Thermal Spray Tips - Swinburne University of Technology
Thermal Spray Tips - Swinburne University of Technology
Thermal Spray Tips - Swinburne University of Technology

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Compiled by Jo Ann Gan, Edited and advised by Christopher C. Berndt<br />
<strong>Swinburne</strong> <strong>University</strong> <strong>of</strong> <strong>Technology</strong> <strong>Thermal</strong> <strong>Spray</strong> Group (SwinTS)<br />
Please contact Pr<strong>of</strong>. Christopher Berndt at cberndt @swin.edu.au for further enquiries<br />
3.12. Powder Feeding Systems: Rotating Wheel Devices<br />
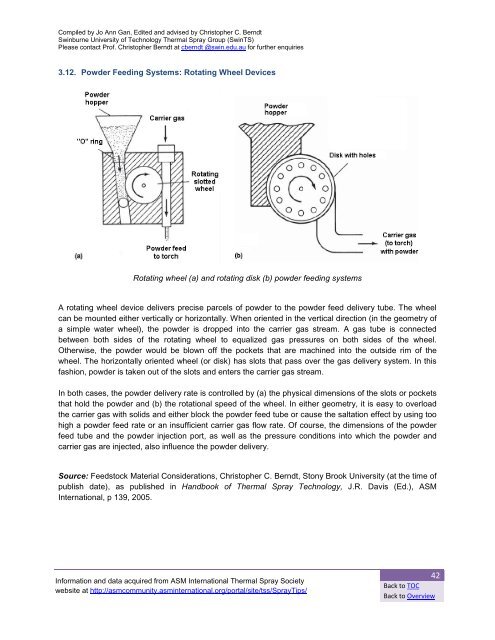
Rotating wheel (a) and rotating disk (b) powder feeding systems<br />
A rotating wheel device delivers precise parcels <strong>of</strong> powder to the powder feed delivery tube. The wheel<br />
can be mounted either vertically or horizontally. When oriented in the vertical direction (in the geometry <strong>of</strong><br />
a simple water wheel), the powder is dropped into the carrier gas stream. A gas tube is connected<br />
between both sides <strong>of</strong> the rotating wheel to equalized gas pressures on both sides <strong>of</strong> the wheel.<br />
Otherwise, the powder would be blown <strong>of</strong>f the pockets that are machined into the outside rim <strong>of</strong> the<br />
wheel. The horizontally oriented wheel (or disk) has slots that pass over the gas delivery system. In this<br />
fashion, powder is taken out <strong>of</strong> the slots and enters the carrier gas stream.<br />
In both cases, the powder delivery rate is controlled by (a) the physical dimensions <strong>of</strong> the slots or pockets<br />
that hold the powder and (b) the rotational speed <strong>of</strong> the wheel. In either geometry, it is easy to overload<br />
the carrier gas with solids and either block the powder feed tube or cause the saltation effect by using too<br />
high a powder feed rate or an insufficient carrier gas flow rate. Of course, the dimensions <strong>of</strong> the powder<br />
feed tube and the powder injection port, as well as the pressure conditions into which the powder and<br />
carrier gas are injected, also influence the powder delivery.<br />
Source: Feedstock Material Considerations, Christopher C. Berndt, Stony Brook <strong>University</strong> (at the time <strong>of</strong><br />
publish date), as published in Handbook <strong>of</strong> <strong>Thermal</strong> <strong>Spray</strong> <strong>Technology</strong>, J.R. Davis (Ed.), ASM<br />
International, p 139, 2005.<br />
Information and data acquired from ASM International <strong>Thermal</strong> <strong>Spray</strong> Society<br />
website at http://asmcommunity.asminternational.org/portal/site/tss/<strong>Spray</strong><strong>Tips</strong>/<br />
42<br />
Back to TOC<br />
Back to Overview