Laser Cutting and Welding Technologies Advance - Society of ...
Laser Cutting and Welding Technologies Advance - Society of ...
Laser Cutting and Welding Technologies Advance - Society of ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
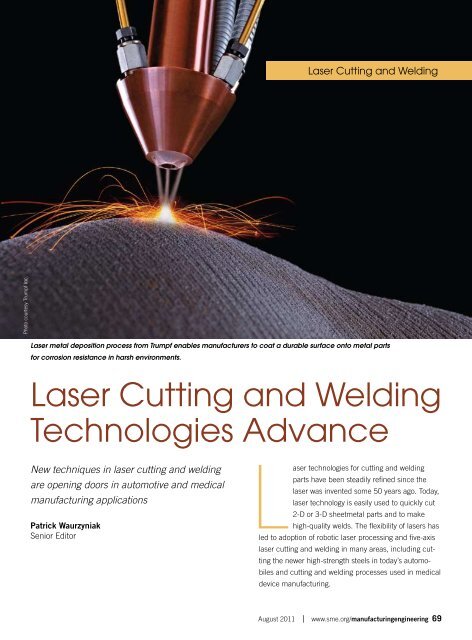
<strong>Laser</strong> <strong>Cutting</strong> <strong>and</strong> <strong>Welding</strong>Photo courtesy Trumpf Inc.<strong>Laser</strong> metal deposition process from Trumpf enables manufacturers to coat a durable surface onto metal partsfor corrosion resistance in harsh environments.<strong>Laser</strong> <strong>Cutting</strong> <strong>and</strong> <strong>Welding</strong><strong>Technologies</strong> <strong>Advance</strong>New techniques in laser cutting <strong>and</strong> weldingare opening doors in automotive <strong>and</strong> medicalmanufacturing applicationsPatrick WaurzyniakSenior Editor<strong>Laser</strong> technologies for cutting <strong>and</strong> weldingparts have been steadily refined since thelaser was invented some 50 years ago. Today,laser technology is easily used to quickly cut2-D or 3-D sheetmetal parts <strong>and</strong> to makehigh-quality welds. The flexibility <strong>of</strong> lasers hasled to adoption <strong>of</strong> robotic laser processing <strong>and</strong> five-axislaser cutting <strong>and</strong> welding in many areas, including cuttingthe newer high-strength steels in today’s automobiles<strong>and</strong> cutting <strong>and</strong> welding processes used in medicaldevice manufacturing.August 2011 | www.sme.org/manufacturingengineering 69
<strong>Laser</strong> <strong>Cutting</strong> <strong>and</strong> <strong>Welding</strong>Photo courtesy ABB Robotics<strong>Advance</strong>s in lasers’ power, improved cutting speeds <strong>and</strong>edge quality, <strong>and</strong> lower operating costs have opened moreavenues for use <strong>of</strong> the technology. Gains in power, speed, <strong>and</strong>laser beam quality during the past decade have helped manufacturersuse the systems in more areas, <strong>and</strong> better beamquality also reduces the need for secondary operations.Robotic laser processing with an ABB IRB 2400 robot <strong>and</strong> anIPG fiber laser <strong>of</strong>fers speed <strong>and</strong> flexibility cutting a Tier Onesupplier’s boron-alloyed B-pillar automotive body component.Newer applications include more widespread use <strong>of</strong>lasers to cut the automotive industry’s latest hot-stamped,lightweight, ultra-high-strength steels (UHSS) that are beingused to make smaller, more fuel-efficient automobilesmuch stronger <strong>and</strong> safer than earlier models. <strong>Laser</strong>s canefficiently cut the hot-stamped steels <strong>and</strong> hydr<strong>of</strong>ormedparts that make up some <strong>of</strong> automotive’s strongest sheetmetalcomponents, such as car <strong>and</strong> truck A <strong>and</strong> B-pillars,as well as dashboard structures.Robotic laser processing on UHSS components has madeinroads in recent years, as has five-axis laser cutting <strong>of</strong> thesecritical components, as automakers seek more efficient methods<strong>of</strong> h<strong>and</strong>ling newer steels that are too difficult to processwith typical stamping operations. “For us right now, the biggrowth is in automotive components,” notes Joe Campbell,vice president, Robot Products Group, ABB Robotics(Auburn Hills, MI). “That’s where all the market forces comeinto play—brutal competition, they’re moving to high-tensilestrength steel, <strong>and</strong> they have to go deal with the manufacturingprocess. We have a couple customers who are starting t<strong>of</strong>igure out that it [robotic lasers] could be used as an <strong>of</strong>fensivetool. It’s not just, ‘I’ve got to do this because the guy sent methe spec on the material.’ They’re starting to figure out that itmay be a better manufacturing process.”Using robotics for laser processing can <strong>of</strong>fer manufacturersadvantages over much more expensive five-axis lasersystems including lower costs <strong>and</strong> greater flexibility, accordingto Campbell. “There’s a convergence <strong>of</strong> multiple technologiesthat finally gets to critical mass. The automotive manufacturingbusiness is kind <strong>of</strong> brutal—it’s cost per part. They’re reallynot interested in how sexy your stuff is. But there’s been acombination <strong>of</strong> improvements, in the lasers themselves, thedelivery vehicles, the heads, the robots, the s<strong>of</strong>tware—everything’sbeen incrementally improving to the point where we’vegot a very nice package, which has fueled some growth. Andthen there’s been a pretty significant change in a lot <strong>of</strong> thematerial or the metallurgy going into vehicle components inorder to get weight out. These lightweight, high-strength steelsare great, but they’re hell on die sets.”If automotive manufacturers had a choice, they wouldstamp their parts, contends Doug Hixon, ABB robotic lasercutting <strong>and</strong> welding specialist. “If the Tier Ones could trim <strong>and</strong>pierce features within their current forming process withoutaccelerated die wear, they would do it in a heartbeat, but currentlylaser cutting is their best option,” he adds.Automakers need to quickly process higher volumes <strong>of</strong>hot-stamped parts, leading some suppliers <strong>of</strong> five-axis lasersystems to introduce systems specifically tailored for lasercutting <strong>of</strong> UHSS auto parts. <strong>Laser</strong> systems builder Trumpf Inc.(Farmington, CT) recently introduced its new Tru<strong>Laser</strong> Cell8030 five-axis laser cutting system, <strong>and</strong> in May, the companyannounced an order for 50 <strong>of</strong> the TruDisk fiber-guided lasermachines to be delivered to Volkswagen AG for use in VW’sWolfsburg, Germany, headquarters, <strong>and</strong> at other sites.“What the automotive industry is faced with is that thecustomers are dem<strong>and</strong>ing smaller, lighter, <strong>and</strong> safer vehicleswith better fuel mileage, <strong>and</strong> one way to accomplish that task70 www.sme.org/manufacturingengineering | August 2011
is by the use <strong>of</strong> ultra-high-strength steels,” states Frank Geyer,product manager, five-axis laser systems, Trumpf Inc. (Farmington,CT), “because with conventional steel you would haveto use more material, making small cars heavier <strong>and</strong> slower.“In the hot-forming process, a specialultra-high-strength steel is used for theblanks; those get heated up to about900°C, formed, <strong>and</strong> then quenchedwhile in the die,” says Geyer. “What thatdoes is it arranges the grain structure<strong>and</strong> makes the part extremely hard <strong>and</strong>stiff. The resulting sheetmetal parts are<strong>of</strong> very high strength, <strong>and</strong> that leads toa dilemma—because <strong>of</strong> their properties,they cannot just be blanked or cutconventionally. Due to their martensiticstructure, the ultra-high-strength steelsare so hard that a conventional blankingdie wears out after about 1000 hits, makingthe process uneconomical.”In comes the laser, which is cuttingwith light, with no wear on the tool itself,Geyer notes. Over the years, lasers havesignificantly improved in power <strong>and</strong>beam quality, he adds. “The combination<strong>of</strong> these high-power lasers with highbeam quality <strong>and</strong> high-performancefive-axis systems has evolved into a solutionwith the Tru<strong>Laser</strong> Cell 8030 that wasdeveloped for the hot-stamping business.Typical customers are Tier One suppliersthat provide the stamped panels oreven the completely welded bodies to theautomotive manufacturers.”The automotive market requires veryhigh productivity, output, <strong>and</strong> flexibility,says Geyer, adding that here the fullyprogrammable five-axis laser systemshave many advantages over conventionalsystems. “You don’t have degradation<strong>of</strong> the tool, for example, like with conventionaldie blanking—those tools wearout <strong>and</strong> your product changes, <strong>and</strong> withthe laser it does not. The cutting processis very consistent <strong>and</strong> efficient. Assmall cars have a greater percentage <strong>of</strong> the ultra-high-strengthsteels than they used to have, they have an increased volume<strong>of</strong> parts per vehicle, <strong>and</strong> so high productivity is crucial to helpingmeet the ever-increasing dem<strong>and</strong>s <strong>of</strong> customers.August 2011 | www.sme.org/manufacturingengineering 71
