 12Objective: The objective of updating and validating the <strong>Maintenance</strong> TaskAnalysis is to ensure that any changes, brought about by updated RCM2analyses, are implemented so that any new maintenance tasks that are neededcan be added or that any maintenance tasks now not needed are removed, sothat there will be a complete and accurate understanding of weapon supportsystems reliability as it progresses through its life cycle.Risks: Failure to update and validate the <strong>Maintenance</strong> Task Analysis will lead toincomplete understanding of weapon support systems reliability as it progressesthrough its life cycle. This will allow for inaccurate and/or incomplete supportsystems for fielded system. This will increase program costs by providing formaintenance tasks which are not needed. This will lead to fielded systems withhigher failure rates than desirable, less performance than anticipated, lessavailability, larger logistics footprint and possibly unsafe or environmentallydemanding systems. This will become an issue when enough future failures cropup to raise concerns. By this point it will cost much more to be corrected (if it canbe corrected at all). If it cannot be corrected (system having been fielded) thesystem will have less than expected performance, lower availability andownership costs will mount unexpectedly.Responsibility: It is the responsibility of MCSC; LOG IPT; OEM/Contractor; toensure that updates and validation to <strong>Maintenance</strong> Engineering Analysis(<strong>Maintenance</strong> Task Analysis) are completed.Involvement of Others: MCOTEA; LOGCOM (SCMC, DEPOT), OPFORRESMechanisms: <strong>Maintenance</strong> Task AnalysisInputs: New RCM2 AnalysisOutputs: Updated <strong>Maintenance</strong> Task AnalysisTiming: Immediately following any proposed changes to the fielded system orsupport subsystem.Distribution: MCSC Deputy <strong>Command</strong>er, LOG IPT, ILSO and SBT LeadLogistician will be sent notices of when LOG IPT review will occur.Preparation: Perform RCM2 Analysis3/15/2006 Page 13 of 24 Flowchart Control MPP V2.1
<strong>Maintenance</strong> <strong>Planning</strong> <strong>Process</strong> NarrativesOperations & Support Subsystem PhaseTitle: Reassess Analysis of <strong>Maintenance</strong> AlternativesBlock Reference Number: OS-13Objective: The objective of reassessing the Analysis of <strong>Maintenance</strong>Alternatives (Trade-off Source of <strong>Maintenance</strong>, Impact of other ILS elements,<strong>Maintenance</strong> Significant Items) is to analyze the changes brought out by theupdated MEA, (RCM2, Repair Level Analysis, Updated <strong>Maintenance</strong> TaskAnalysis), and to implement corrective actions needed to ensure suitable systemsupport.Risks: Failure to reassess the Analysis of <strong>Maintenance</strong> Alternatives will lead toinadequate support of weapon systems as it progresses through its life cycle.This will lead to fielded systems with inadequate support or support formaintenance no longer needed, which will result in higher costs than anticipated,less performance than anticipated, less availability, larger logistics footprint andpossibly unsafe or environmentally demanding fielded systems. This will becomean issue when enough future failures crop up to raise concerns. By this point itwill cost much more to be corrected.Responsibility: It is the responsibility of MCSC Log; OEM/Contractor; to ensurethat updates and validation to Analysis of <strong>Maintenance</strong> Alternatives arecompleted.Involvement of Others: LOGCOM Log; OPFORRESMechanisms: N/AInputs: Updated MEAOutputs: Updated Analysis of <strong>Maintenance</strong> Alternatives. Resolution ProposalsTiming: Immediately after updated <strong>Maintenance</strong> Engineering Analysis.Distribution: MCSC Log; LOGCOM Log; OPFORRES; OEM/ContractorPreparation: Assemble Analysis Team and Schedule RCM2 Analysis meetings.3/15/2006 Page 14 of 24 Flowchart Control MPP V2.1
<strong>Maintenance</strong> <strong>Planning</strong> <strong>Process</strong> NarrativesOperations & Support Subsystem PhaseTitle: Trade-off Source of <strong>Maintenance</strong>Block Reference Number: OS-14Objective: The objective of reassessing the analysis of Trade-off Source of<strong>Maintenance</strong> is to ensure that appropriate (effective and efficient) resources areobtained for maintenance support of fielded system when changes haveoccurred through the updated RCM2 analysis.Risks: Failure to reassess the Trade-off Source of <strong>Maintenance</strong> may lead toinadequate support of fielded system. This will lead to fielded systems withinadequate support which will result in higher costs than anticipated, lessperformance than anticipated, less availability, larger logistics footprint andpossibly unsafe or environmentally demanding systems. This will become anissue when enough future failures crop up to raise concerns. By this point it willcost much more to be corrected,Responsibility: It is the responsibility of MCSC Log; OEM/Contractor; to ensurethat updates and validation to Trade-off Source of <strong>Maintenance</strong> are completed.Involvement of Others: LOGCOM Log, OPFORRESMechanisms: N/AInputs: Updated MEAOutputs: Updated Analysis of Trade-off Source of <strong>Maintenance</strong>. ResolutionProposalsTiming: Immediately after updated <strong>Maintenance</strong> Engineering Analysis.Distribution: MCSC Log; LOGCOM Log; OPFORRES; OEM/ContractorPreparation: Assemble Analysis Team and Schedule RCM2 Analysis meetings3/15/2006 Page 15 of 24 Flowchart Control MPP V2.1
<strong>Maintenance</strong> <strong>Planning</strong> <strong>Process</strong> NarrativesOperations & Support Subsystem PhaseTitle: Impact Assessment of other ILS elementsBlock Reference Number: OS-15Objective: The objective of performing and updating an Impact Assessment ofother ILS elements is to ensure that changes, required additions or deletions ofelements (eg. TMs, IETMs, support equipment, instructions, etc.), brought aboutby updated RCM2 analysis, Repair Level Analysis, <strong>Maintenance</strong> Task Analysis,Trade-off Source of <strong>Maintenance</strong>, <strong>Maintenance</strong> Significant Items, are completelyand accurately implemented. (Support for and deleted items are purged from thesystem as they will add unnecessary costs to the program; Support for any newmaintenance tasks or sources of maintenance is attained; etc.)Risks: Failure to perform and update an Impact Assessment of other ILSelements will lead to inadequate support of weapon systems as it progressesthrough its life cycle. This will lead to fielded systems with inadequate supportwhich will result in higher costs than anticipated, less performance thananticipated, less availability, larger logistics footprint and possibly unsafe orenvironmentally demanding fielded systems. This will become an issue whenenough future failures crop up to raise concerns. By this point it will cost muchmore to be corrected.Responsibility: It is the responsibility of MCSC Log; OEM/Contractor; to ensurethat updates and validation to Analysis of <strong>Maintenance</strong> Alternatives arecompleted.Involvement of Others: LOGCOM Log; OPFORRESMechanisms: N/AInputs: Updated MEAOutputs: Updated Analysis of <strong>Maintenance</strong> Alternatives. Resolution ProposalsTiming: Immediately after updated <strong>Maintenance</strong> Engineering Analysis.Distribution: MCSC Log; LOGCOM Log; OPFORRES; OEM/ContractorPreparation: Assemble Analysis Team and Schedule RCM2 Analysis meetings.3/15/2006 Page 16 of 24 Flowchart Control MPP V2.1
