Lasers Drill Precision Holes Quickly - Society of Manufacturing ...
Lasers Drill Precision Holes Quickly - Society of Manufacturing ...
Lasers Drill Precision Holes Quickly - Society of Manufacturing ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
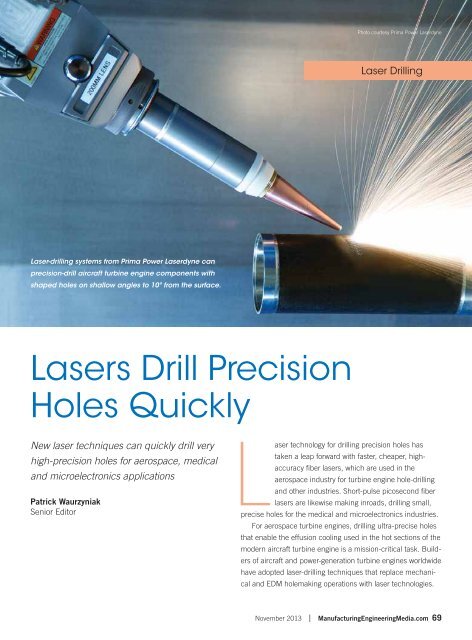
Laser <strong>Drill</strong>ingMany aircraft engine builders have turned to laser technologiesas aerospace engineers adopted new designs moresuited to laser drilling, noted Terry VanderWert, president,HELLER Powertrain ad 1-2 MEPrima Power Laserdyne LLC (Champlin, MN), a developerHELLERIS AUTOMOTIVE POWERTRAINFor critical production parts, leadingglobal automotive manufacturers partnerwith Heller. And for good reason.<strong>of</strong> laser-drilling systems. “Pratt & Whitney’s aircraft enginemanufacturing was one <strong>of</strong> the early customers when we gotinvolved with the turbine engine business. Suppliers all overthe world now produce turbine engine components using laserprocesses for turbine engine OEMs,particularly in the hot section, includingturbine blades and vanes, combustors,various sheetmetal parts, and we’vewatched the evolution and participatedin the adoption <strong>of</strong> lasers.“What we found in the early dayswas that lasers were the new technologyand lasers had to be demonstratedto be more productive—faster, better,and lower cost—than the incumbenttechnology around which the part wasdesigned,” said VanderWert. “A lot <strong>of</strong>those sheetmetal parts were designedto be manufactured using mechanicalprocesses such as punching or milling.But we were able to demonstrate thatthe laser could be more cost-effectiveand more precise.”HELLER delivers production.■ 4 and 5 axis machining centers■ Special Machining operations■ Turnkey process solutionsReliability and maintainability second to none,long-term local support and engineering, anddeep applications experience. It adds up to avery favorable total cost <strong>of</strong> ownership.We know what works.HELLER Machine Tools1225 Equity DriveTroy, Michigan USA 48084www.heller-machines.usTel: 248-288-5000Email: sales@hus.heller-machines.comImproved <strong>Lasers</strong> Shape New DesignsIn the early 1990s, working with PrimaPower Laserdyne customers, designersbegan to develop new engine componentdesigns to take advantage <strong>of</strong> lasers,VanderWert said. “Having seen whatlasers could do, they came up with awhole new design <strong>of</strong> the engine involvingsmaller, shallow [hole] angles that canbe as shallow as 10º from the surface,”he noted. “A hole is typically 0.5 mm indiameter. Implementing the design, whichthey call effusion cooling, improves theenergy efficiency <strong>of</strong>, and reduces theemissions from, turbine engines.”With effusion cooling, the number <strong>of</strong>holes in aircraft turbine engine designshas expanded, noted Mark Barry, PrimaPower Laserdyne vice president. Anearly design from Allison in Indianapolis<strong>of</strong> a turbine engine combustor had 200070 <strong>Manufacturing</strong>EngineeringMedia.com | November 2013
Laser <strong>Drill</strong>ingholes, Barry recalled. “We thought, ‘2000 holes, that’s goingto take forever,’” he said. “A portion <strong>of</strong> the JSF engine has2.5 million holes in it. That’s the difference in the designs <strong>of</strong>20–25 years ago and those <strong>of</strong> today.”Current designs involve very complex hole shapes andhole patterns that can change throughout the part, Barrynoted. “Years ago, we might drill at one particular angle to thesurface; today, it’s multiple angles, different hole sizes anddifferent patterns,” he said. “It’s becomevery complex and you can understandthat the designers have this incredibleurge to run their engines hotter and hotter,because the hotter the engine runs,CNC <strong>Precision</strong>the more fuel-efficient it is. And that’swhat it’s all about—reducing emissions,increasing