<strong>Laser</strong> <strong>Cutting</strong> <strong>and</strong> <strong>Welding</strong>“High productivity also usually brings down the costs <strong>of</strong> the operation. That’s wherethe Tru<strong>Laser</strong> Cell 8030 equipped with the TruDisk, a solid-state laser with a fiberdeliveredbeam, comes in play. It has a small footprint, is very fast, <strong>and</strong> it consumessignificantly less energy than conventional systems, compared to CO 2systems.”The Trumpf Tru<strong>Laser</strong> Cell 8030 system comes st<strong>and</strong>ard with a 3-kW laser resonator,with a 4-kW resonator available as an option. <strong>Cutting</strong> UHSS materials doesn’tnecessarily require higher-power lasers, Geyer notes. “Typically, the thickness <strong>of</strong>those materials rarely exceed 2–2.5 mm, so the materials themselves do not requirea higher-power laser, <strong>and</strong> the complexity <strong>of</strong> the 3-D component limits the cuttingspeed. You can’t just go with full speed, like with flat-sheet cutting,” he states. “Youhave process speed limitations when cutting complex 3-D geometries. A 3-kW laseris efficient enough to cut about 90-95% <strong>of</strong> the parts. If the part has a very simplegeometry, a 4-kW laser can give you a little more <strong>of</strong> a speed advantage. Going for a5 or a 6-kW laser is not going to give you any advantage, because you’re simply notreaching a higher processing speed; the laser would be just too powerful for whatyou can do.”“These lightweight, high-strength steelsare great, but they’re hell on die sets.”For welding, Trumpf also <strong>of</strong>fers its laser metal deposition (LMD) process thatwelds powder on a metal surface for components used in harsh environments.“These applications are where you need to tailor the surface <strong>of</strong> a part, specificallyfor corrosion or abrasion resistance, <strong>and</strong> include industries such as the petrochemical<strong>and</strong> <strong>of</strong>fshore industries, <strong>and</strong> the turbo engine industry or agricultural. These arethe types <strong>of</strong> companies that make components <strong>and</strong> use components that see a lot<strong>of</strong> abrasion <strong>and</strong> corrosion,” notes Dave Locke, LMD applications manager. “It’s atechnology that’s been around a long time, but with the advances that we’ve seenin the last h<strong>and</strong>ful <strong>of</strong> years, specifically the fiber-delivered lasers <strong>and</strong> higher powers,it’s suddenly made it much more practical to do a lot <strong>of</strong> powder deposition in applicationsthat have always been there, but in many cases, haven’t been economical.”Hot-stamping <strong>of</strong> boron steels began in Europe, where it was introduced in the1980s by European automakers initially for production <strong>of</strong> side-impact beams, notesTerry L. V<strong>and</strong>erWert, president <strong>of</strong> Prima Power <strong>Laser</strong>dyne (Champlin, MN). The processhas since gained momentum in other regions, including North America. Primarecently announced it has exp<strong>and</strong>ed its Minnesota facility to h<strong>and</strong>le final assembly,test, <strong>and</strong> customer installations <strong>of</strong> its Rapido Evoluzione five-axis system that canquickly trim <strong>and</strong> cut features in hot-stamped automotive components. With its fiberlaser, the system <strong>of</strong>fers users rapid traverse rates <strong>of</strong> 175 m/min, <strong>and</strong> is said to becapable <strong>of</strong> cutting <strong>and</strong> trimming an automotive B-pillar in under 50 sec.