<strong>Maintenance</strong> <strong>Planning</strong> <strong>Process</strong> NarrativesOperations & Support Subsystem PhaseTitle: Update Logistics Significant ItemsBlock Reference Number: OS-16Version Control Number: MPP O&S 5-11-05Objective: The objective of reassessing Logistics Significant Item: is to identifyitems of special interest to the logistics program.An LSI is any item an individual program designates as of special significance tothe program, which may include the following relatively static concerns: costdrivers, hazardous material items, consumables not available in DoD inventory,long-lead items (particularly for long manufacturing lead times), firmware items,complex reparables, items requiring corrosion control, single-point failure items,life-limited items, age exploration items and/or any item that consumes aninordinate share of resources or requires special planning to support. They canalso include the following relatively dynamic concerns: cost reduction opportunityitems, obsolescence risk items, current readiness issues, and items identified asan immediate concern to the warfighter.The ILSO may want to restrict the use of the LSI label to relatively static issues,but anything can be listed as an LSI given accommodation of the dynamic natureof some data.Risks: Failure to reassess the Logistics Significant Items may lead to inadequateand/or incorrect support of the weapon system and/or support subsystem as thesystems progress through fielding. This may lead to systems being fielded withinadequate support which will result in higher costs than anticipated, incorrectmaintenance policies, less availability, larger logistics footprint and possiblyunsafe or environmentally demanding systems being fielded. This will become anissue when enough future failures crop up to raise concerns. By this point it willcost much more to be corrected.Responsibility: It is the responsibility of Log IPT; Syst Eng IPT; and theOEM/Contractor; to ensure <strong>Maintenance</strong> Significant Items are reassessed.Involvement of Others: OPFORRES, LOGCOMMechanisms: N/AInputs: Preliminary weapons system and support subsystem physical designand operating specifications and MEA.Outputs: Logistics Significant ItemsTiming: Following the receipt of the preliminary weapons system and supportsubsystem physical design and operating specifications, and the completion of3/15/2006 Page 17 of 24 Flowchart Control MPP V2.1
<strong>Maintenance</strong> <strong>Planning</strong> <strong>Process</strong> NarrativesOperations & Support Subsystem PhaseMEA.Distribution: Log IPT; Syst Eng IPT; OEM/contractor, LOGCOM andOPFORRES.Preparation: N/A3/15/2006 Page 18 of 24 Flowchart Control MPP V2.1
Title: Tech Refresh/UpdateBlock Reference Number: OS-17<strong>Maintenance</strong> <strong>Planning</strong> <strong>Process</strong> NarrativesOperations & Support Subsystem PhaseObjective: The objective of implementing a Tech Refresh/Update, arising fromthe updated MEA and Analysis of <strong>Maintenance</strong> Alternatives, is to ensure thatcorrective action where a weapon system support subsystem has proven to haveless than acceptable safety characteristics, or if the predicted versus actualusage has differed from anticipated forecasts, or the effectiveness and efficiencyof system are less than desirable: new science and technology and/or TOC-Rsolutions considered can be improved for the remainder of the useful life of thesystemRisks: Failure to implement a Tech Refresh/Update will lead to fielded systemswith inadequate support which will result in higher costs than anticipated, lessperformance than anticipated, less availability, larger logistics footprint andpossibly unsafe or environmentally demanding systems. This will continue to bean issue as failures continue to occur in the field at unacceptable levels. By thispoint it will cost much more to be corrected,Responsibility: It is the responsibility of MCSC Log, LOGCOM Log,OEM/Contractor, to ensure that resolutions are implemented.Involvement of Others: OPFORRESMechanisms: RCM2Inputs: Updated MEA and Analysis of <strong>Maintenance</strong> AlternativesOutputs: Decisions with respect to the applicability of Tech Refreshes/Updatesto weapon system support subsystems where improved: performance, readiness,operational applicability, and reliability, or reduced ownership costs – aredesirable.Timing: Immediately after updated <strong>Maintenance</strong> Engineering Analysis.Distribution: MCSC Log; LOGCOM Log; OPFORRES; OEM/ContractorPreparation: N/A3/15/2006 Page 19 of 24 Flowchart Control MPP V2.1
<strong>Maintenance</strong> <strong>Planning</strong> <strong>Process</strong> NarrativesOperations & Support Subsystem PhaseTitle: Engineering ChangeBlock Reference Number: OS-18Objective: The objective of implementing an Engineering change, arising fromthe updated MEA and Analysis of <strong>Maintenance</strong> Alternatives as a resolution thatis warranted, is to ensure that corrective action is taken so as to implementchanges to weapon system support subsystems that will improve the usefulnessof fielded systems.Risks: Failure to implement an Engineering change will nullify the potentialbenefits that could be derived from the change. If it involves safety orenvironmental changes, the result could lead to continuing unacceptable risks tothe operating forces. At the least it will leave the existing system experiencinghigher than desirable failures, lower availability, and higher ownership costs. Thisin turn will increase POM requirements, logistics and fleet demands.Responsibility: It is the responsibility of MCSC Log; LOGCOM Log;OEM/Contractor; to ensure that resolutions are implemented.Involvement of Others: OPFORRESMechanisms: RCM2Inputs: Updated MEA and Analysis of <strong>Maintenance</strong> AlternativesOutputs: Modification recommendations to existing weapon system supportsubsystemsTiming: Immediately after updated <strong>Maintenance</strong> Engineering AnalysisDistribution: MCSC Log, LOGCOM Log, OPFORRES, OEM/ContractorPreparation: See ECP process.3/15/2006 Page 20 of 24 Flowchart Control MPP V2.1
<strong>Maintenance</strong> <strong>Planning</strong> <strong>Process</strong> NarrativesOperations & Support Subsystem PhaseTitle: Modify Contracts Directly, UpgradesBlock Reference Number: OS-19Objective: The objective of implementing Contract Modifications, arising from theupdated MEA and Analysis of <strong>Maintenance</strong> Alternatives as a resolution that iswarranted, is to ensure that contracts are modified to support the changingdemands of the support subsystem. These changes will improve performance,reliability, operability and/or reduce safety/environmental impacts and the costsassociated to ownership.Risks: Failure to implement Contract Modifications will lead to no action takingplace and the failure causes will continue to prevail. This will leave the existingsystem experiencing higher than desirable failures, lower availability, and higherownership costs. This in turn will increase POM requirements, logistics and fleetdemands.Responsibility: It is the responsibility of MCSC Log; LOGCOM Log;OEM/Contractor; to ensure that resolutions are implemented.Involvement of Others: OPFORRES, LOGCOM, OEM/ContractorMechanisms: RCM2Inputs: Updated MEA and Analysis of <strong>Maintenance</strong> AlternativesOutputs: Modified contractsTiming: Immediately after updated <strong>Maintenance</strong> Engineering AnalysisDistribution: MCSC Log, LOGCOM Log, OPFORRES, OEM/ContractorPreparation: See Contracts Modification process3/15/2006 Page 21 of 24 Flowchart Control MPP V2.1
<strong>Maintenance</strong> <strong>Planning</strong> <strong>Process</strong> NarrativesOperations & Support Subsystem PhaseTitle: Inputs to SLEPBlock Reference Number: OS-20Objective: The objective of updating the Service Life Extension Program (SLEP)is to ensure that weapon systems and their associated support subsystems thatare targeted for life extension programs can continue to be supported to the endof the desired extended life of the system.Risks: Failure to update SLEP may lead to support subsystems includingmanufacturing capabilities and spares, being no longer available for the entireextended service life. This will leave the existing system experiencing longerrepair cycles than expected, may require LOGCOM to take over supporting thesystems without having the facilities or budgets to do so, higher than desirablefailures of the systems, lower availability, and significantly higher ownershipcosts. This in turn will increase POM requirements, logistics and fleet demands.Responsibility: It is the responsibility of MCSC Log; LOGCOM Log; to ensurethat each SLEP is updated in a timely manner anytime a SLEP is beingconsidered.Involvement of Others: OEM/ContractorMechanisms: RCM2Inputs: Updated MEA, Level of Repair Analysis and Analysis of <strong>Maintenance</strong>AlternativesOutputs: SLEP recommendationsTiming: Immediately after a SLEP has been announced and all aspects of the<strong>Maintenance</strong> Engineering Analyses have been updatedDistribution: MCSC Log, LOGCOM Log, OPFORRES, OEM/ContractorPreparation: See SLEP procedures3/15/2006 Page 22 of 24 Flowchart Control MPP V2.1
