

The EC-630PP HMC - Haas - Haas Automation, Inc.
The EC-630PP HMC - Haas - Haas Automation, Inc.
The EC-630PP HMC - Haas - Haas Automation, Inc.

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
success was often the result of both scientific analysis and<br />
mechanical tinkering, is what shaped Stopanio’s future. It also<br />
proved the value of analytical research and development. “In<br />
racing, if you follow the leaders, you’ll always be behind<br />
them,” Stopanio observes. “You have to do research and<br />
development in order to stay ahead.” It’s a firm belief that he’s<br />
carried over into manufacturing.<br />
Stopanio’s in-house manufacturing began when he<br />
discovered there were very few reliable sources for the rocker<br />
arms his demanding engines required, so he researched the<br />
problem and developed a way to make his own. Recognizing<br />
this as yet another unique opportunity, Stopanio launched<br />
Scorpion Performance in 1999. He brought over the team of<br />
engine builders and engineers he’d groomed at Blue Thunder,<br />
and began another determined race to contribute to the<br />
automotive performance industry with products “Made in<br />
America, and Proud of it.”<br />
Smart Machine Details<br />
Scorpion’s rocker arms start out as cut-to-length<br />
extrusions of 7000-series aluminum. <strong>The</strong>y’re milled on six<br />
sides, drilled in two axes, CMM inspected, de-burred, mirrorpolished,<br />
anodized and laser-etched before going to the<br />
24 | www.<strong>Haas</strong>CNC.com<br />
assembly area. <strong>The</strong>re, steel trunnion seats, pins and rollers are<br />
pressed in automatically. It’s work that’s either labor-intensive<br />
or machine-intensive, depending on how you approach it.<br />
Stopanio uses automated machines to do as much of the work<br />
as possible.<br />
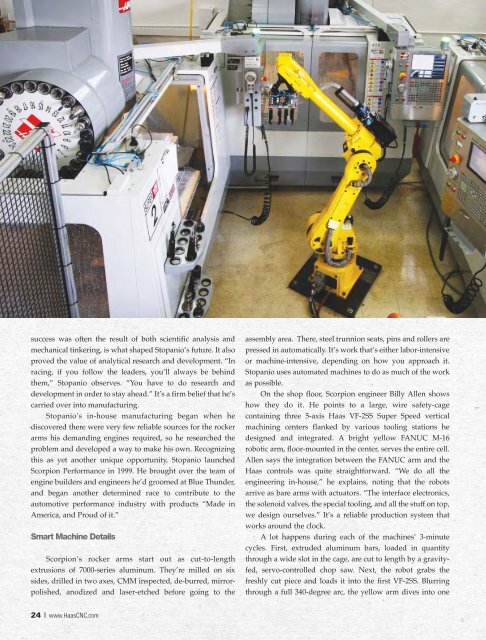
On the shop floor, Scorpion engineer Billy Allen shows<br />
how they do it. He points to a large, wire safety-cage<br />
containing three 5-axis <strong>Haas</strong> VF-2SS Super Speed vertical<br />
machining centers flanked by various tooling stations he<br />
designed and integrated. A bright yellow FANUC M-16<br />
robotic arm, floor-mounted in the center, serves the entire cell.<br />
Allen says the integration between the FANUC arm and the<br />
<strong>Haas</strong> controls was quite straightforward. “We do all the<br />
engineering in-house,” he explains, noting that the robots<br />
arrive as bare arms with actuators. “<strong>The</strong> interface electronics,<br />
the solenoid valves, the special tooling, and all the stuff on top,<br />
we design ourselves.” It’s a reliable production system that<br />
works around the clock.<br />
A lot happens during each of the machines’ 3-minute<br />
cycles. First, extruded aluminum bars, loaded in quantity<br />
through a wide slot in the cage, are cut to length by a gravityfed,<br />
servo-controlled chop saw. Next, the robot grabs the<br />
freshly cut piece and loads it into the first VF-2SS. Blurring<br />
through a full 340-degree arc, the yellow arm dives into one