“The steel blanks are heated to 900°C or higher, formed at near this temperature,<strong>and</strong> then cooled in the die. The high hardness <strong>of</strong> the formed parts makes traditionalmetal trimming or punching impractical,” V<strong>and</strong>erWert says. “The five-axis laser is thetool <strong>of</strong> choice for that application, because <strong>of</strong> its speed <strong>and</strong> flexibility, because there arerelatively high volumes because <strong>of</strong> the automotive levels <strong>of</strong> production.August 2011 | www.sme.org/manufacturingengineering 73
<strong>Laser</strong> <strong>Cutting</strong> <strong>and</strong> <strong>Welding</strong>Photo courtesy Cincinnati Inc.Powerful lasers like this five-axis CL-850 laser from CincinnatiInc. easily pierce holes in flat-sheet metalcutting applications.“North American manufacturers were slow to adopthot-stamping, because we had larger cars <strong>and</strong> fuel wasn’tthat expensive relatively,” he adds, “<strong>and</strong> as soon as thefocus turned to more energy-efficient yet safe automobiles,they found the need to adopt the hot-forming process.Within the last couple years, the rate at which hot-formingis being used has clearly accelerated. Today, you will findhot-stamped parts in virtually every car <strong>and</strong> truck manufacturedworldwide.”More use <strong>of</strong> fiber lasers is an ongoing trend in the laserindustry, V<strong>and</strong>erWert notes, <strong>and</strong> the current Rapido systemwas designed around this application, both with its size <strong>and</strong>the performance <strong>of</strong> the cutting speed. The machine haslonger strokes (4080 × 1520 × 765 mm) <strong>and</strong> can h<strong>and</strong>lea wider size range <strong>of</strong> components. “We use both CO 2<strong>and</strong>fiber lasers,” says V<strong>and</strong>erWert, “but I would say the trend istoward fiber lasers. They’re faster. It’s all about cycle time,<strong>and</strong> ultimately about part cost. The goal in many <strong>of</strong> theselarge components is for less than oneminutecycle time.”Fiber lasers continue to gain convertsover CO 2lasers due to fiber lasers’inherent advantages, notes Rick Neff<strong>of</strong> laser systems developer CincinnatiInc. (Harrison, OH). Neff, a member<strong>of</strong> SME’s Industrial <strong>Laser</strong> Community(ILC), recently moderated an SMEwebinar, “Industrial <strong>Laser</strong> <strong>Cutting</strong> 101,”covering the technical advantages <strong>of</strong>different laser-cutting technologies.Fiber lasers have a beam wavelength<strong>of</strong> about 1.0 micron so they can bedelivered to the cutting head with a thinglass fiber, Neff notes, while CO 2lasersbounce the beam <strong>of</strong>f mirrors <strong>and</strong> usebellows that exp<strong>and</strong> <strong>and</strong> contract tocontain <strong>and</strong> deliver their beam.Beam delivery on lasers has improved,Neff adds. “The focusing lensesare different with CO 2<strong>and</strong> fiber lasers,”he says. “There are newer compactheads that need to be small as they’re<strong>of</strong>ten put on the end <strong>of</strong> a robot.”For thicker materials, the choice<strong>of</strong>ten can be CO 2lasers that can easily74 www.sme.org/manufacturingengineering | August 2011