<strong>Maintenance</strong> <strong>Planning</strong> <strong>Process</strong> NarrativesOperations & Support Subsystem PhaseTitle: Field ModificationBlock Reference Number: OS-21Objective: The objective of implementing Field Modifications, arising from theupdated RCM2 and Analysis of <strong>Maintenance</strong> Alternatives as a resolution that iswarranted, is to ensure that corrective action is taken so as to sustain a suitablesystem throughout its life cycle.Risks: Failure to implement Field Modifications will lead to no action taking placeand the failure causes will continue to prevail. This will leave the existing systemexperiencing higher than desirable failures, lower availability, and higherownership costs. This in turn will increase POM requirements, logistics and fleetdemands.Responsibility: It is the responsibility of MCSC Log; LOGCOM Log;OEM/Contractor; to ensure that resolutions are implemented.Involvement of Others: OPFORRESMechanisms: RCM2Inputs: Updated MEA and Analysis of <strong>Maintenance</strong> AlternativesOutputs: Updates to the weapon system support subsystem.Timing: Immediately after updated <strong>Maintenance</strong> Engineering Analysis.Distribution: MCSC Log; LOGCOM Log; OPFORRES; OEM/ContractorPreparation: See Field Modification procedure.3/15/2006 Page 23 of 24 Flowchart Control MPP V2.1
<strong>Maintenance</strong> <strong>Planning</strong> <strong>Process</strong> NarrativesOperations & Support Subsystem PhaseTitle: Update Affected DocumentsBlock Reference Number: OS-22Objective: The objective of updating program documents, because of changesarising from the updated MEA and Analysis of <strong>Maintenance</strong> Alternatives as aresolution that is warranted, is to ensure that supportability is available to sustaina suitable system throughout its life cycle and through disposal.Risks: Failure to update and harmonize program documents, may lead tosupport items being no longer available during the life cycle of the system. Thiswill leave the existing system experiencing longer repair cycles than expected,higher than desirable failures, lower availability, and higher ownership costs. Thisin turn will increase POM requirements, logistics and fleet demands.Responsibility: It is the responsibility of PMT, MCLC; to ensure that programdocuments are updated and harmonized.Involvement of Others: OEM/ContractorMechanisms: N/AInputs: Updated MEA and Analysis of <strong>Maintenance</strong> AlternativesOutputs: Updated PPSP, CSAR, Product Support ContractTiming: Immediately after updated Closed Loop Corrective ActionDistribution: MCSC Log; LOGCOM Log; OPFORRES; OEM/ContractorPreparation: N/A3/15/2006 Page 24 of 24 Flowchart Control MPP V2.1
Title: Execute MCSC Disposal <strong>Process</strong>Block Reference Number: DIS-1<strong>Maintenance</strong> <strong>Planning</strong> <strong>Process</strong> NarrativesDisposal Subsystem PhaseObjective: The objective of the MCSC Disposal <strong>Process</strong> is to ensure any weaponsystem support subsystem that has reached it’s useful end-of-life stage, is sold orredirected to appropriate recipients, or disposed of in a safe, environmentally and soundmanner. Complete support subsystem disposal will also ensure the affected items arephased out of use and all aspects of the disposed system are removed from inventoriesincluding manual, electronic systems and configuration management systems.Risks: If the support subsystem(s) are not purged the space and storage requirementswill not be relieved. This adds cost to the space and material handling of the items untilthe item in question is completely disposed. In the event safety or environmental issuesprevent the disposal of the support subsystem, the result will be having to store theitems longer than anticipated, continuing to have to monitor and account for thesystem(s). This increases ownership costs, and requires future funding that may takeaway from other programs. If funding is not available to dispose of the supportsubsystem, it will have to be stored longer than anticipated, continuing to have tomonitor and account for the system(s). This increases ownership costs, and requiresfuture funding to either keep the systems on hand or eventually dispose of them. Thismay take away from other programs. If the recipient is not ready to receive the systemsthat are being disposed of, it may require special storage and handling of the items untilthe recipient is ready. This increases the cost of disposal that may require fundingconsiderations that would otherwise not be anticipated.Responsibility: It is the responsibility of PMT and LOGCOM to ensure that properaccounting procedures for tracking actual usage are in place, and that actual versuspredicted is monitored. The Logistician will ensure phase-out of the equipment bycompleting the following:• Maintain an ILS milestone chart of required actions.• Ensure the equipment is safe and ready for DEMIL• Determine and take action on any ESOH issues.• Coordinate the delivery of the replacement system ( if applicable)• Coordinate with MCLC, OPFORRES, and MCSC International Programs Office(where applicable).Involvement of Others: OEM/Contractor, DLA <strong>Marine</strong> <strong>Corps</strong> Logistics <strong>Command</strong>'s(MCLC's) Supply Chain Management Center (SCMC), the MCSC Program Manager(PM), the MCSC International Programs Office (IPO), and other offices related to thesafe and legal phase-in/phase-out of weapons systems controlled by MCSCMechanisms: N/AInputs: Phase-Out PlanOutputs: Phase-out, Demilitarized, and/or Disposed of systemTiming: 5 years before scheduled phase-out.Distribution: PMT, OEM/Contractor, LOGCOM, DLA3/15/2006 Page 1 of 2 Flowchart Control #:2.1
<strong>Maintenance</strong> <strong>Planning</strong> <strong>Process</strong> NarrativesDisposal Subsystem PhasePreparation: Disposal <strong>Process</strong>.At the end of an equipment's service life, or when the system is to be phased out of the<strong>Marine</strong> <strong>Corps</strong> inventory, the MCSC PM will prepare a recommendation for <strong>Marine</strong> <strong>Corps</strong>Combat Development Center (MCCDC) for phase-in/phase-out of the equipment.MCCDC shall then review the requirement for this system, the capabilities provided byany replacement systems, or whether a change in doctrine in required. MCCDCultimately provides MCSC with direction to either keep the system in inventory ordispose of the system. The PM shall then review any existing phase-in/phase-out plan.In the event the system does not have an existing phase in/phase out plan, one will beprepared. The PM shall then determine the most advantageous method of phasein/phase-outgiven the restrictions imposed by law and regulations and with assistanceby MCLC and other MCSC offices that execute phase-in/phase-out of the weaponssystem.3/15/2006 Page 2 of 2 Flowchart Control #:2.1
<strong>Maintenance</strong> Task Analysis(MTA)Example
MTA DefinitionIdentification of maintenance functions/tasks interms of task times and sequences,personnel quantities and skill levels, andsupporting resources requirements (i.e.spares/repair parts and associatedinventories, tools and test equipment,facilities, transportation and handlingrequirements, technical data, training, andcomputer software). Identification of highresource-consumption areas.
