LEAD-FREE HAND SOLDERING - FAQ - Cooper Hand Tools
LEAD-FREE HAND SOLDERING - FAQ - Cooper Hand Tools
LEAD-FREE HAND SOLDERING - FAQ - Cooper Hand Tools

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Division Headquarters<br />
P.O. Box 728<br />
Apex, NC 27502-0728<br />
1000 Lufkin Road<br />
Apex, NC 27539<br />
Phone: (919) 387-0099<br />
Fax: (919) 387-2560<br />
<strong>LEAD</strong>-<strong>FREE</strong> <strong>HAND</strong> <strong>SOLDERING</strong> - <strong>FAQ</strong><br />
QUESTION: Can we expect a solder joint to look the same after hand soldering<br />
with lead-free solder?<br />
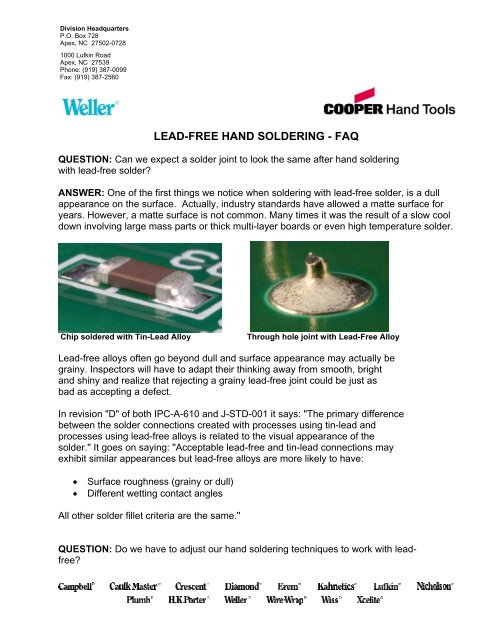
ANSWER: One of the first things we notice when soldering with lead-free solder, is a dull<br />
appearance on the surface. Actually, industry standards have allowed a matte surface for<br />
years. However, a matte surface is not common. Many times it was the result of a slow cool<br />
down involving large mass parts or thick multi-layer boards or even high temperature solder.<br />
Chip soldered with Tin-Lead Alloy Through hole joint with Lead-Free Alloy<br />
Lead-free alloys often go beyond dull and surface appearance may actually be<br />
grainy. Inspectors will have to adapt their thinking away from smooth, bright<br />
and shiny and realize that rejecting a grainy lead-free joint could be just as<br />
bad as accepting a defect.<br />
In revision "D" of both IPC-A-610 and J-STD-001 it says: "The primary difference<br />
between the solder connections created with processes using tin-lead and<br />
processes using lead-free alloys is related to the visual appearance of the<br />
solder." It goes on saying: "Acceptable lead-free and tin-lead connections may<br />
exhibit similar appearances but lead-free alloys are more likely to have:<br />
• Surface roughness (grainy or dull)<br />
• Different wetting contact angles<br />
All other solder fillet criteria are the same."<br />
QUESTION: Do we have to adjust our hand soldering techniques to work with leadfree?
Division Headquarters<br />
P.O. Box 728<br />
Apex, NC 27502-0728<br />
1000 Lufkin Road<br />
Apex, NC 27539<br />
Phone: (919) 387-0099<br />
Fax: (919) 387-2560<br />
ANSWER: When making the move to lead-free, a common mistake is to turn up the<br />
soldering tool temperature. This can be dangerous. Operators are surprised to find that<br />
most of their through-hole and surface mount components can be soldered at or below<br />
700°F. This is especially important when using no-clean flux.<br />
When the iron temperature to the point of charring the flux, a defect is created and cleaning<br />
is required. Instead of starting with a higher tip temperature, the operator can try watching<br />
for wetting at a given temperature and decide if the process can be done in a reasonable<br />
dwell time. Pre-heating reduces reflow time the risk of heat-related damage.<br />
QUESTION: What changes are necessary in soldering tool maintenance when working<br />
with lead-free solder?<br />
ANSWER: One of the bigger challenges in working with lead-free solder is proper<br />
maintenance of the solder tools. High percentages of tin in the lead-free alloys will have a<br />
harmful effect on the tools. Iron tips and solder pots will degrade at a faster rate which will<br />
affect the thermal transfer capability. Some equipment will have to be replaced and more<br />
attention given to maintaining the quality of the soldering iron tips.<br />
Operator training in using the correct methods will pay huge dividends. Operators should<br />
immediately develop the habit of tinning the tip after the soldering operation as well as using<br />
distilled water for solder sponges. Tip tinners and polishing bars may be used as a regular<br />
part of iron maintenance.<br />
QUESTION: What changes are necessary in soldering tool design/performance when<br />
working with lead-free solder?<br />
ANSWER: Soldering irons and stations will require the capacity to bring the joint to<br />
sufficient temperature rapidly and hold that temperature with minimal recovery time. More<br />
powerful tools will do the job better just like a car engine with more horsepower will pass<br />
quicker and climb hills easier.<br />
Besides having the necessary power, the optimal soldering tool will also possess very<br />
efficient heat transfer to the work. This efficient heat transfer, plus sufficient power, will<br />
ensure that recovery rates are very fast and will not slow down operations when moving<br />
from joint to joint. In addition dwell time on the PCB will be minimized.
Division Headquarters<br />
P.O. Box 728<br />
Apex, NC 27502-0728<br />
1000 Lufkin Road<br />
Apex, NC 27539<br />
Phone: (919) 387-0099<br />
Fax: (919) 387-2560<br />
Efficient delivery of the heat to the joint depends on a number of factors:<br />
• Adequate power from the heater<br />
• Proximity of the heater to the working end of the tool<br />
• Thermal efficiency in delivery of the heat to the joint (geometry and tip/heater materials)<br />
• Some means of quickly sensing the need for delivery of more heat (location of sensor)<br />
• Accurate control of the tools temperature (microprocessor control with no overshoot).<br />
Submitted by: Photos courtesy of:<br />
Robert Markovsky Ken Moore<br />
<strong>Cooper</strong> <strong>Hand</strong> <strong>Tools</strong> Omni Training<br />
www.cooperhandtools.com/weller www.omnitraining.com