<strong>Laser</strong> <strong>Cutting</strong> <strong>and</strong> <strong>Welding</strong>cut through thicker, harder metals. “CO 2lasers cut all types <strong>of</strong>materials,” Neff says. “Fiber has a little trouble with translucentmaterials. Fiber can cut thin copper but for something like a 0.5"[12.7-mm] bus bar, waterjet would be better be a better choice.A 4-kW CO 2can cut 1" [25.4-mm] mild steel with ease.”A key advantage <strong>of</strong> fiber lasers is the technology’swall-plug efficiency—it’s simply more cost-effective to runthan many other laser types. “Fiber laser can be deliveredin a smaller fiber, so it provides a better beam for cuttingthan other types <strong>of</strong> fiber-delivered lasers,” Neff adds.“Fiber <strong>and</strong> direct diode are much more efficient than CO 2in operating costs. While the fiber resonator requires nomaintenance, the recommended maintenance is about every2000 hours on a fiber cutting system. The time to domaintenance is maybe half that <strong>of</strong> C0 2lasers.”Costs per 100" (0.25 m) <strong>of</strong> cutting with a C0 2can runabout six cents per cut whereas costs to run fiber lasers areabout two cents per 100" cut, he adds.Improvements in both lasers <strong>and</strong> robotics has enabled greatprogress in laser cutting <strong>and</strong> welding over the last few decades,observes Michael Sharpe, materials joining engineering, FanucRobotics America Corp. (Rochester Hills, MI). Fanuc Roboticsdeveloped the first integrated CO 2laser robot, the L-100, backin the early 1980s, Sharpe notes. “It was unique in its day,”Sharpe says. “That was back when we were GMF Robotics.The first L-100 series was CO 2-based, so beam-delivery systemswere integrated into the robot. It was designed basicallyfor tailoring <strong>of</strong> materials, either tailoring <strong>and</strong>/or welding, <strong>and</strong> itwas primarily for automotive OEMs <strong>and</strong> their suppliers.“The industry kind <strong>of</strong> s<strong>of</strong>tened for a number <strong>of</strong> years,<strong>and</strong> then hydr<strong>of</strong>orming came along, in about the late '90s,”Sharpe recalls, “<strong>and</strong> part <strong>of</strong> the problem with hydr<strong>of</strong>orming isbecause you blow the tube up like a balloon you only have somany surfaces that can be punched, so it required a machiningprocess. <strong>Laser</strong> machining or cutting in this case was themost viable due to the throughput.”76 www.sme.org/manufacturingengineering | August 2011
Automakers started using improved steels for crash <strong>and</strong>rollover protection in about 2002, as the quickest way tochange the vehicle’s design was to change the material,Sharpe says. “A lot <strong>of</strong> martensitic or hot-stamped type materialscame onto the market with dualphase,there are many different tradenames,” he recalls. “But the long <strong>and</strong>short <strong>of</strong> it is they’re very difficult to trimin a stamping die, or a trim die. They’revery harsh on tooling because they’re sohard, <strong>and</strong> that necessitated the need forrobotics to do that trimming.“Throughout the industry, it’s beendriven primarily by automotive, bythose dem<strong>and</strong>s for that requirement,”he adds. “Now all along, you’ve hadimprovements in laser technology. Ifyou look at the latest improvements insolid-state designs <strong>and</strong> fiber deliveries,they basically brought the costfactor down. And by bringing thecost-quality factor down, now I c<strong>and</strong>o more applications, things such asrobotic remote welding.”For laser cutting <strong>and</strong> for weldingapplications, laser developer Mitsubishi<strong>Laser</strong>/MC Machinery Systems Inc.(Wood Dale, IL) <strong>of</strong>fers a wide range<strong>of</strong> systems, including the company’smost popular 2-D flatsheet cutter, theLVPlusII, notes Jeff Hahn, Mitsubishinational product manager. That system<strong>of</strong>fers a 4.5-kW laser resonator asst<strong>and</strong>ard, <strong>and</strong> the Mitsubishi NX systemis available with a 6-kW resonator forhigher-power applications.“In welding, we only go up to a 4 kW,<strong>and</strong> we have two new five-axis machinescoming out,” Hahn notes. “For2-D cutting, the big interest right now isnitrogen cutting mild steel, that way a lot<strong>of</strong> people are doing a lot <strong>of</strong> work for theKubotas <strong>and</strong> Caterpillars, <strong>and</strong> they don’twant oxidation on the cut edge, becausewhen they paint it, it’ll chip <strong>of</strong>f, <strong>and</strong> itcan be awkward to remove it. So right <strong>of</strong>f the machine, youcan get a finished part by cutting the mild steel with nitrogen,with no oxidation layer or coating onto the cut edge. If you useoxygen, you’re going to get an oxidized edge. If you use nitro-August 2011 | www.sme.org/manufacturingengineering 77