<strong>Maintenance</strong> Task Analysis (MTA)• Definition of the Problem- To be more competitive in the marketplace,Company DEF must reduce maintenance costs. A MTA is accomplished ofthe manufacturing test function.• Analysis Approach- The following general steps are:– Review historical information, identify typical symptoms of failure, and develop atroubleshooting flow diagram– Develop task analysis format (Figure 1)– Present Recommendations• Analysis Results- Recommendations to investigate the following areas further:– Should assemblies of Unit B be classified as “repairable” or “discard at failure”– Eliminate special system tester and the high-skill level individual for Tasks 01 and02– Reduce removal/replacement time for Unit B– Eliminate expensive maintenance facility requirements for Tasks 10-15– Can the Special Test Equipment be eliminated, if not, can they be standardized? Ifthey can not be standardized, can the special test equipment be integrated into asingle requirement?– Can normal packaging & handling be applied to Task 09?– Redesign Assembly A-7 to incorporate plug-in components to allow basic skilllevelt accomplish Task 14
1. System:XYZ5. Req. No.:0110. TaskNumber2. Item Name/Part No.:Manufacturing Test/A43216.Requirement: 7. Req. Freq.:Diag./Repair 0.00450Task Analysis Format Figure 13. Next Higher Assy.:Assembly and Test8. Maint. LevelOrg/Inter.9. Ma. Cont. No.:A12B1004. Description of Requirement: During Manufacturing and Test of Product 12345 (Serial No. 654),System XYZ Failed to Operate. The Symptom of Failure was "Loss of Total Power Output"Requirement: Troubleshoot Repair System.Personnel Man-min12. Elapsed Time-Minutes13. Total Elap 14. Task 15 16 17 1811. Task Description2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 36 38 Time Freq. B I S TotalIsolate Failure to Subsystem Level1 Subsystem C is Faulty)5 0.0045 5 5Isolate Failure to Unit Level (Unit B is2 Faulty)25 0.0045 25 25Remove Unit B from System and Replace3 with a Spare Unit B15 0.0045 25 254 Transport Faulty Unit to Int. Shop30 0.0045 15 15Apply Power to Faulty Unit. Check for5 Output Square-wave Signal20 0.0045 30 30Check Signal Input to Assembly6 A-1 (20v PP @ T P.7)15 0.0045 20 20Check Signal Input to Assembly7 A-7 (Squarewave, PW-5 vsec @ T.P.2)20 0.0045 15 158 Remove Faulty A-7 and Replace10 0.0045 20 20Transport Faulty Assembly A-7 to14 Calendar Days in Transit9 Supplier for Depot <strong>Maintenance</strong>0.0045 10 1010 Check A-7 and Verify Faulty Condition25 0.0045 25 2511 Check Operation of CB-3A215 0.0045 15 1512 Check Operation of CB-2A410 0.0045 10 1013 Check Operation of CB-1A520 0.0045 20 20Remove and Replace Faulty CB-1A514 Discard Faulty Circuit Board40 0.0045 40 40Verify that Assembly is Operational and15 Return to Inventory15 0.0045 15 15Total 265 0.0045 60 120 110 290
Logistician's participation in theMTA• The following seven slides show examplesof what the logistician can utilize from theMTA.
1. Item Name/Part No.:ManufacturingTest/ A43217Task No.1. With the extensive resources required for the repair of Assembly A-3. Requirement:4. Req. Freq: 5. Maint Level:7 (e.g., the variety of special test and support equipment, the necessity forDiagnostic Troubleshooting and Repair 0.00450 Organization,a clean-room facility for maintenance, the extensive Intermediate, amount Depot of timerequired for the removal and replacement of CB-1A5, etc.), it may befeasible to identify Assembly A-7 as being nonrepairable. Investigate thefeasibility of whether the assemblies of Unit B should be classified as“repairable” or “discard at failure”.Replacement PartsTest and Support/Handling Equipment8 Qty.9. PartNomenclature 10. Rep13. Item Part Nomenclature 14. Use Time 16. Description of Facilityper Assy 11. Part Number Freq. 12. Qty. 15. Item Part Number(min) Requirements1 1 Built-in Test Equip. A123456 52 1 Special System Tester 0-2310B 25Unit B3 1 B180265X 0.01866 1 Standard Tool Kit STK-100-B 154 1 Standard Cart (M-10) 305 1 Special System Tester 1-8891011-A 206 1 Special System Tester 1-8891011-A 157 1 Special System Tester 1-8891011-A 20Assembly A-78 1 MO-2378A 0.00995 1 Special Extractor Tool EX20003-4 109 1 Container, Special Handling T-300A 14 Days10 Special System Tester 1-8891011-A 25 Clean Room Environment11 1 C.B. Test Set D-2252-A 15 Clean Room Environment12 1 C.B. Test Set D-2252-A 10 Clean Room Environment13 1 C.B. Test Set D-2252-A 20 Clean Room EnvironmentSpecial Extractor Tool EX45112-6314 1 Standard Tool Kit STK-20040 Clean Room Environment15 1 Special System Tester 1-8891011-B 15 Clean Room Environment6. Ma. Cont. No:A12B10017. Special TechnicalData InstructionsOrganizational<strong>Maintenance</strong>Organizational<strong>Maintenance</strong>Organizational<strong>Maintenance</strong>Intermediate<strong>Maintenance</strong>Intermediate<strong>Maintenance</strong>Intermediate<strong>Maintenance</strong>Intermediate<strong>Maintenance</strong>Refer to SpecialRemoval InstructionsNormal Trans.EnvironmentSupplier (Depot)<strong>Maintenance</strong>Supplier (Depot)<strong>Maintenance</strong>Supplier (Depot)<strong>Maintenance</strong>Supplier (Depot)<strong>Maintenance</strong>Supplier (Depot)<strong>Maintenance</strong>Return OperatingAssy to Inventory
1. Item Name/Part No.:ManufacturingTest/ A43217Task No.2. From Tasks 01 and 02, a built-in test capability exists at theorganizational level for fault isolation to the subsystem; however, fault3. Requirement:4. Req. Freq: 5. Maint Level:isolation to the unit required a Special System Tester (0-2310B), and itDiagnostic Troubleshooting and Repair 0.00450 Organization,takes 25 minutes of testing plus a highly skilled Intermediate, (supervisory Depot skill)individual to accomplish the function. Investigate the feasibility ofextending the built-in test down to the unit level and eliminating the needfor the special system tester and the high-skill level individual.Replacement PartsTest and Support/Handling Equipment8 Qty.9. PartNomenclature 10. Rep13. Item Part Nomenclature 14. Use Time 16. Description of Facilityper Assy 11. Part Number Freq. 12. Qty. 15. Item Part Number(min) Requirements1 1 Built-in Test Equip. A123456 52 1 Special System Tester 0-2310B 25Unit B3 1 B180265X 0.01866 1 Standard Tool Kit STK-100-B 154 1 Standard Cart (M-10) 305 1 Special System Tester 1-8891011-A 206 1 Special System Tester 1-8891011-A 157 1 Special System Tester 1-8891011-A 20Assembly A-78 1 MO-2378A 0.00995 1 Special Extractor Tool EX20003-4 109 1 Container, Special Handling T-300A 14 Days10 Special System Tester 1-8891011-A 25 Clean Room Environment11 1 C.B. Test Set D-2252-A 15 Clean Room Environment12 1 C.B. Test Set D-2252-A 10 Clean Room Environment13 1 C.B. Test Set D-2252-A 20 Clean Room EnvironmentSpecial Extractor Tool EX45112-6314 1 Standard Tool Kit STK-20040 Clean Room Environment15 1 Special System Tester 1-8891011-B 15 Clean Room Environment6. Ma. Cont. No:A12B10017. Special TechnicalData InstructionsOrganizational<strong>Maintenance</strong>Organizational<strong>Maintenance</strong>Organizational<strong>Maintenance</strong>Intermediate<strong>Maintenance</strong>Intermediate<strong>Maintenance</strong>Intermediate<strong>Maintenance</strong>Intermediate<strong>Maintenance</strong>Refer to SpecialRemoval InstructionsNormal Trans.EnvironmentSupplier (Depot)<strong>Maintenance</strong>Supplier (Depot)<strong>Maintenance</strong>Supplier (Depot)<strong>Maintenance</strong>Supplier (Depot)<strong>Maintenance</strong>Supplier (Depot)<strong>Maintenance</strong>Return OperatingAssy to Inventory
