The Art of Owning & Operating Rubber Calenders
Choosing the right Rubber Calender is important; learning to operate it smartly is equally key for your success with this machine. This edition covers all these aspects in a descriptive manner.
Choosing the right Rubber Calender is important; learning to operate it smartly is equally key for your success with this machine. This edition covers all these aspects in a descriptive manner.

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<strong>Rubber</strong> & Tyre<br />
Knowledge On-<strong>The</strong>-Go Special Supplement<br />
Machinery<br />
http://rubbermachineryworld.com / http://tyremachineryworld.com<br />
World<br />
<strong>The</strong> <strong>Art</strong> <strong>of</strong> <strong>Owning</strong><br />
and <strong>Operating</strong> <strong>Rubber</strong><br />
CALENDERS<br />
Also<br />
Inside<br />
7 Proven Strategies To Methodically Grow Your Business
Contents<br />
<strong>Rubber</strong> & Tyre<br />
Machinery<br />
http://rubbermachineryworld.com / http://tyremachineryworld.com<br />
Knowledge On-<strong>The</strong>-Go Special Supplement<br />
World<br />
July 2016<br />
8COVER STORY<br />
<strong>The</strong> <strong>Art</strong> <strong>of</strong> <strong>Owning</strong><br />
and <strong>Operating</strong><br />
<strong>Rubber</strong> <strong>Calenders</strong><br />
A cover story that you will like for all the right<br />
reasons as it covers the different facets <strong>of</strong><br />
rubber calenders.<br />
5<br />
37<br />
INSIGHT<br />
7 Proven Strategies To Methodically<br />
Grow Your Business<br />
RUBBER&TYREMACHINERYWORLD<br />
INFORMATIONONEQUIPMENT,TECHNOLOGY,INNOVATION&SUPPLIERS<br />
KNOWLEDGE-ON-THE-GO<br />
Through A Gadget Of Your Choice<br />
<br />
INFORMATION PORTAL | E-MAGAZINES | INTERVIEWS | KNOWLEDGE PARTNERS | DOWNLOADS<br />
........... And More
| Editor’s Note |<br />
<strong>The</strong> <strong>Art</strong> <strong>of</strong> <strong>Owning</strong> & <strong>Operating</strong> <strong>Rubber</strong><br />
<strong>Calenders</strong><br />
Calendering is one <strong>of</strong> the oldest rubber processing<br />
technologies. This is a mechanical process by which rubber<br />
is pressed into textiles (cloth, fabric, tire cord) forming<br />
composite sheets.<br />
<strong>Rubber</strong> Calendering is classified into two based on what you<br />
are calendering. Your guiding principle for calender line<br />
operation should be consistency and continuity.<br />
<strong>The</strong> machinery that helps you do rubber calendering is<br />
known as a <strong>Rubber</strong> Calender and it performs various<br />
functions. This is a heavy-duty machinery consisting <strong>of</strong><br />
two or more rolls that revolve in opposite directions.<br />
Today, you have a wide range <strong>of</strong> new and used calender<br />
purchase options.<br />
Choosing the right <strong>Rubber</strong> Calender is important; learning<br />
to operate it smartly is equally key for your success with<br />
this machine. This edition covers all these aspects in a<br />
descriptive manner.<br />
In addition, we have the ‘Insight’ section that is an<br />
infographic on ‘7 Proven Strategies To Methodically Grow<br />
Your Business’. I hope you enjoy this issue.<br />
Choosing the right<br />
<strong>Rubber</strong> Calender<br />
is important;<br />
learning to operate<br />
it smartly is equally<br />
key for your<br />
success with this<br />
machine.<br />
7<br />
As always, I welcome your feedback on<br />
rubbermachineryworld@gmail.com.<br />
Best Regards<br />
Prasanth Warrier<br />
rubbermachineri<br />
rubbermachineryworld<br />
+<strong>Rubber</strong>machineryworld1<br />
grp/home?gid=8252803<br />
rubbermachineri<br />
(Disclaimer: <strong>The</strong> pictures and statements in our special supplements are shared by the respective companies and/or sources mentioned.<br />
<strong>Rubber</strong> & Tyre Machinery World does not verify/vouch for their genuineness, hence will not be liable for any misrepresented data)<br />
<strong>Rubber</strong> & Tyre Machinery World | JUL 2016
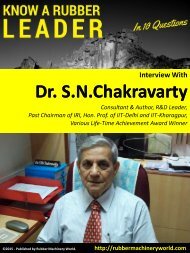
| CALENDERS |<br />
8<br />
Image: Rodolfo Comerio<br />
<strong>The</strong> <strong>Art</strong> <strong>of</strong> <strong>Owning</strong> and <strong>Operating</strong><br />
<strong>Rubber</strong> <strong>Calenders</strong><br />
Prasanth Warrier<br />
Calendering is one <strong>of</strong> the oldest rubber<br />
processing technologies. This is a<br />
mechanical process by which rubber is<br />
pressed into textiles (cloth, fabric, tire<br />
cord) forming composite sheets.<br />
<strong>The</strong> machinery that helps you do rubber<br />
calendering is known as a <strong>Rubber</strong><br />
Calender. <strong>The</strong> word 'calender' itself is a<br />
derivation <strong>of</strong> the word kylindros – the<br />
Greek word that is also the source <strong>of</strong> the<br />
word 'cylinder'.<br />
Despite its development in 1836,<br />
calendering as a process became<br />
popular only after the 1930's<br />
(almost 200 years later)!<br />
<strong>Rubber</strong> & Tyre Machinery World | JUL 2016
| CALENDERS |<br />
Delayed rise to popularity<br />
In 1836 Edwin M. Chaffee, <strong>of</strong> the Roxbury<br />
India <strong>Rubber</strong> Company, patented a fourroll<br />
calender to make rubber sheet. He<br />
worked with Charles Goodyear with the<br />
intention to 'produce a sheet <strong>of</strong> rubber<br />
laminated to a fabric base'.<br />
Despite this development, calendering as a<br />
process became popular only after the<br />
1930's because it was difficult to adjust the<br />
desired gap between rolls. Consequently, it<br />
was difficult to get an accurate rubber<br />
sheet thickness.<br />
Since the calender machines became easier<br />
to adjust, features have evolved. Modern<br />
calenders' can achieve tolerances around<br />
±0.005mm and their lines are adaptive for<br />
most sophisticated precision requirements<br />
<strong>of</strong> your product.<br />
Purpose <strong>of</strong> <strong>Rubber</strong> Calendering<br />
In calendering process, you pass pre-selected<br />
fabric and rubber through a series <strong>of</strong> rolls to<br />
flatten, smoothen and sandwich the<br />
materials.<br />
- On the other hand, a 'supported' sheet has<br />
textile fabric or steel cord coated with a<br />
film <strong>of</strong> rubber (also known as 'skim stock<br />
rubber') on both sides and into the material.<br />
Supported rubber sheets give you higher<br />
strength or tear resistance.<br />