<strong>Laser</strong> <strong>Cutting</strong> <strong>and</strong> <strong>Welding</strong>gen, you don’t get that. You get a clean, weldable, paintableedge right from the machine.”With the new five-axis machines, Mitsubishi is implementinga full-rotary axis for six-axis, simultaneous movement,Hahn adds, <strong>and</strong> the NX laser systems are also <strong>of</strong>fering thenew LC30 Mitsubishi control. “We use it on our EDMs <strong>and</strong>waterjet, it’s going across our product line <strong>and</strong> we’re migratingmost <strong>of</strong> the machine tools towards it now,” Hahn says <strong>of</strong> thecontrol. “Everything’s faster on it, <strong>and</strong> it’s an NC with PC, sowe use the Windows GUI interface on it, <strong>and</strong> you can connectto hard drives <strong>and</strong> hook the machine up as a node on a LANvery easily.”In welding, the LC30 also will help users by <strong>of</strong>fering more<strong>of</strong> an intelligent control, as far as adapting what’s calledDRC technology to the parts, notes Hank White, Mitsubishiwelding specialist. “DROSS Reduction Control [DRC] helpswith most <strong>of</strong> those parts on the five axis that are thinner,”Hahn adds. “DROSS, which is what the Japanese call it, iskind <strong>of</strong> like a hybrid word meaning burr on the bottom; whenyou slow down, you can get a burr on the bottom, <strong>and</strong> thiseliminates that.”The new controller also helps with slope control, Hahnadds, for welding applications. “What you have to do withwelding is ramp power up gradually to full power, thenweld, <strong>and</strong> then ramp it down when you come to the end <strong>of</strong>the weld,” he says. “This <strong>of</strong>fers a lot better control for thatbecause the machine will do that on its own, once you set theparameters, so it’s like a TIG welder.”Precision cutting <strong>and</strong> welding with lasers is a focus forMiyachi Unitek Corp. (Monrovia, CA), as medical-devicemanufacturers dem<strong>and</strong> smaller, more reliable, faster, <strong>and</strong>more cost-effective solutions. The company has recentlyintroduced new cutting solutions <strong>and</strong> is broadening itsaccess to different industries, notes Mark Rodighiero, thecompany’s vice president, systems, technology, <strong>and</strong> productdevelopment.78 www.sme.org/manufacturingengineering | August 2011
“We’re broadening our access to different industries,”notes Rodighiero. “Another area is corrosion-resistancemarking for medical devices <strong>and</strong> also for aerospace devices.There are a lot <strong>of</strong> requirements for medical to identify partswith unique identifiers or serial numbers,especially as the FDA directive onmedical-device UDI marking is aboutto be released. So we’re branching outfrom welding into other areas, developingapplications <strong>and</strong> machine capabilities<strong>and</strong> going after commerciallyvaluable applications.definitely a movement in the fine laser-cutting industry frompulsed YAG lasers to fiber lasers for those reasons.”In metalcutting, the wavelength is going to be about 1 µm<strong>and</strong> remain that way, according to Shannon. “In the exp<strong>and</strong>ing“To weld a smallconductive part isreally, really difficult.”There is a movement from traditionalcutting technology toward newerlaser cutting technology in a number<strong>of</strong> areas, notes Ge<strong>of</strong>f Shannon, lasertechnology manager, Miyachi Unitek.“There’s a migration <strong>of</strong> looking at lasercutting for tube cutting, for three-axis<strong>and</strong> five-axis cutting, to look at replacingexisting technology for reasons <strong>of</strong>quality, throughput, <strong>and</strong> cost,” he adds.