fuel efficiency and prolongingthe life <strong>of</strong> the engine components.”With effusion cooling, thousands <strong>of</strong>holes are drilled in the combustors used• Specializing inpr<strong>of</strong>ile grindingfor a variety <strong>of</strong>applicationsin the hot sections <strong>of</strong> turbine engines,Barry noted. The designs enable coolingthe hot section <strong>of</strong> the engine thatfrequently runs into temperatures abovethe metal’s melting point, he adds. “TheGrinding• Linear technologytemperatures that the engines run todayfor extreme accuracyare above the melt point <strong>of</strong> the materials.and long lifeSo if it wasn’t for the effusion cooling laying• “Sigs Pro” s<strong>of</strong>twarewith fast on screensimulationa boundary <strong>of</strong> air between the flame,so-to-speak—the combustion—and thematerial, the components would melt,”Barry said. “And occasionally, when we• Swiss Stylego into MRO [maintenance repair andMachining on aoverhaul] facilities, you can see signsmulti-spindle<strong>of</strong> combustors that have actually burntplatformthrough. No one gets on an airplane today• Low to highvolume productionapplicationsthat doesn’t have laser-drilled holes.”A key trend in turbine design is usingmany different complex hole shapes,using a combination <strong>of</strong> cylindrical and• Keep multiple setupsshaped holes, that are more frequentlyon the machine forlaser-drilled, <strong>of</strong>ten with either high-powerfast changeoverpulsed Nd:YAG lasers or increasinglyTurn, Mill, Multispindlewith fiber lasers. Processing is typicallywww.schutteusa.comeither through percussion drilling, whichpierces a hole in the material, or throughtrepanning, a method <strong>of</strong> moving eitherPlease send your requests to: rfq@schutteusa.comthe laser, the workpiece, or a combination<strong>of</strong> these, to produce the holes. In eitherprocess, high-power density is accom-72 <strong>Manufacturing</strong>EngineeringMedia.com | November 2013
Laser <strong>Drill</strong>ingPhoto courtesy Prima Power Laserdyneplished by using a high-power laser with a focused spot size <strong>of</strong>0.002–0.030" (0.05–0.75 mm). “To support the designer's goalfor greater engine efficiency, Laserdyne had to develop newcapabilities,” said Barry. “There are various shaped holes—fan tail and race track—that are designer buzzwords, and holeshapes and angle can vary across the surface.”An expensive aerospace turbine engine componentdrilled with Prima Power Laserdyne system requires thehighest-precision holemaking operations.Use <strong>of</strong> fiber lasers for producing turbine components isincreasing, Barry noted. Prima Power Laserdyne began an extensiveR&D project in 2011, aiming to quantify the capability<strong>of</strong> fiber lasers with 12, 15, and 20-kW peak power, for drillingas a possible alternative or complement for Nd:YAG lasers, thepredominant lasers used. In a paper presented in 2012, thecompany described its early experiments in fiber laser drilling.“Based on the experiments and experiences in the field, we’vegone on to work with fiber laser makers. Not only is the fiberlaser producing good holes at a good rate and meeting qualityand throughput requirements, but it is doing so at a lowercost,” he said. The laser used in the early experiments wasabout $750,000. “We’ve driven the price point down,” Barrysaid. “We recognized the problem <strong>of</strong> laser cost and workedwith the laser manufacturer [IPG Photonics] in the development<strong>of</strong> a QCW [Quasi Continuous Wave] laser with relativelyhigh peak power and relatively low average power.”Process Stability Is KeyLaser-drilling system designs mandate rigid structuresand process controls. With the Laserdyne 795 laser system,users can drill, cut and weld medium to large 3D parts with aunique moving beam motion system. “Accuracy, ease <strong>of</strong> use,and