<strong>The</strong> adhesion <strong>of</strong> rubber to the fabric or steel<br />
cord is critical to final performance. And the<br />
rubber compound that you coat the fabric is<br />
different from the one used to make the<br />
tread or that which coats the cords.<br />
Coating <strong>of</strong> fabrics has been done for almost<br />
200 years. Steel cord and fabric cord topping<br />
is a process in your tire manufacturing.<br />
Specifications and tolerances for calendered<br />
cords are tough. So you will find it difficult<br />
to fulfill the thickness variation across the<br />
calendered ply and the cord density.<br />
For example, you use calendared textiles for<br />
casing, cap plies and chafers in tyre industry.<br />
And you use calendered steel cord for belts.<br />
Calendering process is also well adopted in<br />
plastic industry (say, PVC sheeting).<br />
Image: JM Machinery<br />
9<br />
Depending on your end-use, the calendered<br />
sheets could have multiple layers<br />
'sandwiched' together.<br />
A <strong>Rubber</strong> Calender can help you get either<br />
'supported' or 'unsupported' calendered<br />
sheets.<br />
- Unsupported' sheets contain only layers <strong>of</strong><br />
rubber that has been joined together.<br />
<strong>Rubber</strong> & Tyre Machinery World | JUL 2016
| CALENDERS |<br />
Image: Maxxis Canada<br />
10<br />
Types <strong>of</strong> <strong>Rubber</strong> Calendering<br />
<strong>Rubber</strong> Calendering is classified based on<br />
what you are calendering, (A) Fabric<br />
calendering and (B) Steel cord calendering.<br />
Each <strong>of</strong> these is different yet similar in<br />
operations and sensitive to environment<br />
influence for your high quality product.<br />
This textile is arranged in a flat and parallel<br />
manner. Under proper tension they are<br />
continually pressed through two rolls.<br />
Simultaneously, you add the rubber<br />
compound to the opening area or nip<br />
between the rolls. As a result, a thin layer <strong>of</strong><br />
rubber is applied into top <strong>of</strong> and the bottom<br />
layers <strong>of</strong> the fabric.<br />
A. Fabric Calendering<br />
<strong>The</strong> materials that go into your fabric<br />
calendering are your s<strong>of</strong>tened rubber<br />
compound (from mills) and Nylon or<br />
Polyester from the Dip Unit.<br />
In this process, the tension, temperature<br />
and humidity are critical parameters <strong>of</strong><br />
your fabric cords before they are<br />
calendared with the rubber compound.<br />
And hence is the reason you will observe<br />
that the fabric cord is kept in a room<br />
(where temperature and humidity are<br />
controlled well) once this raw material<br />
arrives in your shop floor.<br />
<strong>The</strong>n you make this continuous sheet <strong>of</strong><br />
fabric and rubber go through many<br />
additional rolls to ensure that rubber is<br />
<strong>Rubber</strong> & Tyre Machinery World | JUL 2016
| CALENDERS |<br />
12<br />
penetrated properly between the cords<br />
achieving the desired adhesion between<br />
rubber and the fabric.<br />
<strong>The</strong> sheets are cut at required angles so that<br />
the cords are set at predetermined angles<br />
across the sheet.<br />
Even inner liners for tyre manufacturing are<br />
calendered the same way into sheets <strong>of</strong><br />
required thickness and then cut into<br />
appropriate widths for use in tire<br />
construction.<br />
Finally, your calendered fabric sheets are<br />
wound into rolls with layers <strong>of</strong> woven fabric<br />
liner to prevent the surfaces <strong>of</strong> sheets from<br />
sticking together.<br />
B. Steel Cord Calendering<br />
In the tire industry, steel cord calendering is<br />
for the radial tires.<br />
Here, the body plies and reinforcing strips<br />
incorporate polyester cord that is coated in<br />
an adhesive liquid. This cord is passed<br />
between large, heated rolls <strong>of</strong> a rubber<br />
calender machine. Woven fabric is similarly<br />
prepared and calendered for the anti-chafing<br />
strips.<br />
Since your rubber compound will not adhere<br />
to bare steel, the steel cord wires for the steel<br />
belts are coated with a very thin layer <strong>of</strong><br />
brass. <strong>The</strong>se high-tensile brass-coated<br />
rubber-encased steel cords (multi-strand<br />
cables) become the steel belts.<br />
You pass preset number <strong>of</strong> steel<br />
cords under proper tension from<br />
the creel room on rolls through<br />
aligning combs into the calender<br />
where the wires are coated with<br />
a thin sheet <strong>of</strong> skim stock rubber.<br />
You may note that the steel cords come in<br />
various arrangements like cross-section <strong>of</strong><br />
pairs, triplets and so on.<br />
<strong>The</strong> brass-coated steel wires used in the<br />
manufacture <strong>of</strong> tire components are also<br />
extremely moisture sensitive. Hence, they<br />
must be protected in a temperature and<br />
humidity controlled environment – right<br />
from procurement, to during shipment<br />
and at the tire plant location. More<br />
importantly, any exposure to moisture can<br />
result in corrosion and a breakdown in<br />
rubber adhesion when calendered.<br />
At your plant, these wires are stored in an<br />
environmentally controlled 'Creel Room'<br />
until it is processed in your rubber calender.<br />
You pass a preset number <strong>of</strong> steel cords<br />
under proper tension from the creel room<br />
on rolls through aligning combs into the<br />
calender where the wires are coated with a<br />
thin sheet <strong>of</strong> skim stock rubber. For<br />
maximum adhesion, the rubber should also<br />
penetrate these steel cords. Maximum<br />
adhesion also means least rusting.<br />
<strong>The</strong>se steel cords are cut at specified angles<br />
<strong>Rubber</strong> & Tyre Machinery World | JUL 2016
| CALENDERS |<br />
and widths for use in tire building process.<br />
In ground reality, the distance between the<br />
creel room and your rubber calender<br />
(varying between 20 – 60 feet depending on<br />
your layout) is usually not environmentally<br />
controlled and, hence the wire may be<br />
exposed to moisture prior to its being<br />
encapsulated in rubber.<br />
This problem is worsened by slowdowns,<br />
temporary shutdowns, humidity spikes and<br />
failure to adequately control temperature<br />
and humidity within the creel room. Once<br />