“The applications that spring to mindare cutting single-sided features, suchas windows or channels on thin-wallthicknesstubes, which is a very slowprocess for traditional techniques, suchas sinker EDM.”The laser industry is rapidly movingtoward fiber lasers from older processesfor a variety <strong>of</strong> reasons, Shannon says.“In terms <strong>of</strong> technology migration inthe laser industry, there is a movementfrom the old Nd:YAG technology to thefiber-based cutting technology for basicallyreasons <strong>of</strong> cut resolution, control<strong>of</strong> the laser pulse, speed <strong>of</strong> cutting,<strong>and</strong> just the economics <strong>of</strong> the equipmentas well,” Shannon states. “There’sAugust 2011 | www.sme.org/manufacturingengineering 79
<strong>Laser</strong> <strong>Cutting</strong> <strong>and</strong> <strong>Welding</strong>field <strong>of</strong> micromachining, you will see a shift to different wavelengths,just because you have advantages in the resolution <strong>of</strong>what you can do with those different wavelengths,” he explains.“Essentially, as you decrease the wavelength, the spot size thatweld perhaps much smaller parts with finer details. Thepulsed YAG green laser is really a line to conductive materials.To weld a small conductive part is really, really difficult, <strong>and</strong>so the green laser’s perfectly tuned to doing that because thegreen gives you a real advantage in absorption over the 1-µmwavelength that is normally used with either the pulsed YAGor the fiber. As the miniaturization is kind <strong>of</strong> accelerated, wefeel the green laser will be a great solution for electrical connections,terminal connections, in conductive materials.”Many implantable medical devices have electronics beingdriven by a battery, he points out. “You have to distribute thatpower in the battery by bus bars or internal conductors, <strong>and</strong>it’s those welds that we’re talking about,” Shannon notes.“It’s the interconnects <strong>of</strong> the power source with the elementswith that device that need that power. And all these devices,they’re only going to get smaller, <strong>and</strong> they’re only going to getmore power so they can have longer lifetimes, <strong>and</strong> we’re talkingabout a joining process which gives you greater reliability<strong>and</strong> longevity, <strong>and</strong> also the opportunity to miniaturize yourterminal to less than it is right now.” MEWant More Information?Photo courtesy Lincoln Electric.Robotics manufacturer Fanuc Robotics <strong>of</strong>fers laser weldingrobots like this hybrid laser/arc-welding system through its roboticintegrators <strong>and</strong> laser partners including Lincoln Electric.you can produce also decreases—it gives you increased resolution,<strong>and</strong> also it gives you increased pulse control over how thelaser affects the material, so your thermal input into the materialgoes down. Thermal management in small parts is obviouslyextremely important, so there may be some advantages in thoseparticular applications where you can look to different wavelengths,especially for nonmetals. When you have to optimizeabsorption in a nonmetal, particularly a plastic, using thoseshorter wavelengths normally has some advantages for you.”Micro welding in medical still uses traditional pulsed YAG,but users are looking toward fiber lasers, he adds. “Althoughmany applications remain suited to the pulsed YAG laser,there’s a resolution advantage <strong>of</strong> the fiber laser in that it canABB Robotics North AmericaPh: 248-391-9000Web site: www.abb.com/roboticsCincinnati Inc.Ph: 513-367-7100Web site: www.e-ci.comFanuc Robotics America Corp.Ph: 800-iQ-ROBOTWeb site: www.fanucrobotics.comMitsubishi <strong>Laser</strong>/MC Machinery Systems Inc.Ph: 630-860-7824www.mitsubishi-world.comMiyachi Unitek Corp.Ph: 626-303-5676www.muc.miyachi.comPrima North America Inc.Ph: 413-598-5200www.prima-na.comTrumpf Inc.Ph: 860-255-6000www.trumpf.com80 www.sme.org/manufacturingengineering | August 2011