process stability are critical,” Barry said <strong>of</strong> drilling effusionholes in turbine components that can cost thousands <strong>of</strong> dollarsby the time the part reaches the laser system.Much <strong>of</strong> Laserdyne’s s<strong>of</strong>tware development centers onthe requirement for consistent holemaking techniques, Barryadded. “Back in the early days, everybody drilled round holes.When I say holes, you imagine holes that are circular. The idea<strong>of</strong> a shaped hole is foreign to most people,” he said. “Withshaped holes, a question is ‘How exactly do you measure thehole?’ In the past 10 years, we have seen more requirementsbased on airflow through the hole. The airflow was almost asecond requirement to the hole diameter. Blueprints today <strong>of</strong>tenspecify an airflow with the hole diameter as a reference only. Itchallenges the people that are making the part.”With the company’s current laser systems, users canmeasure the flow, and in the background, Laserdyne s<strong>of</strong>twareadjusts hole size up or down, assuring the part meets designcriteria. “Some parts are relatively simple, and you can drill theentire part and adjust,” Barry said. “All <strong>of</strong> this is done in thebackground with statistical process control. Another trend is tohave different flow in different areas <strong>of</strong> the part; you can drill aportion <strong>of</strong> the part, adjust hole size if needed to achieve the correctoverall flow, drill the next area, and repeat the process untilthe part is complete. The in-process flow check is the basis forthese adjustments. The critical part <strong>of</strong> all laser drilling is to havethe process under control. If the user has a good feeling aboutthe hole size and geometry, then they can check it less.”The latest capabilities enable users to drill production partsto air-flow tolerances <strong>of</strong> ±3% on parts with thermal barriercoating (TBC) or ±1% on simple metallic parts, Barry said.Micro <strong>Drill</strong>ing for MedicalLaser micromachining in medical or microelectronics applications<strong>of</strong>ten uses short-pulse fiber laser markers for drillingholes in applications including wafers, medical cannulae andmicrochannels for fluids, noted Mark L. Boyle, laser productengineer, Miyachi Unitek Corp. (Monrovia, CA).A laser systems integrator, Miyachi Unitek integrates 1070-nm, pulsed fiber lasers into complete laser systems for drillingholes in metals and other materials for a range <strong>of</strong> differentapplications. “We also have the vanadate green and vanadateUV technologies, for plastics and for some metals, and also thepicosecond lasers,” Boyle said. “We’re running the whole gamut74 <strong>Manufacturing</strong>EngineeringMedia.com | November 2013
Laser <strong>Drill</strong>ing<strong>of</strong> IR to UV and nanosecond to picosecond lasers, but metalprocessing with fiber lasers is really where we’ve been focused.With short-pulse lasers, users can get very fine precisionand very clean walls, Boyle noted. “It’s all dependent on whatthe user requires. What we find is for most applications, mostpeople are fine with the results from an IR laser. Now andthen they’ll have stiffer requirements on the edge quality <strong>of</strong>those holes. As you go smaller and smaller, into the hundreds<strong>of</strong> microns, to sub-hundred micron,everything becomes a lot more criticalbecause you don’t want any melt aroundConsumablesit, you don’t want it to re-form and growMass FinishingShot Blastingback over the hole.”Picosecond lasers <strong>of</strong>fer the advantage<strong>of</strong> virtually no HAZ for holemakingoperations, Boyle said. “Particularly fromthe picosecond lasers, those are no HAZor very little HAZ. When you get to thenanosecond lasers, particularly the IR hasa little bit more, but in some cases, youcan still get a very good edge quality.”These