the belt wire becomes contaminated with<br />
moisture, it becomes more difficult to<br />
obtain proper adhesion <strong>of</strong> the rubber to the<br />
brass-coated wire.<br />
<strong>The</strong> strongest possible bond between the<br />
rubber and the belt wire is critical in the<br />
construction <strong>of</strong> your steel belted radial<br />
tyres.<br />
Judging Quality<br />
So, how do you judge the quality <strong>of</strong> a<br />
calendered sheet?<br />
Well, you could quantify the quality <strong>of</strong> your<br />
fabric calendered sheet in terms <strong>of</strong> your<br />
pre-desired<br />
- Thickness <strong>of</strong> the sheet<br />
- Spacing between cords<br />
- Number <strong>of</strong> cords and<br />
- Penetration <strong>of</strong> rubber into the space in<br />
between cords.<br />
Recently, an industry friend confided that<br />
many rubber good manufacturers look at a<br />
<strong>Rubber</strong> Calender as a 'mysterious rubber<br />
machinery'. Is it because <strong>of</strong> all this nuances,<br />
I wonder?<br />
Image: Cross-section <strong>of</strong> Radial Tyre<br />
13<br />
<strong>Rubber</strong> & Tyre Machinery World | JUL 2016
| CALENDERS |<br />
14<br />
Image: Rodolfo Comerio<br />
Functions <strong>of</strong> <strong>Rubber</strong> Calendering<br />
1. Skim Coating or Topping: Here, rubber<br />
is coated on both sides <strong>of</strong> the substrate (i.e<br />
your fabric or steel cords). This operation<br />
strengthens the adhesion between rubber<br />
and the substrate. Your process decides<br />
whether you use a 3-Roll Calender or a<br />
4-Roll Calender.<br />
2. Frictioning: Here, you use calendering<br />
process to force rubber into the fabric<br />
weave. Frictioning imparts good<br />
adhesiveness. You deploy 3-Roll Calender,<br />
where the top and bottom rolls have a<br />
lower speed than the middle roll. 4-Roll<br />
<strong>Calenders</strong> cannot be used for Frictioning,<br />
because obtaining a speed difference<br />
between fabric and compound is difficult.<br />
3. Rolling: Here, you just allow hot rubber<br />
compound to pass through a 2-Roll Calender<br />
and get a continuous sheet <strong>of</strong> rubber <strong>of</strong><br />
thickness 3-4 mm.<br />
4. Embossing and Pr<strong>of</strong>ile Calendering: If<br />
you produce tread sections <strong>of</strong> cycle tires or<br />
involved in hand building <strong>of</strong> foot wear, you<br />
may choose a Calender with “patterns” on<br />
the rolls to produce pr<strong>of</strong>iled treads or<br />
patterned sheets. A step forward <strong>of</strong> Rolling,<br />
here you press a heavy engraved roll<br />
against hot rubber compound. You would<br />
consider this if your sheet needs a 'design'<br />
look. <strong>The</strong> engraved design <strong>of</strong> the rolls is<br />
transferred to your rubber sheets.<br />
Calendering operations need critical checks<br />
to ensure you get high quality products.<br />
<strong>Rubber</strong> & Tyre Machinery World | JUL 2016
| CALENDERS |<br />
2-RollCalender<br />
Types <strong>of</strong> <strong>Rubber</strong> <strong>Calenders</strong><br />
A calendar is heavy-duty rubber machinery<br />
consisting <strong>of</strong> two or more rolls that revolve<br />
in opposite directions. <strong>The</strong> classification <strong>of</strong><br />
<strong>Rubber</strong> <strong>Calenders</strong> is based on<br />
1. <strong>The</strong> Number <strong>of</strong> rolls<br />
2. <strong>The</strong> Position or Orientation <strong>of</strong> the rolls<br />
4-RollCalender<br />
VerticalTypeCalender<br />
InclinedorTiltedTypeCalender<br />
VerticalStackor<br />
ʻIʼTypeCalender<br />
3-RollCalender<br />
» Also known as the “Universal<br />
Calender”.<br />
» Highly Flexible in usage.<br />
» Used for Frictioning and<br />
Skim Coating.<br />
» ‘I’ Type is the oldest & most<br />
common configuration.<br />
» Also known as the “Modern<br />
Calender”.<br />
» Different Configurations.<br />
» Used for Skim Coating.<br />
InvertedʻLʼTypeOffsetStackCalender<br />
OffsetStackTypeCalender<br />
16<br />
ʻIʼTypeorVertical<br />
StackCalender<br />
ʻZʼTypeOffset<br />
StackCalender<br />
Images from different sources only for representation purposes.<br />
Various rubber calender manufacturers<br />
<strong>of</strong>fer you different types. Today, you have<br />
a wide range <strong>of</strong> new and used calender<br />
purchase options (see box below) for your<br />
budget albeit <strong>of</strong> varying nature <strong>of</strong> quality,<br />
features and durability.<br />
Box: Excerpts from ‘Know Your Supplier’ Editions<br />
“Pelmar is there to <strong>of</strong>fer a total<br />
solution. Calendering lines sold<br />
as is or refurbished, along with<br />
mixing lines are amongst our<br />
largest sales chunk”<br />
Jacob Peled<br />
Executive Chairman<br />
Pelmar Engineering Ltd.<br />
“<strong>The</strong> wide range <strong>of</strong> quality new<br />
machinery made by Bharaj is wellaccepted<br />
worldwide. We <strong>of</strong>fer<br />
complete solutions.. I would say that<br />
our <strong>Calenders</strong> are high in demand.”<br />
Amardeep Singh Bharaj<br />
Director - Sales & Projects<br />
Bharaj Machineries Pvt. Ltd.<br />
<strong>Rubber</strong> & Tyre Machinery World | JUL 2016
Information On Equipment, Technology, Innovation & Suppliers<br />
ReachMachineryBuyersFast.Anytime.Anywhere.<br />
On-<strong>The</strong>-Go With Your Info<br />
InfoPortal|DigitalMagazines|SocialMarketing<br />
ADVERTISE On<br />
RUBBER&TYREMACHINERYWORLD<br />
INFORMATIONONEQUIPMENT,TECHNOLOGY,INNOVATION&SUPPLIERS<br />
<br />
<strong>Rubber</strong> & Tyre Know A<br />
Machinery<br />
World<br />
<strong>Rubber</strong> & Tyre<br />
LEADER<br />
In 10 Questions<br />
Know Your<br />
Supplier<br />
rubbermachineryworld.com / tyremachineryworld.com<br />
<strong>Rubber</strong> & Tyre Equipment - Accessories<br />
Technology & Innovation<br />
Special Edition<br />
<strong>Rubber</strong> & Tyre<br />
Machinery<br />
World<br />
Because we publish digitally on our portal and promote on social<br />
media differently, Buyers get all information <strong>of</strong> Your Products &<br />
Solution anytime and anywhere - on any smart gadgets they<br />
use (Phone, Tab, Laptop or Desktop).<br />
1.DISPLAYYourProductsRegularlytoBuyers.<br />
2.COMMUNICATEYourCompetenciesDifferently.<br />
3.ATTRACTMoreBuyerstoYourBrandInformatively.<br />
For more details and your customized advertising, please email us<br />
at engage@rubbermachineryworld.com<br />