1. Item Name/Part No.:ManufacturingTest/ A43217Task No.3. The physical removal and replacement of Unit B from the system take15 minutes, which seems rather extensive. Although this is perhaps not a3. Requirement:4. Req. Freq: 5. Maint Level:major item, it would be worthwhile investigating whether theDiagnostic Troubleshooting and Repair 0.00450 Organization,removal/replacement time can be reduced. Intermediate, DepotReplacement PartsTest and Support/Handling Equipment8 Qty.9. PartNomenclature 10. Rep13. Item Part Nomenclature 14. Use Timeper Assy 11. Part Number Freq. 12. Qty. 15. Item Part Number(min)1 1 Built-in Test Equip. A123456 52 1 Special System Tester 0-2310B 25Unit B3 1 B180265X 0.01866 1 Standard Tool Kit STK-100-B 154 1 Standard Cart (M-10) 305 1 Special System Tester 1-8891011-A 206 1 Special System Tester 1-8891011-A 157 1 Special System Tester 1-8891011-A 20Assembly A-78 1 MO-2378A 0.00995 1 Special Extractor Tool EX20003-4 109 1 Container, Special Handling T-300A 14 Days16. Description of FacilityRequirements10 Special System Tester 1-8891011-A 25 Clean Room Environment11 1 C.B. Test Set D-2252-A 15 Clean Room Environment12 1 C.B. Test Set D-2252-A 10 Clean Room Environment13 1 C.B. Test Set D-2252-A 20 Clean Room EnvironmentSpecial Extractor Tool EX45112-6314 1 Standard Tool Kit STK-20040 Clean Room Environment15 1 Special System Tester 1-8891011-B 15 Clean Room Environment6. Ma. Cont. No:A12B10017. Special TechnicalData InstructionsOrganizational<strong>Maintenance</strong>Organizational<strong>Maintenance</strong>Organizational<strong>Maintenance</strong>Intermediate<strong>Maintenance</strong>Intermediate<strong>Maintenance</strong>Intermediate<strong>Maintenance</strong>Intermediate<strong>Maintenance</strong>Refer to SpecialRemoval InstructionsNormal Trans.EnvironmentSupplier (Depot)<strong>Maintenance</strong>Supplier (Depot)<strong>Maintenance</strong>Supplier (Depot)<strong>Maintenance</strong>Supplier (Depot)<strong>Maintenance</strong>Supplier (Depot)<strong>Maintenance</strong>Return OperatingAssy to Inventory
1. Item Name/Part No.:ManufacturingTest/ A43217Task No.4. From Tasks 10 to 15, a special clean-room facility is required formaintenance. Assuming that the various assemblies of Unit B are repaired3. Requirement:4. Req. Freq: 5. Maint Level:versus being classified “discard at failure”, then it would be worthwhile toDiagnostic Troubleshooting and Repair 0.00450 Organization,investigate changing the design of these assemblies Intermediate, so Depot that a clean-roomenvironment is not required for maintenance. Eliminate the expensiveReplacement PartsTest and Support/Handling Equipment9. Part8 Qty. Nomenclature 10. Rep maintenance 13. Item facility Part Nomenclature requirements. 14. Use Timeper Assy 11. Part Number Freq. 12. Qty. 15. Item Part Number(min)1 1 Built-in Test Equip. A123456 52 1 Special System Tester 0-2310B 25Unit B3 1 B180265X 0.01866 1 Standard Tool Kit STK-100-B 154 1 Standard Cart (M-10) 305 1 Special System Tester 1-8891011-A 206 1 Special System Tester 1-8891011-A 157 1 Special System Tester 1-8891011-A 20Assembly A-78 1 MO-2378A 0.00995 1 Special Extractor Tool EX20003-4 109 1 Container, Special Handling T-300A 14 Days16. Description of FacilityRequirements10 Special System Tester 1-8891011-A 25 Clean Room Environment11 1 C.B. Test Set D-2252-A 15 Clean Room Environment12 1 C.B. Test Set D-2252-A 10 Clean Room Environment13 1 C.B. Test Set D-2252-A 20 Clean Room EnvironmentSpecial Extractor Tool EX45112-6314 1 Standard Tool Kit STK-20040 Clean Room Environment15 1 Special System Tester 1-8891011-B 15 Clean Room Environment6. Ma. Cont. No:A12B10017. Special TechnicalData InstructionsOrganizational<strong>Maintenance</strong>Organizational<strong>Maintenance</strong>Organizational<strong>Maintenance</strong>Intermediate<strong>Maintenance</strong>Intermediate<strong>Maintenance</strong>Intermediate<strong>Maintenance</strong>Intermediate<strong>Maintenance</strong>Refer to SpecialRemoval InstructionsNormal Trans.EnvironmentSupplier (Depot)<strong>Maintenance</strong>Supplier (Depot)<strong>Maintenance</strong>Supplier (Depot)<strong>Maintenance</strong>Supplier (Depot)<strong>Maintenance</strong>Supplier (Depot)<strong>Maintenance</strong>Return OperatingAssy to Inventory
1. Item Name/Part No.:ManufacturingTest/ A43217Task No.5. There is an apparent requirement for a number of new special testequipment/too items; that is, special system tester (0-2310B), special3. Requirement:4. Req. Freq: 5. Maint Level:system tester (I-8891011-A), special system tester (I-8891011-B), CB testDiagnostic Troubleshooting and Repair 0.00450 Organization,set (D-2252-A), special extractor tool (EX20003-4), Intermediate, and Depotspecial extractortool (EX45112-63). These items are limited in their general applicationfor other systems and are expensive to acquire and maintain. Investigatewhether these items can be eliminated; if test equipment/tools arerequired, can standard items be utilized? If the various special items arerequired, can they be integrated into a single requirement? Can a singleitem be designed to replace the three special testers and the CB test set?Reducing the overall requirements for special test and support equipmentis a major objective.Replacement PartsTest and Support/Handling Equipment8 Qty.9. PartNomenclature 10. Rep13. Item Part Nomenclature 14. Use Time 16. Description of Facilityper Assy 11. Part Number Freq. 12. Qty. 15. Item Part Number(min) Requirements1 1 Built-in Test Equip. A123456 52 1 Special System Tester 0-2310B 25Unit B3 1 B180265X 0.01866 1 Standard Tool Kit STK-100-B 154 1 Standard Cart (M-10) 305 1 Special System Tester 1-8891011-A 206 1 Special System Tester 1-8891011-A 157 1 Special System Tester 1-8891011-A 20Assembly A-78 1 MO-2378A 0.00995 1 Special Extractor Tool EX20003-4 109 1 Container, Special Handling T-300A 14 Days10 Special System Tester 1-8891011-A 25 Clean Room Environment11 1 C.B. Test Set D-2252-A 15 Clean Room Environment12 1 C.B. Test Set D-2252-A 10 Clean Room Environment13 1 C.B. Test Set D-2252-A 20 Clean Room EnvironmentSpecial Extractor Tool EX45112-6314 1 Standard Tool Kit STK-20040 Clean Room Environment15 1 Special System Tester 1-8891011-B 15 Clean Room Environment6. Ma. Cont. No:A12B10017. Special TechnicalData InstructionsOrganizational<strong>Maintenance</strong>Organizational<strong>Maintenance</strong>Organizational<strong>Maintenance</strong>Intermediate<strong>Maintenance</strong>Intermediate<strong>Maintenance</strong>Intermediate<strong>Maintenance</strong>Intermediate<strong>Maintenance</strong>Refer to SpecialRemoval InstructionsNormal Trans.EnvironmentSupplier (Depot)<strong>Maintenance</strong>Supplier (Depot)<strong>Maintenance</strong>Supplier (Depot)<strong>Maintenance</strong>Supplier (Depot)<strong>Maintenance</strong>Supplier (Depot)<strong>Maintenance</strong>Return OperatingAssy to Inventory
1. Item Name/Part No.:ManufacturingTest/ A43217Task No.6. From Task 09, there is a special handling container for thetransportation of Assembly A-7. This may impose a problem in terms of3. Requirement:4. Req. Freq: 5. Maint Level:the availability of the container at the time and place of nee. It would beDiagnostic Troubleshooting and Repair 0.00450 Organization,preferable if normal packaging and handling Intermediate, methods Depot could be utilized.Replacement PartsTest and Support/Handling Equipment8 Qty.9. PartNomenclature 10. Rep13. Item Part Nomenclature 14. Use Timeper Assy 11. Part Number Freq. 12. Qty. 15. Item Part Number(min)1 1 Built-in Test Equip. A123456 52 1 Special System Tester 0-2310B 25Unit B3 1 B180265X 0.01866 1 Standard Tool Kit STK-100-B 154 1 Standard Cart (M-10) 305 1 Special System Tester 1-8891011-A 206 1 Special System Tester 1-8891011-A 157 1 Special System Tester 1-8891011-A 20Assembly A-78 1 MO-2378A 0.00995 1 Special Extractor Tool EX20003-4 109 1 Container, Special Handling T-300A 14 Days16. Description of FacilityRequirements10 Special System Tester 1-8891011-A 25 Clean Room Environment11 1 C.B. Test Set D-2252-A 15 Clean Room Environment12 1 C.B. Test Set D-2252-A 10 Clean Room Environment13 1 C.B. Test Set D-2252-A 20 Clean Room EnvironmentSpecial Extractor Tool EX45112-6314 1 Standard Tool Kit STK-20040 Clean Room Environment15 1 Special System Tester 1-8891011-B 15 Clean Room Environment6. Ma. Cont. No:A12B10017. Special TechnicalData InstructionsOrganizational<strong>Maintenance</strong>Organizational<strong>Maintenance</strong>Organizational<strong>Maintenance</strong>Intermediate<strong>Maintenance</strong>Intermediate<strong>Maintenance</strong>Intermediate<strong>Maintenance</strong>Intermediate<strong>Maintenance</strong>Refer to SpecialRemoval InstructionsNormal Trans.EnvironmentSupplier (Depot)<strong>Maintenance</strong>Supplier (Depot)<strong>Maintenance</strong>Supplier (Depot)<strong>Maintenance</strong>Supplier (Depot)<strong>Maintenance</strong>Supplier (Depot)<strong>Maintenance</strong>Return OperatingAssy to Inventory