picosecond lasers have applicationsdrilling metals, stainless, andaluminum, Boyle said, to about a 10-µmtypical hole tolerance, and laser drillingto 20–150 µm on drilling <strong>of</strong> surgicalneedles. “We’ve done some ceramicsand some silicon, all with IR and it’s justSend us your challenge...a question <strong>of</strong> what are the requirementsfor that hole? How clean does it have toRosler can find a better way.be? What are the requirements <strong>of</strong> debriscoming <strong>of</strong>f? How to handle that debristhat’s coming <strong>of</strong>f?”It may be as simple as upgrading your media…or<strong>Drill</strong>ing techniques can be eithermaybe a different process would achieve the finishstationary, with percussion drilling, oryou need. From aerospace and automotive, to medicalemploying the trepanning method, movingthe laser in concentric circles, Boyleand general manufacturing, our state-<strong>of</strong>-the-art test labis here to solve your mass finishing and shot blastingsaid. “In trepanning drilling, we arechallenges. Rosler specializes in providing complete,using the galvonometric scanning head,automated solutions and consistent, repeatable results.mapping out an X-Y plane, marking atabout an inch to five inches a second.”See us atFabtech!Booth #S1992Rosler Metal Finishing USA, LLC is the leaderin mass finishing, shot blasting, automatedprocesses and media - made in the USA.Visit www.rosler.us or call 269-441-3000.Picosecond Laser Prices FallingAfter starting out cost-prohibitive,picosecond lasers’ costs have fallen andthese lasers have emerged as viablemanufacturing solutions, noted SaschaWeiler, program manager, microprocessingapplications, Trumpf Inc. (Farming-76 <strong>Manufacturing</strong>EngineeringMedia.com | November 2013
ton, CT). The company’s TruMicro series 5000 picosecond lasersystems excel at hole drilling in injection nozzles for automotiveand turbine blades for aerospace applications. The TruMicro5000 short-pulse lasers <strong>of</strong>fer pulse durations under 10 ps, aswell as one model rated at 800 femtosecond (fs) pulse duration.“Picosecond lasers have come quite a way down in costs,”Weiler said. “On the high-quality side, if you use picoseconds,there it’s really more ablation. You get the highest quality on100-µm holes, and you need that on injection nozzles. It competeswith EDM, not only in quality, accuracy and time, butalso on price. The cost per part is incredibly low.”An advantage in drilling with these lasers is the quality<strong>of</strong>fered by ablation, with virtually no HAZ. “It’s more or lessdirect vaporization,” Weiler said. “In the real world, there’salways a little heat, but with picosecond lasers, there is verylittle HAZ.”<strong>Drill</strong>ing strategies vary, but Weiler said percussion drillingmakes sense when the aspect ratio is low, say with a300-µm hole and material that is 300-µm thick. “If it’s a1:10 aspect ratio, it’s not possible with percussion drilling,”he said. “With trepanning, you move the laser, and it’slike you’re steering inside <strong>of</strong> the hole. In addition, you cando the so-called helical drilling, which allows you to makeundercuts.” MEWant More Information?Miyachi Unitek Corp.Ph: 626-303-5676Web site: www.muc.miyachi.comPrima Power LaserdynePh: 763-433-3700Web site: www.primapower.comTrumpf Inc.Ph: 860-255-6000Web site: www.trumpf.comCOMPACTHIGH-SPEEDPRECISIONHorizontal 30 Taper Machining CentersAchieve ultimate small part productivity with the ultracompact,Horizontal Self Centers from Sugino. Withspindles up to 20,000RPM and performance rivaling 40taper machines, these versatile workhorses maximizecutting time and use <strong>of</strong> your shop’s floor space.Learn more at SuginoCorp.com, or call us for details.SUPER TECHNOLOGYMACHINING ¦ WASHING ¦ WATER JET ¦ TOOLINGSuginoCorp.com630-262-0518November 2013 | <strong>Manufacturing</strong>EngineeringMedia.com 77