OptimizedRoIOfYourEquipmentMarketingFor<strong>Rubber</strong>&TyreIndustry
| CALENDERS |<br />
Choose Wisely. Operate Smartly<br />
8 Common Defects in <strong>Rubber</strong> Calendering<br />
And <strong>The</strong>ir Causes<br />
» Incorrect crowning <strong>of</strong> calender rolls<br />
» Excessive wearing <strong>of</strong> bearings<br />
» Improper operation <strong>of</strong> roll bending/zero clearance devices<br />
A more significant aspect <strong>of</strong> rubber<br />
calendering is operating this rubber<br />
machinery itself.<br />
» Roll temperature too high<br />
» High feed bank on to the rolls<br />
» Compound Stock warmed up for longer duration<br />
You could have chosen your rubber calender<br />
wisely but if you do not operate it smartly,<br />
you are likely to have defects in the<br />
calendered sheet.<br />
And when you know the causes leading to the<br />
defect (refer adjacent box), it becomes easy for<br />
you to investigate them deeper, resolve and<br />
continue production.<br />
» Insufficient break-down <strong>of</strong> your compound<br />
» Inadequate temperature control<br />
» Insufficient compound feed in the banks<br />
» Roll temperature too high<br />
» Large nip opening<br />
» Stock warm up for long time<br />
» High Compound in the nips<br />
» Insufficient nip opening between rolls<br />
» Excess compound in the nip<br />
» Improper roll crown<br />
» High compound viscosity<br />
18<br />
Image <strong>of</strong> A 3-Roll Vertical Calender from<br />
Bharaj Machineries Pvt. Ltd.<br />
» Improper Roll temperature<br />
» Improper running speed<br />
» Low compound viscosity<br />
» Improper warming <strong>of</strong> the compound<br />
» High viscosity compound<br />
» Improper warm up, high bank<br />
» Non uniformity <strong>of</strong> warm up<br />
» Lower roll temperature<br />
» Lower temperature in one <strong>of</strong> the rolls<br />
» High friction ratio<br />
» High calendering speed<br />
» Use <strong>of</strong> anisotropic fillers<br />
<strong>Rubber</strong> & Tyre Machinery World | JUL 2016
| CALENDERS |<br />
7 Do's (And Don'ts) In Calendering<br />
Choosing the right rubber calender is<br />
important, learning to operate it smartly is<br />
equally key for your success with this<br />
machine. (Refer adjacent box)<br />
» Use lab approved fabric and compound only.<br />
» Clean the mill and calender guides including the<br />
equipment surrounding area before starting unit.<br />
» Load single strip <strong>of</strong> compound to both the cracker<br />
mills. <strong>The</strong>n feed these compound to your holding mill.<br />
» Always keep minimum compound in calender nips<br />
and mills.<br />
» Apply correct bleeder yarn.<br />
» Put identification tags before storing your calendered<br />
fabric in racks.<br />
» Close cooling water lines to mills when mills are not<br />
running<br />
Image: Reconditioned Calender<br />
(JM Machinery)<br />
» Do not over load your two-roll mills and calender nips.<br />
» Do not use held up compounds and dipped fabric.<br />
» Do not stop unit with fabric in the line.<br />
» Do not throw sheeted-out compound on the floor.<br />
» Do not store calendered fabric on floor.<br />
» Do not use damaged liner / baggy liner.<br />
» Do not run mills with cooling water lines closed.<br />
Solving issues with Calender Gauge<br />
Control<br />
Calender control issues directly affect your<br />
ability to properly control the rubber gauge<br />
or to produce a rubber sheet <strong>of</strong> consistent<br />
thickness.<br />
While these sources are closely related, for<br />
quicker understanding, you may visualize<br />
and attribute the two main sources <strong>of</strong><br />
variations in calendered gauge (or<br />
thickness) as,<br />
A. Mechanical Induced – variations when<br />
your calender is not operating under<br />
any load and are at ambient conditions.<br />
B. Force Induced – variations when your<br />
calender is in operation or is<br />
programmed to follow a set-process for<br />
your product under manufacturing.<br />
A. Mechanical Induced Variations<br />
Mechanically induced Calender Gauge<br />
variations relate directly to your rubber<br />
calender's mechanical condition. Thus it's<br />
basically a maintenance issue.<br />
While there are many maintenance issues<br />
that could affect your calender<br />
performance, the following five directly<br />
affect your rubber sheet's calendered gauge<br />
1. Grind Pr<strong>of</strong>ile <strong>of</strong> Calender Roll (Roll<br />
Crowning)<br />
You must periodically grind the calender<br />
rolls to establish the proper pr<strong>of</strong>ile. Your<br />
selected crown pr<strong>of</strong>iles is based on the range<br />
<strong>of</strong> your rubber compound hardness, type <strong>of</strong><br />
center compensation such as cross-axis or<br />
rolls bending, and roll width.<br />
19<br />
<strong>Rubber</strong> & Tyre Machinery World | JUL 2016
| CALENDERS |<br />
a) No Crown - No Load b) No Crown - Uniform Load<br />
c) Uniform Load - Correct Crown d) Uniform Load - Correct Crown<br />
by bending roll to frame<br />
20<br />
e) Uniform Load - Correct Crown<br />
by bending reaction roll pair<br />
Source: GEA<br />
f) Roll Crossing<br />
<strong>The</strong> forces that separate the rubber calender<br />
rolls to bend apart in the center are partially<br />
compensated for, by grinding the center to a<br />
larger diameter. When the grind pr<strong>of</strong>ile is<br />
incorrect it will be difficult or even<br />
impossible for you to achieve a consistently<br />
flat-calendered rubber sheet.<br />
2. Eccentricity <strong>of</strong> Calender Roll or Run-out<br />
at Ambient Temperature<br />
Your calender rolls must be round and free<br />
<strong>of</strong> run-out at ambient temperature. Any run<br />
-out <strong>of</strong> the individual calender rolls will be<br />
amplified as the high spots and low spots<br />
periodically match up between the roll<br />
pairs. You can easily check this with dial<br />
indicators when the calender is running<br />
without rubber and with a small nip gap<br />
between the pairing rolls.<br />
<strong>Rubber</strong> & Tyre Machinery World | JUL 2016
IKATAN TEKUN SDN. BHD.<br />
Your Partner in MALAYSIA for <strong>Rubber</strong> & Processing Machinery<br />
“Complete your Plant<br />
with your desired<br />
technology to your<br />
complete satisfaction<br />
on-time through us.”<br />
For your green-field and brown-field expansion<br />
or research projects in raw rubber and other<br />