1. Item Name/Part No.:ManufacturingTest/ A43217Task No.7. From task 14, the removal and replacement of CB-1A5 takes 40minutes and required a highly skilled individual to accomplish the3. Requirement:4. Req. Freq: 5. Maint Level:maintenance task. Assuming that Assembly A-7 is repairable, it would beDiagnostic Troubleshooting and Repair 0.00450 Organization,appropriate to simplify the circuit board removal/replacement Intermediate, Depot procedureby incorporating plug-in components or at least to simplify the task toallow one with a basic skill level to accomplish.Replacement PartsTest and Support/Handling Equipment8 Qty.9. PartNomenclature 10. Rep13. Item Part Nomenclature 14. Use Timeper Assy 11. Part Number Freq. 12. Qty. 15. Item Part Number(min)1 1 Built-in Test Equip. A123456 52 1 Special System Tester 0-2310B 25Unit B3 1 B180265X 0.01866 1 Standard Tool Kit STK-100-B 154 1 Standard Cart (M-10) 305 1 Special System Tester 1-8891011-A 206 1 Special System Tester 1-8891011-A 157 1 Special System Tester 1-8891011-A 20Assembly A-78 1 MO-2378A 0.00995 1 Special Extractor Tool EX20003-4 109 1 Container, Special Handling T-300A 14 Days16. Description of FacilityRequirements10 Special System Tester 1-8891011-A 25 Clean Room Environment11 1 C.B. Test Set D-2252-A 15 Clean Room Environment12 1 C.B. Test Set D-2252-A 10 Clean Room Environment13 1 C.B. Test Set D-2252-A 20 Clean Room EnvironmentSpecial Extractor Tool EX45112-6314 1 Standard Tool Kit STK-20040 Clean Room Environment15 1 Special System Tester 1-8891011-B 15 Clean Room Environment6. Ma. Cont. No:A12B10017. Special TechnicalData InstructionsOrganizational<strong>Maintenance</strong>Organizational<strong>Maintenance</strong>Organizational<strong>Maintenance</strong>Intermediate<strong>Maintenance</strong>Intermediate<strong>Maintenance</strong>Intermediate<strong>Maintenance</strong>Intermediate<strong>Maintenance</strong>Refer to SpecialRemoval InstructionsNormal Trans.EnvironmentSupplier (Depot)<strong>Maintenance</strong>Supplier (Depot)<strong>Maintenance</strong>Supplier (Depot)<strong>Maintenance</strong>Supplier (Depot)<strong>Maintenance</strong>Supplier (Depot)<strong>Maintenance</strong>Return OperatingAssy to Inventory
<strong>Marine</strong> <strong>Corps</strong> <strong>Systems</strong> <strong>Command</strong><strong>Maintenance</strong> <strong>Planning</strong> (MP)Repair Level Analysis (RLA)MP <strong>Process</strong> (MPP)4 Oct 05Presented by MCSC Logistics13 March 2006 1
Repair Level Analysis‣Determination of the optimal distributionof all possible maintenance tasks givenall possible support scenarios13 March 2006 2
Repair Level Analysis‣Determination of the optimal distributionof all possible maintenance tasks givenall possible support scenarios13 March 2006 3
Repair Level Analysis‣Define constraints‣Input scenarios‣Simulate alternatives‣Identify preferred scenario13 March 2006 4
Repair Level Analysis‣EconomicModel of salient featuresNot a budgetNot necessarily LCCKey cost drivers13 March 2006 5
Repair Level AnalysisDefine Constraints‣Operational IssuesEffectivenessSafety‣Cost IssuesInvestment cost thresholds‘Color of Money’ limitations13 March 2006 6
Repair Level AnalysisDefine Constraints‣Depot Level Source of Repair (DLSOR)Allocates depot tasks to specific location‣Configuration ControlAnalysis commensurate with level ofconfiguration control & definition13 March 2006 7
Define ConstraintsDLSOR‣Depot level Source of Repair can assigndepot tasks to specific locationsDLSOR Guide13 March 2006 8
Repair Level AnalysisInput: Model Scenarios‣All possible maintenance tasks given allpossible support scenariosInputModel of possible support scenarios‘O-I-D’ Organizational/Intermediate/Depot‘O to D’ Organizational-DepotVariety of depot solutions (Organic, CLS, PBL)13 March 2006 9
Repair Level AnalysisInput: Define Tasks‣All possible maintenance tasks given allpossible support scenariosInputDefinition of all candidate maintenance tasksManpowerTechnical ManualsToolsTraining13 March 2006 10
Repair Level AnalysisSimulate Scenarios‣Tools assist in calculation of alternativesExtended range & depth of interdependenttasksVariety of investment levelsComplex tradeoffs13 March 2006 11
Repair Level AnalysisSimulate Scenarios‣Tools define the range & depthWorksheetCost ModelsLCCEDCASEtc…RLACOMPASSJAMSEtc…13 March 2006 12
Repair Level AnalysisOutput‣Identify preferred scenarioEconomic Analysis13 March 2006 13
Repair Level AnalysisQuestions?13 March 2006 14
<strong>Marine</strong> <strong>Corps</strong> LogisticsEnterprise Data Repository(MCLEDR)
MCLEDR – What is it?– A robust technical data management and web enableddelivery system– Single source, accurate, and timely– Technical Data can be• Stored,• Retrieved,• Published,• Printed, and• Reused in multiple ways
MCLEDR – Who will use it?– MCLEDR will be utilized by:MCSC StakeholdersDepotsBasesFMF
MCLEDR – What will it do?– Save Time and Money– Enforce Quality Control– Improve productivity of content creators– Speed time-to-field delivery of content increasingsystem readiness– Increase the effectiveness of information through DynamicPersonalized Content Delivery:• Right Content• Right User• Right Time• Any Medium/Device
MCLEDR – What will it do?– Enable continuous access to MCSC technical data byFMF operators and maintainers– Provide operators and maintainers powerful searchtools so they can more effectively execute their mission– Increase readiness– Provide tools for all technical manual sustainment– Data re-use and repurposing:• parts ordering• configuration management• training data
Conceptual Business Model
MCLEDR Solution High-LevelCapabilities / Features• The MCLEDR software suite features electronic collaboration andverification / validation around technical manual authoring, editing, andpublication.MCLEDR Solution FeaturesInclude:• Native SGML & XML support in all of thesolution components•SGML & XML Content and FragmentManagement of Technical PublicationsData•Version & History Control•Integrated SGML & XML Authoring•Integrated SGML & XML Publishing•Support for Legacy <strong>Marine</strong> <strong>Corps</strong> Content•Support for USMC-V1, 2361 CECOM andS1000D Content•Integrated Workflow•Integrated Case Based Reasoning (CBR)Note: Diagram taken from United States <strong>Marine</strong> <strong>Corps</strong> Enterprise DataRepository Test Suite Functional Specification prepared by empolis/arvatoFebruary 8, 2005.•Interactive Electronic Technical Manual(IETM)•Utilizes de-facto stand software such asOracle, as opposed to proprietary databasetechnology
ArborText Epic Editor Capabilities•ArborText Epic Editor MCLEDR software component is used to author / editdata modules in a technical publication.ArborTextEpic EditorContent AuthoringArborText Epic Editor CapabilitiesInclude:• Content Authoring / Editing• SGML & XML Authoring /Editing
Itedo IsoDraw CGM Editor•Itedo IsoDraw CGM Editor MCLEDR software component is used to author /edit CGM vector graphics modules in a technical publication.Itedo IsoDraw CGM EditorCGM VectorGraphic AuthoringItedo IsoDraw Editor CapabilitiesInclude:• CGM Vector GraphicAuthoring / Editing• 3D Graphic Design
AutoCAD LT Drawing Editor• AttoCAD LT Engineering Drawing Editor MCLEDR software componentis used to author / edit CAD Drawings utilized in a technical publication.AutoCAD LT Drawing EditorCAD EngineeringDrawing AuthoringAutoCAD LT Drawing EditorCapabilities Include:• CAD Engineering DrawingAuthoring / Editing• 3D Graphic Design
Workflows• – Workflow defined for utilization in the MCLEDRProduction Pilot:• 10772 <strong>Process</strong>(Depicted on next slide.)
