V-guided Conveyor Teflon belts better than crowned rollers
Furthermore, a similar depression can likewise run the length of the conveyor Teflon belts, giving the belt a chance to stay focused along the whole length conveyor. Conveyor teflon belts - http://www.bombinobelts.com
Furthermore, a similar depression can likewise run the length of the conveyor Teflon belts, giving the belt a chance to stay focused along the whole length conveyor. Conveyor teflon belts - http://www.bombinobelts.com

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
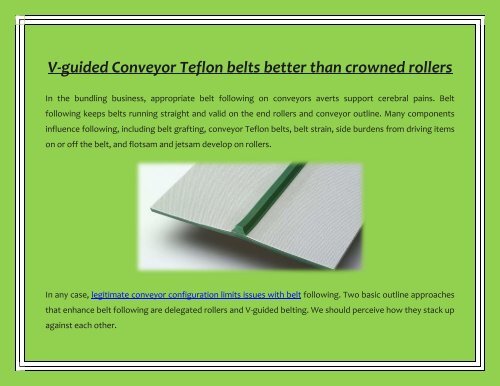
V-<strong>guided</strong> <strong>Conveyor</strong> <strong>Teflon</strong> <strong>belts</strong> <strong>better</strong> <strong>than</strong> <strong>crowned</strong> <strong>rollers</strong><br />
In the bundling business, appropriate belt following on conveyors averts support cerebral pains. Belt<br />
following keeps <strong>belts</strong> running straight and valid on the end <strong>rollers</strong> and conveyor outline. Many components<br />
influence following, including belt grafting, conveyor <strong>Teflon</strong> <strong>belts</strong>, belt strain, side burdens from driving items<br />
on or off the belt, and flotsam and jetsam develop on <strong>rollers</strong>.<br />
In any case, legitimate conveyor configuration limits issues with belt following. Two basic outline approaches<br />
that enhance belt following are delegated <strong>rollers</strong> and V-<strong>guided</strong> belting. We should perceive how they stack up<br />
against each other.
Delegated <strong>rollers</strong><br />
Drive <strong>rollers</strong> on delegated roller <strong>belts</strong> comprise of a barrel shaped focus area sandwiched between two<br />
decreased segments. The decreased areas are for the most part a large portion of the length of the inside<br />
segment and steer the running belt to the raised focus segment of the roller. However, fabricating varieties in<br />
grafts on the belt and the belt's weave, alongside varieties in the size and separating of the casing will<br />
influence the belt to float forward and backward over the substance of the <strong>rollers</strong>. On bigger <strong>rollers</strong>, floats of<br />
±0.5 in. can be normal.<br />
Crown <strong>rollers</strong> can be utilized with cut edge idler exchanges. These are little measurement idler <strong>rollers</strong> that<br />
move little or fragile parts on and off conveyor. In any case, idler exchanges require <strong>belts</strong> sufficiently<br />
adaptable to wrap around <strong>rollers</strong> as little as 0.25-in. in width. Such <strong>belts</strong> are typically perfect with delegated<br />
roller following.<br />
Originators regularly utilize slacking or knurling to build the footing between the belt and roller drives to<br />
overhaul a conveyor with the goal that it can deal with heavier burdens. In slacking, the drive roller is encased<br />
in a ure<strong>than</strong>e sleeve, and this makes more contact or footing amongst roller and belt. Slacking is impossible to<br />
delegated <strong>rollers</strong>. Knurling, another approach to build footing, machines an example of jewels or lines on the<br />
roller to give it "a chance to chomp" into the belt as it moves the belt along. On delegated <strong>rollers</strong>, just the
middle bit of the roller can be knurled. So delegated <strong>rollers</strong> restrain engineers attempting to expand footing<br />
or loads on a conveyor <strong>Teflon</strong> <strong>belts</strong>.<br />
Another disservice is that since <strong>belts</strong> will float on crown <strong>rollers</strong>, both the <strong>rollers</strong> and casing should be more<br />
extensive <strong>than</strong> the belt. This implies the conveyor takes up more production line floor space <strong>than</strong> it needs to.<br />
All the more critically from a security viewpoint, crown <strong>rollers</strong> can make an administrator squeeze point<br />
where the belt enters the roller.<br />
V-<strong>guided</strong> belting<br />
A superior strategy for keeping conveyor lines focused is through V-<strong>guided</strong> belting. In this approach, the belt<br />
has a consistent plastic V or U-formed guide stuck down the focal point of the underside of the belt. This<br />
guide fits into a notch cut into end <strong>rollers</strong>, holding the belt set up over the width of the conveyor.
Furthermore, a similar depression can likewise run the length of the conveyor <strong>Teflon</strong> <strong>belts</strong>, giving the belt a<br />
chance to stay focused along the whole length conveyor.<br />
The V-control on the belt additionally makes it difficult to utilize cut edge idler exchanges in light of the fact<br />
that the guide along the base of the belt makes it too hardened to circled <strong>rollers</strong> as little as 0.25 in. in width.<br />
The littlest roller that acknowledges V-<strong>guided</strong> <strong>belts</strong> is around 1 in. in distance across.