Thermal Spray Tips - Swinburne University of Technology
Thermal Spray Tips - Swinburne University of Technology
Thermal Spray Tips - Swinburne University of Technology

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Compiled by Jo Ann Gan, Edited and advised by Christopher C. Berndt<br />
<strong>Swinburne</strong> <strong>University</strong> <strong>of</strong> <strong>Technology</strong> <strong>Thermal</strong> <strong>Spray</strong> Group (SwinTS)<br />
Please contact Pr<strong>of</strong>. Christopher Berndt at cberndt @swin.edu.au for further enquiries<br />
2. <strong>Thermal</strong> <strong>Spray</strong> Processes<br />
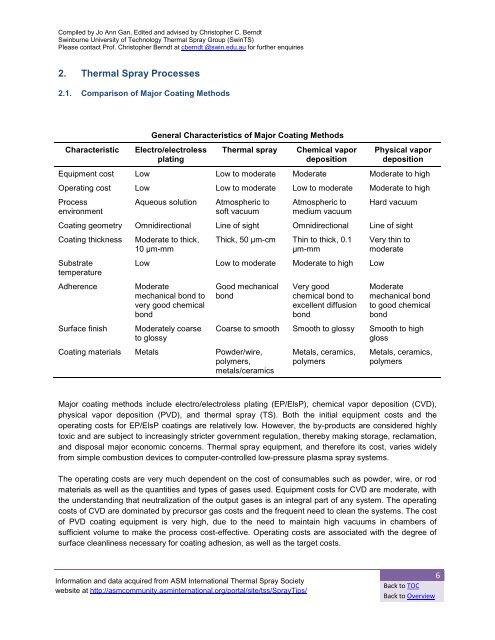
2.1. Comparison <strong>of</strong> Major Coating Methods<br />
Characteristic Electro/electroless<br />
plating<br />
General Characteristics <strong>of</strong> Major Coating Methods<br />
<strong>Thermal</strong> spray Chemical vapor<br />
deposition<br />
Information and data acquired from ASM International <strong>Thermal</strong> <strong>Spray</strong> Society<br />
website at http://asmcommunity.asminternational.org/portal/site/tss/<strong>Spray</strong><strong>Tips</strong>/<br />
Physical vapor<br />
deposition<br />
Equipment cost Low Low to moderate Moderate Moderate to high<br />
Operating cost Low Low to moderate Low to moderate Moderate to high<br />
Process<br />
environment<br />
Aqueous solution Atmospheric to<br />
s<strong>of</strong>t vacuum<br />
Atmospheric to<br />
medium vacuum<br />
Hard vacuum<br />
Coating geometry Omnidirectional Line <strong>of</strong> sight Omnidirectional Line <strong>of</strong> sight<br />
Coating thickness Moderate to thick,<br />
10 μm-mm<br />
Substrate<br />
temperature<br />
Adherence Moderate<br />
mechanical bond to<br />
very good chemical<br />
bond<br />
Surface finish Moderately coarse<br />
to glossy<br />
Thick, 50 μm-cm Thin to thick, 0.1<br />
μm-mm<br />
Low Low to moderate Moderate to high Low<br />
Good mechanical<br />
bond<br />
Coating materials Metals Powder/wire,<br />
polymers,<br />
metals/ceramics<br />
Very good<br />
chemical bond to<br />
excellent diffusion<br />
bond<br />
Very thin to<br />
moderate<br />
Moderate<br />
mechanical bond<br />
to good chemical<br />
bond<br />
Coarse to smooth Smooth to glossy Smooth to high<br />
gloss<br />
Metals, ceramics,<br />
polymers<br />
Metals, ceramics,<br />
polymers<br />
Major coating methods include electro/electroless plating (EP/ElsP), chemical vapor deposition (CVD),<br />
physical vapor deposition (PVD), and thermal spray (TS). Both the initial equipment costs and the<br />
operating costs for EP/ElsP coatings are relatively low. However, the by-products are considered highly<br />
toxic and are subject to increasingly stricter government regulation, thereby making storage, reclamation,<br />
and disposal major economic concerns. <strong>Thermal</strong> spray equipment, and therefore its cost, varies widely<br />
from simple combustion devices to computer-controlled low-pressure plasma spray systems.<br />
The operating costs are very much dependent on the cost <strong>of</strong> consumables such as powder, wire, or rod<br />
materials as well as the quantities and types <strong>of</strong> gases used. Equipment costs for CVD are moderate, with<br />
the understanding that neutralization <strong>of</strong> the output gases is an integral part <strong>of</strong> any system. The operating<br />
costs <strong>of</strong> CVD are dominated by precursor gas costs and the frequent need to clean the systems. The cost<br />
<strong>of</strong> PVD coating equipment is very high, due to the need to maintain high vacuums in chambers <strong>of</strong><br />
sufficient volume to make the process cost-effective. Operating costs are associated with the degree <strong>of</strong><br />
surface cleanliness necessary for coating adhesion, as well as the target costs.<br />
Back to TOC<br />
Back to Overview<br />
6