10772 <strong>Process</strong> WorkflowTMLCM (Albany)•10772 ArrivesSMBAssign ID, MCLB …,Assign SpecialistPost. Non-concur- Send to originatorPrepare concur- Send to originator- create 10772 PDFPublish 10772Non - concurEquipment SpecialistStart Workflow <strong>Process</strong>identifydocs inSigmalinkEquipmentSpecialistInitial ReviewConcurReject changeEdit AgainValidatechangeApprovedMissing Documentation or checklistLMSAssign Equipment SpecialistSend for reviewConcurAssign Editor- equip specialist- self- contractorsend forcontractor editAssign ValidationSpecialistSend for validationPrepare for SignatureChange RejectedPGD/TM SustainerInternalSend for SignaturePublishPublish 10772 ConcurCan be performed by Equipment Specialist, LMS, Contractor- where usedPMAuthorContractor EditSign Promulgation LetterReleaseRejectContractorWait For Contractor<strong>Process</strong>Contractor EditFleet UserContractorTimeoutFile 10772
<strong>Maintenance</strong> <strong>Planning</strong> <strong>Process</strong> (MPP)Related LinksMechanism #1: Combat Development Tracking System (CDTS) @https://www.cdts.marcorsyscom.usmc.mil/Mechanism #2: MCO 3900.15A, MARINE CORPS EXPEDITIONARY FORCEDEVELOPMENT SYSTEM, @http://www.usmc.mil/directiv.nsf/82001916d226893285256d12004936dd/6d0d0231d3b6ce5e852564970060b497/$FILE/MCO%203900.15%20A.pdfMechanism #3: RTT Guide @https://www.tigersql.marcorsyscom.usmc.mil/tiger/cmc/page.asp?id=51Mechanism #10: POM Service Center @https://www.tiger.marcorsyscom.usmc.mil/TIGERHome.nsf/TIGERPages/POM+Service+Center?opendocumentMechanism #11: MC-SAMP Guide @https://www.caps.marcorsyscom.usmc.mil/kc/kcobj0.nsf/Key/MQGS-68BJN2/$file/MC-SAMP_GUIDE_V2_Dec04_Final.docMechanism #15: Supportability Plan Template @https://www.library.marcorsyscom.usmc.mil/__85257023004C80EE.nsf/DocumentList/2753854B46286B1285257058004E2605?OpenDocument&FromSearch=YesMechanism #16: Configuration Management Knowledge Center @https://www.caps.marcorsyscom.usmc.mil/kc/kc.nsf/<strong>Process</strong>SysEng/433B1A09C066974C8525707B0006F692?OpenDocumentMechanism #17: Develop & Demonstrate Handbook @https://www.caps.marcorsyscom.usmc.mil/kc/kcobj0.nsf/Key/MQGS-65KPJU/$file/D&D%20Handbook%20Version%202%20July%202004.docMechanism #27: MCOTEA SOP @ http://www.quantico.usmc.mil/mcotea/files/sop.pdfMechanism #29: Fielding Plan Template @http://www.marcorsyscom.usmc.mil/sites/acalcp/4ddss-io.pdf and the Fielding Plan<strong>Process</strong> Policy letter @ http://www.marcorsyscom.usmc.mil/sites/acalcp/6fss-io.pdfMechanism #30: MCSC DT Handbook @https://acc.dau.mil/simplify/ev.php?ID=67295_201&ID2=DO_TOPICMechanism #31: Produce & Procure Guide @https://www.caps.marcorsyscom.usmc.mil/kc/kcobj0.nsf/Key/MQGS-632M7W/$file/Produce&Procure_Guidev1pdf_Jun04.pdfAcronym List3/15/2006 Page 1 Version Control #
<strong>Maintenance</strong> <strong>Planning</strong> <strong>Process</strong>Acronym IndexAcronymName50/50 Organic or CommercialAAOApproved Acquisition ObjectiveACATAcquisition CategoryACPRODAssistant <strong>Command</strong>er of Product SupportACQAcquisitionAHPAnalytical Hierarchy <strong>Process</strong>ALAutonomic LogisticsAOAAnalysis of AlternativesAS2Acquire Support Subsystem aka ASSASSAcquire Support Subsystem aka AS2ATOAir Tasking OrderBICBusiness Initiative CouncilBITBuilt-In-TestBITEBuilt-In-Test EquipmentCADComputer Aided DesignCASCCapability Assessment Support CenterCBMCondition Based <strong>Maintenance</strong>CDDCapability Development DocumentCDRCritical Design ReviewCDRLContract Data Requirements ListCFEContractor-Furnished EquipmentCIConfiguration ItemCLSContractor Logistics SupportCMRSCalibration Measurement Requirements SummaryCOEConcept of EmploymentCOICritical Operational IssueCONOPSConcept of OperationsCORMCommission on Roles and MissionsCOTSCommercial Off the ShelfCPDCapabilities Production DocumentCSFCritical Success Factor (for Risk Analysis)CtrContractorD LevelDepot LevelD&D Handbook Design & Develop HandbookD/DSSDesign/Develop Support SubsystemDAWIADefense Acquisition Workforce Improvement Act (Acq Employee Training Program)DC I&LDeputy <strong>Command</strong>ant for Installations and LogisticsDDSSDesign/Develop Support SubsystemDEMILDemilitarizationDLADefence Logistics AgencyDLHDirect Labor HoursDLMHDirect Labor Man HoursDLMPDepot Level <strong>Maintenance</strong> ProgramDLRDepot Level RepairDLSORDepot Level Source of RepairDMFRDepot Level <strong>Maintenance</strong> Float RequirementDMIDepot <strong>Maintenance</strong> Inter-Service1
<strong>Maintenance</strong> <strong>Planning</strong> <strong>Process</strong>Acronym IndexAcronymDoDDOTMLPFDPEISDSORDSPDTDT&EEFVELMRERBESOHEVMSFMEAFOCFOT&EFRACASFRPFRPDRFRPDR ADMFSSFTAGFIGFIGFMGFPHAZMATHFHFEHPDUHQMCHSIHWIARI LevelIATOICDIDEIERIGESILCILSILSOIMBSIMBSIOCIOT&EIPPDIPRIPTISEAJCIDSJCONameDepartment of DefenseDoctrine, Organization, Training, Materiel, Leadership, Personnel and FacilitiesDesign for PEI (Principal End Item) SupportDepot Source of RepairDoD Standardization <strong>Process</strong>Development TestDevelopment Test & EvaluationExpeditionary Fighting VehicleEmergency Land Mobile Radio (Support establishment Acquisition)Enterprise Review Board.Environmental, Safety, Occupational Health (aka: "SHE Hazards")Earned Value Management SystemFailure Modes and Effects AnalysisFull Operational CapabilityFollow-On Test & EvaluationFailure Reporting Analysis and Corrective Action SystemFull Rate ProductionFull Rate Production Decision ReviewMilestone decision allowing FRP (ADM = doc from MDA to PM indicate milestone decision, toenter next phase)Field Support SubsystemFault Tree AnalysisGovernment Furnished InformationGovernment Furnished ItemGovernment Furnished MaterialGovernment Furnished PropertyHazardpus MaterialsHigh FrequencyHuman Factors EngineeringHull Power Distribution UnitHead Quarters <strong>Marine</strong> <strong>Corps</strong>Human <strong>Systems</strong> IntegrationHardwareIndependent Assessment ReportIntermediate LevelInterim Approval To Operate (IT/DITSCAP related)Initial Capabilities DocumentIntegrated Digital EnvironmentIndependent Evaluation ReportInitial Graphics Exchange SpecificationIntegrated Logistics CapabilitiesIntegrated Logistics SupportIntegrated Logistics Support OfficeInitial Material Business SolutionInitial Military Business StrategyInitial Operational CapabilityIndependent Test & EvaluationIntegrated Product and <strong>Process</strong> DevelopmentIn <strong>Process</strong> ReviewIntegrated Product TeamIn Service Engineering Activity (i.e.: Crane, AL)Joint Capabilities Integration & Development SystemJoint Certification Office2
