


Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
56<br />
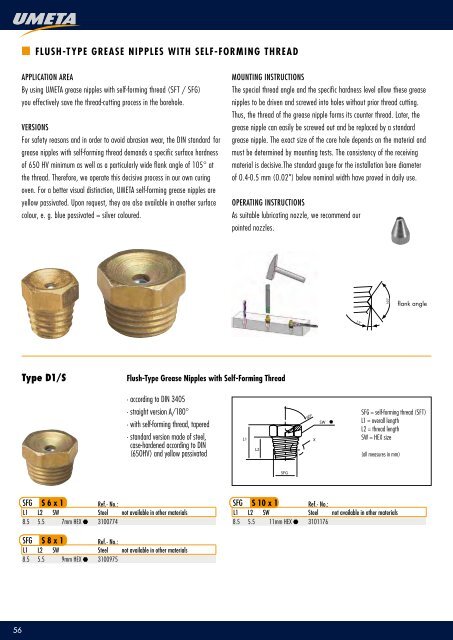
FLUSH-TYPE GREASE NIPPLES WITH SELF-FORMING THREAD<br />
APPLICATION AREA<br />
By using UMETA grease nip<strong>pl</strong>es with self-forming thread (SFT / SFG)<br />
you effectively save the thread-cutting process in the borehole.<br />
VERSIONS<br />
For safety reasons and in order to avoid abrasion wear, the DIN standard for<br />
grease nip<strong>pl</strong>es with self-forming thread demands a specific surface hardness<br />
of 650 HV minimum as well as a particularly wide flank angle of 105° at<br />
the thread. Therefore, we operate this decisive process in our own curing<br />
oven. For a better visual distinction, UMETA self-forming grease nip<strong>pl</strong>es are<br />
yellow passivated. Upon request, they are also available in another surface<br />
colour, e. g. blue passivated = silver coloured.<br />
Type D1/S<br />
SFG S 6 x 1<br />
Ref.- No.:<br />
L1 L2 SW Steel not available in other materials<br />
8.5 5.5 7mm HEX 3100774<br />
SFG S 8 x 1<br />
Ref.- No.:<br />
L1 L2 SW Steel not available in other materials<br />
8.5 5.5 9mm HEX 3100975<br />
Flush-Type Grease Nip<strong>pl</strong>es with Self-Forming Thread<br />
· according to DIN 3405<br />
· straight version A/180°<br />
· with self-forming thread, tapered<br />
· standard version made of steel,<br />
case-hardened according to DIN<br />
(650HV) and yellow passivated<br />
MOUNTING INSTRUCTIONS<br />
The special thread angle and the specific hardness level allow these grease<br />
nip<strong>pl</strong>es to be driven and screwed into holes without prior thread cutting.<br />
Thus, the thread of the grease nip<strong>pl</strong>e forms its counter thread. Later, the<br />
grease nip<strong>pl</strong>e can easily be screwed out and be re<strong>pl</strong>aced by a standard<br />
grease nip<strong>pl</strong>e. The exact size of the core hole depends on the material and<br />
must be determined by mounting tests. The consistency of the receiving<br />
material is decisive.The standard gauge for the installation bore diameter<br />
of 0.4-0.5 mm (0.02") below nominal width have proved in daily use.<br />
OPERATING INSTRUCTIONS<br />
As suitable lubricating nozzle, we recommend our<br />
pointed nozzles.<br />
L1<br />
L2<br />
SFG<br />
60º<br />
X<br />
SFG S 10 x 1<br />
Ref.- No.:<br />
L1 L2 SW Steel not available in other materials<br />
8.5 5.5 11mm HEX 3101176<br />
SW<br />
7,5°<br />
105°<br />
SFG = self-forming thread (SFT)<br />
L1 = overall length<br />
L2 = thread length<br />
SW = HEX size<br />
(all measures in mm)<br />
Flankenwinkel flank angle