SHS Jointing, Flowdrill & Hollo-Bolt - Tata Steel
SHS Jointing, Flowdrill & Hollo-Bolt - Tata Steel
SHS Jointing, Flowdrill & Hollo-Bolt - Tata Steel

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
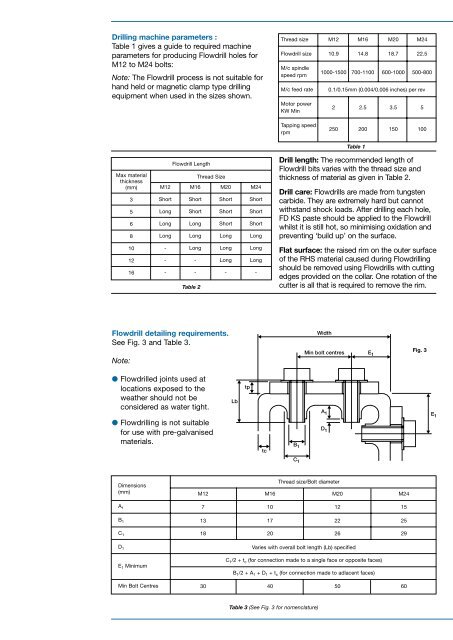
Drilling machine parameters :<br />
Table 1 gives a guide to required machine<br />
parameters for producing <strong>Flowdrill</strong> holes for<br />
M12 to M24 bolts:<br />
Note: The <strong>Flowdrill</strong> process is not suitable for<br />
hand held or magnetic clamp type drilling<br />
equipment when used in the sizes shown.<br />
Max material<br />
thickness<br />
(mm)<br />
<strong>Flowdrill</strong> detailing requirements.<br />
See Fig. 3 and Table 3.<br />
Note:<br />
3<br />
5<br />
6<br />
8<br />
10<br />
12<br />
16<br />
Table 2<br />
● <strong>Flowdrill</strong>ed joints used at<br />
locations exposed to the<br />
weather should not be<br />
considered as water tight.<br />
● <strong>Flowdrill</strong>ing is not suitable<br />
for use with pre-galvanised<br />
materials.<br />
Dimensions<br />
(mm)<br />
A 1<br />
B 1<br />
C 1<br />
D 1<br />
E 1 Minimum<br />
Min <strong>Bolt</strong> Centres<br />
M12<br />
Short<br />
Long<br />
Long<br />
Long<br />
-<br />
-<br />
-<br />
<strong>Flowdrill</strong> Length<br />
M16<br />
Short<br />
Short<br />
Long<br />
Long<br />
Long<br />
-<br />
-<br />
Thread Size<br />
M12<br />
7<br />
13<br />
18<br />
30<br />
M20<br />
Short<br />
Short<br />
Short<br />
Long<br />
Long<br />
Long<br />
-<br />
Lb<br />
tp<br />
M24<br />
Short<br />
Short<br />
Short<br />
Long<br />
Long<br />
Long<br />
-<br />
tc<br />
M16<br />
10<br />
17<br />
20<br />
40<br />
Thread size<br />
<strong>Flowdrill</strong> size<br />
M/c spindle<br />
speed rpm<br />
M/c feed rate<br />
Motor power<br />
KW Min<br />
Tapping speed<br />
rpm<br />
Table 3 (See Fig. 3 for nomenclature)<br />
M12<br />
10.9<br />
1000-1500<br />
2<br />
250<br />
M16<br />
14.8<br />
700-1100<br />
Table 1<br />
Drill length: The recommended length of<br />
<strong>Flowdrill</strong> bits varies with the thread size and<br />
thickness of material as given in Table 2.<br />
Drill care: <strong>Flowdrill</strong>s are made from tungsten<br />
carbide. They are extremely hard but cannot<br />
withstand shock loads. After drilling each hole,<br />
FD KS paste should be applied to the <strong>Flowdrill</strong><br />
whilst it is still hot, so minimising oxidation and<br />
preventing ‘build up’ on the surface.<br />
Flat surface: the raised rim on the outer surface<br />
of the RHS material caused during <strong>Flowdrill</strong>ing<br />
should be removed using <strong>Flowdrill</strong>s with cutting<br />
edges provided on the collar. One rotation of the<br />
cutter is all that is required to remove the rim.<br />
B 1<br />
C 1<br />
Width<br />
Min bolt centres<br />
Thread size/<strong>Bolt</strong> diameter<br />
2.5<br />
200<br />
M20<br />
18.7<br />
600-1000<br />
3.5<br />
150<br />
M24<br />
22.5<br />
500-800<br />
0.1/0.15mm (0.004/0.006 inches) per rev<br />
M20<br />
12<br />
22<br />
26<br />
Varies with overall bolt length (Lb) specified<br />
C 1/2 + t c (for connection made to a single face or opposite faces)<br />
B 1/2 + A 1 + D 1 + t c (for connection made to adlacent faces)<br />
A 1<br />
D 1<br />
50<br />
E 1<br />
M24<br />
15<br />
25<br />
29<br />
60<br />
5<br />
100<br />
Fig. 3<br />
E 1