Magmaweld Electrodes
Magmaweld Electrodes
Magmaweld Electrodes

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
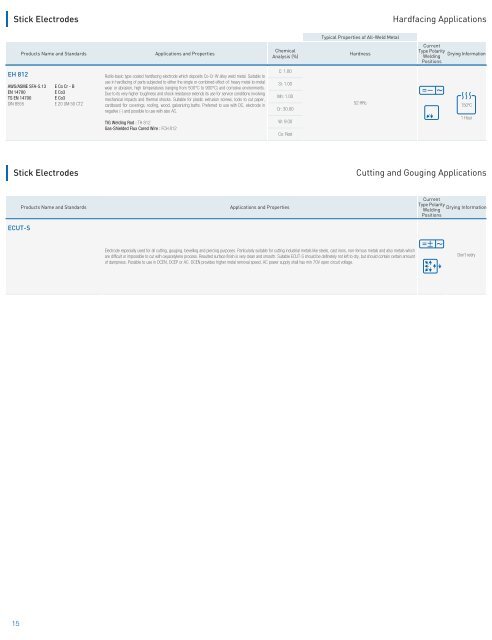
Stick <strong>Electrodes</strong><br />
Hardfacing Applications<br />
Typical Properties of All-Weld Metal<br />
Current<br />
Products Name and Standards Applications and Properties<br />
Chemical<br />
Type Polarity<br />
Hardness<br />
Drying Information<br />
Analysis (%)<br />
Welding<br />
Positions<br />
EH 812<br />
AWS/ASME SFA-5.13<br />
EN 14700<br />
TS EN 14700<br />
DIN 8555<br />
E Co Cr - B<br />
E Co3<br />
E Co3<br />
E 20 UM 50 CTZ<br />
Rutile-basic type coated hardfacing electrode which deposits Co-Cr-W alloy weld metal. Suitable to<br />
use in hardfacing of parts subjected to either the single or combined effect of: heavy metal-to-metal<br />
wear or abrasion, high temperatures (ranging from 500°C to 900°C) and corrosive environments.<br />
Due to its very higher toughness and shock resistance extends its use for service conditions involving<br />
mechanical impacts and thermal shocks. Suitable for plastic extrusion screws, tools to cut paper,<br />
cardboard flor coverings, roofing, wood, galvanizing baths. Preferred to use with DC, electrode in<br />
negative (-) and possible to use with also AC.<br />
TIG Welding Rod : TH 812<br />
Gas-Shielded Flux Cored Wire : FCH 812<br />
C: 1.80<br />
Si: 1.00<br />
Mn: 1.00<br />
Cr: 30.00<br />
W: 9.00<br />
Co: Rest<br />
52 HRc<br />
150ºC<br />
1 Hour<br />
Stick <strong>Electrodes</strong><br />
Cutting and Gouging Applications<br />
Current<br />
Products Name and Standards Applications and Properties<br />
Type Polarity<br />
Drying Information<br />
Welding<br />
Positions<br />
ECUT-S<br />
Electrode especially used for all cutting, gouging, bevelling and piercing purposes. Particularly suitable for cutting industrial metals like steels, cast irons, non-ferrous metals and also metals which<br />
are difficult or impossible to cut with oxyacetylene process. Resulted surface finish is very clean and smooth. Suitable ECUT-S should be definetely not left to dry, but should contain certain amount<br />
of dampness. Possible to use in DCEN, DCEP or AC. DCEN provides higher metal removal speed, AC power supply shall has min 70V open circuit voltage.<br />
Don't redry<br />
15