technical rubber goods, we can source for you<br />
the right machinery to meet your technology<br />
requirements, and be your single-window<br />
support for after-sales service communication<br />
and training in Malaysia.<br />
For crucial projects, we train our personnel on<br />
the machinery we supply, to give you quick<br />
support.<br />
In addition, we are established and licenced<br />
contractors in Mechanical, Telecommunications,<br />
Electrical and Civil Works. Hence, we <strong>of</strong>fer you<br />
on turnkey basis - from equipment supply,<br />
material handling at site, equipment relocation,<br />
erection and installation, services and utilities<br />
to equipment commissioning.<br />
Contact me today to know more on our<br />
team, the equipment brands we partner<br />
with, our esteemed clients and full range<br />
<strong>of</strong> services for your rubber related projects.<br />
IKATAN TEKUN SDN. BHD.<br />
1st, Floor, Bangunan Sapura,Lot 2,<br />
Jalan Enggang, Kawasan Perindustrian PKNS,<br />
Hulu Kelang, 54200, Kuala Lumpur, Malaysia.<br />
Tel: (+6) 03 - 425.6 5.589 | Fax: (+6) 03 - 425.7 5.589<br />
AUTUS CONSULTING @2016<br />
Ahmad Fezal Bin Zakaria<br />
Sales & Project Manager<br />
* fezal@ikatantekun.com<br />
) (+6) 017-362.79.71
| CALENDERS |<br />
3. Condition <strong>of</strong> Calender Roll's Bearings<br />
You must ensure that your <strong>Rubber</strong> Calender<br />
roll bearings does not have excessive runout.<br />
Modern calenders employ precision anti<br />
-friction bearings with very small radial<br />
clearances. Excessive bearing clearance will<br />
result in the roll shifting during operation<br />
because the roll separating forces vary. This<br />
could appear as calender roll surface runout<br />
and will adversely affect your ability to<br />
control calendered gauge.<br />
4. Condition <strong>of</strong> Calender Roll's Water<br />
Passage<br />
Most modern calenders have drilled rolls.<br />
A drilled roll has water passages across the<br />
roll face beneath their surface. <strong>The</strong>se water<br />
passages effectively forms a radiator-like<br />
heat exchanger around the periphery <strong>of</strong><br />
your calender rolls.<br />
In an event when these passages become<br />
plugged, then non-uniform heat transfer<br />
will occur. And this result in a thermal 'out<strong>of</strong>-round'<br />
condition for your calender roll<br />
which subsequently has has the same effect<br />
as if the rolls were machined 'out-<strong>of</strong>-round'.<br />
You may avoid this situation by using only<br />
treated water and ensuring that the rolls<br />
are periodically flushed. You could also<br />
check this condition by comparing the roll<br />
run-out or eccentricity at ambient<br />
temperature with that at normal operating<br />
temperatures <strong>of</strong> your Calender.<br />
5. Condition <strong>of</strong> Calender Roll's End<br />
Actuator<br />
Of the different variants - manual, motordriven<br />
and hydraulic nip gap adjustments<br />
- electric screw actuators are the most<br />
common type <strong>of</strong> calender roll endpositioning-system.<br />
<strong>The</strong> screw and nut<br />
operate under very high loads and thus,<br />
you will observe, that they experience<br />
significant wear even with proper<br />
lubrication. As these actuators wear,<br />
backlash develops.<br />
When the backlash increases, the response<br />
to small changes or corrections deteriorate.<br />
Further with increased backlash the<br />
number <strong>of</strong> corrections required would<br />
increase, which in turn causes additional<br />
wear.<br />
23<br />
Image: Three-Roll Calender (Left) and Spare Calender Rolls With Bearings (Right)<br />
<strong>Rubber</strong> & Tyre Machinery World | JUL 2016
| CALENDERS |<br />
Image: From Web<br />
24<br />
<strong>Rubber</strong> calenders that have fixed speed<br />
electric motors with mechanical brakes<br />
require periodic maintenance, particularly<br />
the brakes. Because sticky brakes will<br />
adversely affect your gauge control results.<br />
Thus, proper maintenance <strong>of</strong> all the above<br />
systems is crucial to your rubber calender<br />
performance and solves issues with<br />
gauge control that are mechanically<br />
induced.<br />
Proper maintenance <strong>of</strong> all the<br />
above systems is crucial to your<br />
rubber calender performance<br />
and solves issues with gauge<br />
control that are mechanically<br />
induced.<br />
B. Force Induced Variations<br />
Force induced variations result from the<br />
way your calender is operated. This is also<br />
an outcome from previous process steps<br />
such as your feed mill operation and<br />
compound consistency from rubber mixing.<br />
<strong>The</strong> separating forces generated during<br />
calendering are quite high! For example, if<br />
you have a 66 inch calender roll and<br />
producing 60 inch wide rubber sheet, the<br />
separating forces are in the range <strong>of</strong> 72,575<br />
Kg (approx. 160,000 lbs) to 136,000 Kg<br />
(approx. 300,000 lbs) at each actuator.<br />
Such high forces literally stretch your<br />
calender frame. Variations in these forces<br />
will therefore vary the amount <strong>of</strong> frame<br />
stretch and thus vary roll position and<br />
calendered gauge <strong>of</strong> your rubber sheet.<br />
<strong>Rubber</strong> & Tyre Machinery World | JUL 2016
| CALENDERS |<br />
Here are five tips on how you could solve<br />
issues <strong>of</strong> calender gauge control from force<br />
induced variations.<br />
1. Keep the rubber calender running.<br />
that are open is higher. This differential<br />
heat transfer leads to different<br />
temperatures on your calender rolls. And<br />
therefore different degrees <strong>of</strong> calender<br />
roll expansion.<br />
Because stoppages cause your calender<br />
rolls to become egg-shaped, that in turn<br />
introduce significant gauge thickness<br />
variation.<br />
When you stop the rubber calender, the<br />
heat loss from the rolls is not uniform<br />
around their surface. Heat loss along the<br />
face <strong>of</strong> the rolls near adjacent rolls is<br />
minimal, while heat loss in other areas<br />
If you have a calender with rolls that is<br />
24 -30 inches in diameter, even a few<br />
degrees <strong>of</strong> expansion will result in<br />
‘out-<strong>of</strong>-roundness’ <strong>of</strong> each roll that you can<br />
measure. This is true when the calender<br />
is empty but even more so when there is a<br />