<strong>Maintenance</strong> <strong>Planning</strong> <strong>Process</strong>Acronym IndexAcronymNameJCSJoint Chiefs of StaffJDM Regulation Joint Depot <strong>Maintenance</strong> RegulationJDMAGJoint Depot <strong>Maintenance</strong> Activity GroupJEDMICSJoint Engineering Data Management Information and Control SystemJLCJoint Logistics <strong>Command</strong>erJTDJoint-Service Technical DataKPPKey Performance ParameterLCCELife Cycle Cost EstimateLCMOLife Cycle Management OfficeL-DEMOLogistics DemonstrationLOGCOMLogistics <strong>Command</strong>LOG-DEMO Logistics DemonstrationLOMLevels of <strong>Maintenance</strong>LORALevel of Repair Analysis - replaced by Repair Analysis (RA)LRFSLogistics Requirements and Funding SummaryLRIPLow Rate Initial ProductionLRULine Replaceable UnitLSCLogistic Support CostLVSLogistics Vehicle SystemLVSRLogistics Vehicle System RepairMAAMission Area AnalysisMAPMaintainability Analysis and PredictionMAWMedium Anti-Armor WeaponMC<strong>Marine</strong> <strong>Corps</strong>MCCDCMC Combat Development <strong>Command</strong>MCLCMC Logistics <strong>Command</strong>MCLEDR<strong>Marine</strong> <strong>Corps</strong> Logistics Enterprise Data RepositoryMCO<strong>Marine</strong> <strong>Corps</strong> OrderMCOTEAMC Operational Test & Evaluation ActivityMCPMission Coordinating PaperMCSAMP <strong>Marine</strong> <strong>Corps</strong> Single Acquisition Management Plan (Chapter 2 is Risk Assessement; Chapter 3is Supportability Testing Parameters; Chapter 7 is <strong>Maintenance</strong> and Support Strategy &precedence of ILS Elements; )MCSC<strong>Marine</strong> <strong>Corps</strong> <strong>Systems</strong> <strong>Command</strong>M-DEMO<strong>Maintenance</strong> DemonstrationMEA<strong>Maintenance</strong> Engineering AnalysisMISMO<strong>Maintenance</strong> Inter-Service Management OfficeMISO<strong>Maintenance</strong> Inter-Service OfficeMMC<strong>Maintenance</strong> Manpower CostMOSMilitary Occupational SpecialtyMPP<strong>Maintenance</strong> <strong>Planning</strong> <strong>Process</strong>MPSMaritime Prepositioning ShipsMPT, MP&T <strong>Maintenance</strong> Personnel and TrainingMPTAManpower, Personnel, and Training AnalysisMSMission SuccessMTA<strong>Maintenance</strong> Task AnalysisMTTRMean Time To RepairO LevelOrganizational LevelO/SOrganic/(other Services)OAOperational AssessmentOEIOperational End ItemOEMOriginal Equipment ManufacturerOIPTOverarching IPTONROffice of Naval ResearchOPFORsOperational Forces3
<strong>Maintenance</strong> <strong>Planning</strong> <strong>Process</strong>Acronym IndexAcronymORD HandbookOSTOTOT&EOTPOP31PBAPBLPCBPEDDPDRPDSSPEBPEIPERF SPECPGPGDPHS&TPIPPIPTPLTPMPM/POPMCSPMOPMTPOPOMPPBESPPMPPPSMPPSMPPPSPPQDRPPSSPSIQARARACMRAMRAMSRAMS-DRCMRCTRFIRFPRLARMBSRORTTS&T HandbookSAMPSBTSCATSCMCNameOperation Requirements Document HandbookOrder and Ship TimeOperational TestOperational Test & EvaluationOperation Test Project OfficerPPPI PrePlanned Product ImprovementPerformance Based AgreementPerformance Based LogisticsPrinted Circuit BoardPortable Electronics Display DevicePreliminary Design ReviewPost Deployment Software supportPerformance Evaluation BoardPrinciple End ItemPerformance SpecificationProduct GroupProduct Group DirectorPackaging, handling, Storage, and TransportaionProduct Improvement ProgramProgram-level IPTProcurement Lead TimesProgram ManagerProgram Manager/Program OfficePreventive <strong>Maintenance</strong> Checks and ServiceProgram Management OfficeProgram Management TeamProject OfficerProgram Objectives Memorandum<strong>Planning</strong>, Programming, Budgeting and Execution SystemPost Production Management PlanPost Production <strong>Systems</strong> ManagementPost Production System Management PlanPost Production Support PlanProduct Quality Deficiency ReportPost Production Software SupportProduct Support IntegratorQuality AssuranceRequirements AnalysisRemote Acquisition Control ModuleReliability Availability and MaintainabilityReliability Availability Maintainability and SupportabilityReliability, Availability, Maintainability, Supportability and DurabilityReliability-Centered <strong>Maintenance</strong>Repair Cycle TimeReady for Issue/InfoRequest for ProposalRepair Level AnalysisRevised Material Business SolutionRequirements OfficerRequirements Transition TeamScience & Technology HandbookSingle Acquisition Management PlanStrategic Business TeamStatement of Work, CDRL, Automated Tracking Tool<strong>Systems</strong> <strong>Command</strong> <strong>Marine</strong> Corp4
<strong>Maintenance</strong> <strong>Planning</strong> <strong>Process</strong>Acronym IndexAcronymSDSDDS-DEMOSDRSLAMSLEPSM&RSM&RCSMESSAASORSOSWAGSOWSPSPDSRUSSASTARSTEPSWSWAGSYSCOMTEMPTIRTOC-RTSPIRUNSWBSWIPTWSName<strong>Systems</strong> Demonstration<strong>Systems</strong> Design DevelopmentSupportability Demonstration<strong>Systems</strong> Design ReviewStrategic Logistic Asset ManagementService Life Extension ProgramSource, <strong>Maintenance</strong> and RecoverabilitySource, <strong>Maintenance</strong> and Recoverability CodeSubject Matter ExpertSecurity Authorization Agreement/System Security Approval AuthoritySource of RepairSpares Only Supply Worksheet Aggregate GeneratorStatement of WorkSupportability PlanSolution <strong>Planning</strong> DirectiveShop Replaceable UnitSource Selection Authority; Software Support AgencySystem Threat Assessment ReportStandard for the Exchange of Product model dataSoftwareSupply Worksheet Aggregate Generator<strong>Systems</strong> <strong>Command</strong>Test and Evaluation Master PlanTest Incident ReportTotal Ownership Cost - ReductionTotal System Performance and Integration ResponseUniversal Needs StatementWork Breakdown StructureWorking-level IPTWeapons System5