hot bank <strong>of</strong> rubber between the rolls. If<br />
you stop the calender for longer period,<br />
this condition worsens further.<br />
26<br />
Image: India’s first fully Automatic Tyre<br />
Cord Calender Line from Bharaj Machineries<br />
<strong>Rubber</strong> & Tyre Machinery World | JUL 2016
| CALENDERS |<br />
Image Source: Web<br />
Your calender rolls run at different speeds.<br />
This means that periodically the high and<br />
low spots on the rolls match up. When high<br />
spots <strong>of</strong> adjacent rolls match up, you get<br />
thin gauge spots on your calendered sheet.<br />
When the low spots match up a thick spot is<br />
observed. So calender stops induced<br />
variation results in an effective doubling <strong>of</strong><br />
any roll “out-<strong>of</strong>-round” or run-out error.<br />
Typical short-term thermal out-<strong>of</strong>-round<br />
gauge variations are ± 0.0005 to .002 inches.<br />
Though thermal run-out is gradually<br />
reduced as the calender runs, it takes 15 to<br />
25 minutes for variations to be eliminated.<br />
Experts recommend you to adopt the<br />
following steps to minimize ‘thermal<br />
run-out’ <strong>of</strong> rubber calender,<br />
- Keep the calender running during warmup.<br />
If not done, severe thermal run-out can<br />
be introduced. You need to remember that<br />
the calender nip gap between adjacent rolls<br />
will be reduced as the rolls enlarge with<br />
their temperature increases. So, a good<br />
practice is to open your rubber calender at<br />
least 0.10 inches (2.54 mm) before starting<br />
to increase the roll temperature above<br />
ambient. Keeping the calender rolls turning<br />
during warm-up and cool-down also<br />
eliminates the possibility <strong>of</strong> warping the<br />
rolls.<br />
- Minimize calender stops.<br />
- When you stop the calender for longer<br />
time, remove the rubber from the banks.<br />
This is a good operating practice for the<br />
rubber compound as well.<br />
- When leader is going thru the calender,<br />
dropping <strong>of</strong>f tension and allowing the<br />
uncoated fabric or leader to go slack will<br />
permit running the calender during delays<br />
and personnel breaks. This will<br />
dramatically reduce thermal run-out.<br />
27<br />
<strong>Rubber</strong> & Tyre Machinery World | JUL 2016
| CALENDERS |<br />
2. Increase the temperature by 5 degrees<br />
Celsius when you stop the rolls.<br />
loop. In this condition the roll surface<br />
temperature is below the water temperature.<br />
28<br />
Because this helps to maintain a more<br />
uniform roll surface temperature.<br />
You need to realize that the TCU<br />
(Temperature Control Unit) <strong>of</strong> your rubber<br />
calender controls the temperature <strong>of</strong> the<br />
water exiting the rolls and not the 'roll<br />
surface temperature'. This is an important<br />
distinction.<br />
Visualize these two scenarios –<br />
Scenario 1 – When the calender is not<br />
processing rubber (i.e. during warm-up and<br />
when the calender is stopped), the roll<br />
surface is losing heat to the atmosphere.<br />
Here, the TCU is actively heating the water<br />
Scenario 2 – When the calender is running<br />
and processing rubber, heat is being<br />
generated. Here, the TCU is cooling the water<br />
loop. In this condition the roll surface<br />
temperature is above the water temperature.<br />
From the above, you will realize that for a<br />
constant water circuit temperature, the roll<br />
surface temperature swings (above & below<br />
the water temperature) between the<br />
calender normal running condition and<br />
when the calender is stopped. This<br />
difference in roll surface temperature<br />
means that your rubber compound is being<br />
processed under varying conditions.<br />
Shrinkage and other properties <strong>of</strong> your<br />
processed compound will therefore vary.<br />
Image Source: Pelmar Engineering Ltd.<br />
<strong>Rubber</strong> & Tyre Machinery World | JUL 2016
| CALENDERS |<br />
To minimize the differences from such<br />
processing condition variations, the roll<br />
temperatures should be increased whenever<br />
the calender stops. <strong>The</strong> temperature<br />
increase should be gradual. Your specific<br />
value should be experimentally determined<br />
by comparing roll surface temperatures in<br />
normal operation and after the calender has<br />
been stopped for 20 minutes.<br />
3. Limit the temperature rate <strong>of</strong> change at<br />
all times to a maximum <strong>of</strong> 3 degrees per<br />
minute.<br />
Because faster rates can damage or warp the<br />
rolls.<br />
the TCU circulation pumps before the<br />
calender reaches ambient is not considered<br />
good practice.<br />
If the temperature control system has rate<br />
<strong>of</strong> change limits properly set, cooling down<br />
is easy, since all the operator must do is to<br />
lower the temperature set points to ambient<br />
and then 60 to 90 minutes later return back<br />
to the operator console to turn <strong>of</strong>f the TCU.<br />
4. Minimize speed changes.<br />
Because changes in your calender speed<br />
result in gum wall gauge thickness<br />
variations that are undesirable.<br />
30<br />
<strong>The</strong> control system on the TCU should be<br />
designed and operated to limit the rate <strong>of</strong><br />
temperature change for each calender roll<br />
water circuit to 3 degrees per minute. Faster<br />
rates <strong>of</strong> change do not allow for equalization<br />
<strong>of</strong> mechanical expansion throughout the<br />
rolls, bearings, and calender frames.<br />
Differential expansion can stress various<br />
components <strong>of</strong> your calender. In extreme<br />
cases, they can actually crack or warp the<br />
rolls, or even damage the bearings.<br />
Heating usually is limited by the available<br />
heating capacity but the cooling system<br />
frequently has the capacity to rapidly cool<br />
the rolls and therefore also has the potential<br />
to cause damage if not limited to 3 degrees<br />
per minute.<br />
Again, it is important to keep the calender<br />
running during warm-up and during cool<br />
down. Stopping the calender and turning <strong>of</strong>f<br />
When the calender is running there are<br />
forces generated that try to separate the<br />
rolls, as explained earlier. And these<br />
separating forces are proportional to<br />
calender speed (although the relationship<br />
is not linear).<br />
<strong>The</strong> hardness <strong>of</strong> your rubber stock and<br />
bank temperature determines the<br />
magnitude <strong>of</strong> separating forces. <strong>The</strong><br />
thickness <strong>of</strong> the gum wall being calendered<br />
also affects the separating force – thinner<br />
gum walls generate higher separating<br />
forces. Separating forces <strong>of</strong> 160,000 to<br />
300,000 lbs at each actuator literally<br />
stretches the calender frame. When the<br />
forces vary, the amount <strong>of</strong> stretch varies.<br />
This further results in the roll-gap varying<br />
that in turn causes the gum wall gauge to<br />
vary.<br />
Hence, speed changes should be avoided<br />
<strong>Rubber</strong> & Tyre Machinery World | JUL 2016
AMCL MACHINERY LIMITED<br />
SERVICE TO THE NATION FOR FOUR DECADES<br />
Product Range<br />
• <strong>Rubber</strong> Mixer – 76" liter and 270 liter.<br />
• Mixing Mills – 16", 22", 26" and special sizes<br />
• Hot feed extruders – 6" and 8"<br />
• <strong>Rubber</strong> <strong>Calenders</strong> – 2/3 rolls.<br />
• Bias Tyre Building machine – RB1/RB3<br />
• Automatic LCV Tyre Building Machine – RB1619<br />
• Automatic Truck Tyre Building Machine-RB2022<br />
• Mechanical Tyre Curing Presses – Scooter to Truck size<br />
• Bladder Curing Presses<br />
• Tube Splicers<br />
For all your enquiries please contact:<br />
AMCL MACHINERY LIMITED<br />
Works: Plot No.A1/1, MIDC, Butirobi-441122, Nagpur<br />
Mumbai <strong>of</strong>fice: 202, Ackruti Centre Point, MIDC Central Road, Andheri (East), Mumbai-400 093.<br />
Contact person: Mr. S.H. Mehta<br />
Mobile No. +91-9004697430. Email: shmehta@amcl.in Website: www.amcl.in
| CALENDERS |<br />
Image Source: Pelmar Engineering Ltd.<br />
32<br />
to the extent practical. A speed reduction<br />
from 45 mpm (meters per minute) to 9 mpm<br />
can result in a gauge decrease <strong>of</strong> approx.<br />
0.002 inches. Similarly, the vice-versa holds<br />
for a gauge increase with roll speed increase.<br />
<strong>Calenders</strong> are <strong>of</strong> different types. And<br />
different calendars have different degrees<br />
<strong>of</strong> frame stiffness so the quantum <strong>of</strong> the<br />
gauge change for a given speed change will<br />
vary accordingly.<br />
5. Mill management<br />
Maintain consistency.<br />
You can substantially reduce gauge<br />
variations by feeding the calender<br />
consistently.<br />
A consistent, uniform, dwell times on the<br />
cracker and feed mills, as well as consistent<br />
bank size, will give consistent rubber stock<br />
temperatures and work history. <strong>The</strong> stock<br />
temperatures, bank sizes, and work history<br />
directly influence calender roll-separating<br />
forces.<br />
When you minimize variations in these 3<br />
important process parameters, you will<br />
minimize variations in roll separating<br />
forces, and this in turn will minimize gauge<br />
variations <strong>of</strong> your calendered sheet.<br />
Further, good mill and bank control<br />
practices also give improved uniformity for<br />
other final calendered gum and/or fabric<br />
properties.<br />
When you feed to the calender, you must<br />
also ensure that the rubber bank does not<br />
have areas that could stagnate. Because if<br />
rubber remains in the bank on the calender<br />
for an excessive amount <strong>of</strong> time, it will<br />
partially cure and become much harder.<br />
Edge trim process that returns to the bank<br />
and stagnates is a common source <strong>of</strong> this<br />
problem.<br />
<strong>Rubber</strong> & Tyre Machinery World | JUL 2016
| CALENDERS |<br />
Such cured and hardened compound will<br />
introduce gauge variations as well as<br />
negatively influence other properties <strong>of</strong><br />
your calendered material. In extreme<br />
cases, burnt lumps will appear in the<br />
calendered gum.<br />
Presence <strong>of</strong> hard stock makes it difficult<br />
to properly penetrate the cord and may<br />
cause cord disturbance and improper<br />
cord distribution.<br />
In such cases the cushion force causes<br />
lateral movement in the nip and this<br />
further results in cord displacement that<br />
is visible. Paired cords are <strong>of</strong>ten the first<br />
indicator. You will observe that the<br />
calendered thickness will be heavy and<br />
there will be cord displacement or<br />
irregularities. However, the weight <strong>of</strong> test<br />
samples will not be significantly affected.<br />
Localized cord disturbance in cord<br />
distribution does not usually affect fabric<br />
weight, whereas redistribution <strong>of</strong> the cord<br />
does. Overall cord distribution problems<br />
can affect fabric weight in the case <strong>of</strong> fabric<br />
calenders.<br />
For example, incorrect cord distribution<br />
may reduce the average EPI (Ends Per Inch)<br />
in the center <strong>of</strong> the fabric and increase the<br />
EPI (Ends Per Inch) on the outer edges. This<br />
will affect fabric weight and thickness – the<br />
weight <strong>of</strong> the center would be light, while<br />
the outer edges would be heavy.<br />
In steel cord calendering, visible cord<br />
33<br />
A) Uniform Cord Spacing - Uniform Top and Bottom <strong>Rubber</strong> Coat.<br />
Image Source: GEA<br />
B) Cords spread at the edge <strong>of</strong> the sheet.<br />
C) Cords paired. Top or Bottom <strong>Rubber</strong> Coat is heavy in the center.<br />
<strong>Rubber</strong> & Tyre Machinery World | JUL 2016
Information On Equipment, Technology, Innovation & Suppliers<br />
| CALENDERS |<br />
Image: Bharaj Machineries Pvt. Ltd.<br />
34<br />
displacement and cord pairing after the<br />
cushion nip is to be expected in the areas<br />
where the cord EPI count is excessive.<br />
Training<br />
Your guiding principle for calender line<br />
operation should be consistency and<br />
continuity. If all the inputs to your<br />
calendering process are constant, and your<br />
installed machinery is functioning correctly,<br />
you can produce quality goods meeting tight<br />
specification tolerances. Your operators need<br />
to acquire knowledge on how the rubber<br />
calender works, how changes in process<br />
variables affect outcomes, and how changes<br />
in machine and/or process conditions can<br />
beat those changes. Training them to run the<br />
calender under complete manual control<br />
Your guiding principle for<br />
calender line operation should<br />
be consistency and continuity.<br />
will make them know enough to understand<br />
the importance <strong>of</strong> maintaining as close to<br />
steady-state operation as possible. Further,<br />
this knowledge will also help them to<br />
operate the line without the gauge or the<br />
automatic set-up, if they ever need to do so.<br />
Summarizing, the nuances in the world <strong>of</strong><br />
rubber calenders is an interesting subject<br />
and as you understand its operations<br />
deeper, the 'mysteriousness' <strong>of</strong> this rubber<br />
machinery disappears faster.<br />
RMW<br />
RUBBER&TYREMACHINERYWORLD<br />
INFORMATIONONEQUIPMENT,TECHNOLOGY,INNOVATION&SUPPLIERS<br />
<br />
........... And More<br />
NEW INFORMATION<br />
DIFFERENTLY<br />
Every Month With<br />
<strong>Rubber</strong> & Tyre Know A<br />
Machinery<br />
World<br />
LEADER<br />
<strong>Rubber</strong> & Tyre<br />
In 10 Questions<br />
rubbermachineryworld.com / tyremachineryworld.com<br />
<strong>Rubber</strong> & Tyre Machinery Technology World | & JUL Innovation 2016<br />
Know Your<br />
Supplier<br />
<strong>Rubber</strong> & Tyre Equipment - Accessories<br />
Special Edition<br />
<strong>Rubber</strong> & Tyre<br />
Machinery<br />
World
WhatIsYourStoryToday?<br />
Every Machinery Has....<br />
Every Technology Has...<br />
And As Equipment Supplier,<br />
YOU Denitely Have...<br />
A Story<br />
Let Equipment Buyers Know You, Your Products & Your Technology Better.<br />
ReachMachineryBuyersFastIn3Steps<br />
1.DISPLAYYourProductsRegularlytoBuyers.<br />
2.COMMUNICATEYourCompetenciesDifferently.<br />
3.ATTRACTMoreBuyerstoYourBrandInformatively.<br />
ADVERTISE On<br />
RUBBER <strong>Rubber</strong><br />
Machinery<br />
World<br />
M<br />
http://rubbermachineryworld.com<br />
M<br />
TYRE Tyre<br />
Machinery<br />
World<br />
M<br />
M<br />
http://tyremachineryworld.com<br />
And SELL MORE<br />
Because we publish digitally on our portal and promote globally,<br />
Buyers get all information <strong>of</strong> Your Products & Solution anytime<br />
and anywhere - on any device (Phone, Tab or Computer).<br />
For more details and your customized advertising, please visit<br />
http://rubbermachineryworld.com<br />
Or email us at engage@rubbermachineryworld.com<br />
InfoPortal|DigitalMagazines|SocialMarketing<br />
Equipment Marketing Redefined<br />
<strong>Rubber</strong> & Tyre Know A<br />
Machinery<br />
World<br />
<strong>Rubber</strong> & Tyre<br />
LEADER<br />
In 10 Questions<br />
Know Your<br />
Supplier<br />
rubbermachineryworld.com / tyremachineryworld.com<br />
<strong>Rubber</strong> & Tyre Equipment - Accessories<br />
Technology & Innovation<br />
Special Edition<br />
<strong>Rubber</strong> & Tyre<br />
Machinery<br />
World<br />
Information On Equipment, Technology, Innovation & Suppliers
KELACHANDRA MACHINES<br />
(MFRS. OF RUBBER INDUSTRIAL MACHINERY)<br />
Chingavanam - 686 531, Kottayam, Kerala. India.<br />
Phone Off: +91- 481-2430325. Fax: +91- 481-2430596<br />
e-mail: km1912@gmail.com
| INSIGHT |<br />
This section is bought to you in association with our brand display partners<br />
37<br />
7 PROVEN STRATEGIES<br />
TO METHODICALLY GROW<br />
YOUR BUSINESS<br />
<strong>Rubber</strong> & Tyre Machinery World | JUL 2016
38
Source: Web<br />
39
Attention: Equipment Buyers & Users<br />
<strong>Rubber</strong> And Tyre Machinery<br />
Now Has An Online Address<br />
RUBBER <strong>Rubber</strong><br />
Machinery<br />
World<br />
M<br />
http://rubbermachineryworld.com<br />
M<br />
TYRE Tyre<br />
Machinery<br />
World<br />
M<br />
M<br />
http://tyremachineryworld.com<br />
- Power Your Business Forward With Authentic Information<br />
On<br />
- Equipment & Allied Machinery<br />
- Technology<br />
- Equipment Suppliers<br />
- Read, Absorb & Implement Ideas From<br />
- Insightful Interviews Of Leaders<br />
- Informative <strong>Art</strong>icles<br />
- Special e-Editions & e-Books<br />
- Short Updates Curated from the World Of Machinery Every<br />
Thursday In Your Inbox<br />
- Resourceful Downloads For Day-to-Day Use<br />
- Plan For Your Conferences & Expo from event dates<br />
- Book Store with Best <strong>Rubber</strong> Books For Your Quick Buy<br />
- Key Documents/Directories to take Powerful Business<br />
Decisions Available For Purchase.<br />
- Left-Oriented Clean Layout for your easy reading.<br />
- Follow Us on Twitter, Google+, LinkedIn & Pinterest.<br />
http://rubbermachineryworld.com<br />
http://tyremachineryworld.com<br />
FREE Access On All Your Devices<br />
JOIN OUR READERS FROM 130+COUNTRIES<br />
SUBSCRIBE TODAY FOR FREE & BENEFIT
GET CUSTOM MACHINED<br />
ROLLERS, SCREWS, FIXTURES & MOULDS<br />
FOR ALL YOUR RUBBER AND<br />
PROCESSING MACHINERY.<br />
AT OUR STATE-OF-THE-ART CNC MACHINING<br />
CENTERS, WE GUARANTEE YOU<br />
■ IN-HOUSE CAD CAM STUDIO<br />
■ 3 AND 4 AXIS MACHINING CAPABILITIES<br />
■ ACCURATE AND RELIABLE INSPECTION<br />
REPORTS THROUGH IN-HOUSE CNC CMM<br />
■ SKILLED AND TRAINED MANPOWER<br />
■ TIMELY DELIVERY<br />
■ 24x7 POWER BACK-UP<br />
UNFAILING PARTNER AND DEPENDABLE SUPPORT<br />
FOR YOUR DESIGN TO MANUFACTURING NEEDS<br />
AUTUS CONSULTING @2016<br />
Excellent 4th Axes Precision CNC Machining Capability for Customized Heavy Rollers. Please contact<br />
SubAero Precision Machining<br />
(An ISO 9001:2008 Certified Company)<br />
HURCO DCX 32 Vertical Machining Centre<br />
Corp Office: 8/Trivedi Niwas, New Nagardas Road,<br />
Andheri (East), Mumbai - 400 069, India.<br />
Ph: +91-22-28256599, +91-22-28378478 (Fax)<br />
www.subaero.com | Email: info@subaero.com
Stay Updated On <strong>Rubber</strong> & Tyre<br />
Machinery And <strong>The</strong>ir Suppliers.<br />
INFORMATION PORTAL | E-MAGAZINES | INTERVIEWS | KNOWLEDGE PARTNERS | DOWNLOADS<br />
........... And More<br />
<strong>Rubber</strong> And Tyre Machinery<br />
Now Has An Online Address<br />
RUBBER <strong>Rubber</strong><br />
Machinery<br />
World<br />
M<br />
http://rubbermachineryworld.com<br />
M<br />
TYRE Tyre<br />
Machinery<br />
World<br />
M<br />
M<br />
http://tyremachineryworld.com<br />
INFORMATION ON EQUIPMENT,<br />
TECHNOLOGY, INNOVATION &<br />
SUPPLIERS<br />
........... And More<br />
Know More On EQUIPMENT SUPPLIERS And <strong>The</strong>ir SOLUTIONS For YOU<br />
KELACHANDRA<br />
MACHINES<br />
racsol.com<br />
Practical Solution<br />
www.<br />
........... And More<br />
Email: rubbermachineryworld@gmail.com<br />
©2016 – ePublished by <strong>Rubber</strong> Machinery World in JULY 2016<br />
Content For Free eDistribution & Download