ALUSIL®-Cylinder Blocks Porsche V6/V8 - KSPG AG
ALUSIL®-Cylinder Blocks Porsche V6/V8 - KSPG AG
ALUSIL®-Cylinder Blocks Porsche V6/V8 - KSPG AG

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
ALUSIL ® -<strong>Cylinder</strong> <strong>Blocks</strong><br />
<strong>Porsche</strong> <strong>V6</strong>/<strong>V8</strong>
1. ALUSIL ® Concept<br />
KS Aluminium-Technologie GmbH has specialised almost exclusively<br />
on aluminium cylinder blocks for the past ten years.<br />
With KS/ALUSIL ® , the company is the market leader for cylinder<br />
blocks made of the hypereutectic AlSi17Cu4Mg alloy.<br />
ALUSIL ® cylinder blocks have gained wide acceptance in<br />
spark-ignition engines for premier-class passenger cars with<br />
a V block design, large swept volume and many cylinders.<br />
The state-of-the-art casting process for the ALUSIL ® alloy is<br />
low-pressure die casting. An ALUSIL ® cylinder block excels<br />
through its monolithic character. Due to precipitation of primary<br />
silicon which is finely distributed in the structure in<br />
the form of small, very hard and thus wear-resistant crystals,<br />
an additional reinforcement of the cylinder bores is not required<br />
(see KS Aluminium-Technologie product information<br />
“Low pressure die cast cylinder blocks”). KS Aluminium-<br />
2<br />
Technologie has continuously optimized the ALUSIL ® concept<br />
in connection with low-pressure die casting, and successively<br />
raised the vertical range of manufacture, i.e. the<br />
scope of machining in the foundry.<br />
2. Pre-machining of low-pressure die cast cylinderblocks<br />
<strong>Cylinder</strong> blocks produced in low-pressure die casting process<br />
meet high quality standards. This is first of all ensured<br />
by the low-turbulence die filling, typical of this casting process,<br />
as well as the directional solidification. In addition, a<br />
large number of quality tests are applied, such as leak tests<br />
of the areas that come into contact with coolants and lubricating<br />
oil, x-ray examination, crack tests as well as an ultrasonic<br />
test of the bulkheads. In order to obtain a fast qual-<br />
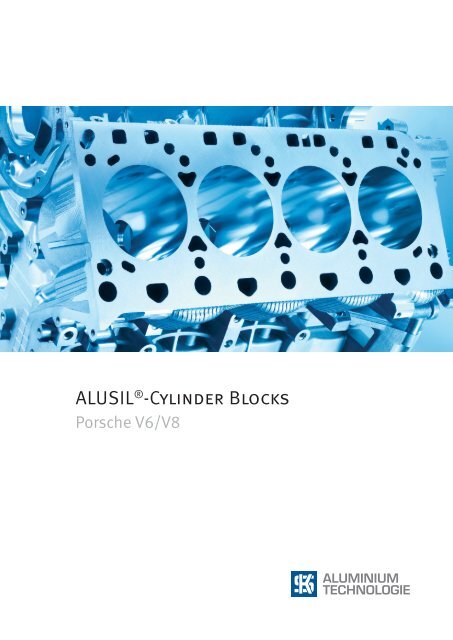
Fig. 1: ALUSIL ® -cylinder blocks from KS Aluminium-Technologie. Casting and finish machining from one single source illustrated by the<br />
example of the <strong>Porsche</strong> <strong>V8</strong> cylinder block for the “Cayenne” and „Panamera“
ity feedback, it has become common practise to perform<br />
more or less comprehensive premachining processes at the<br />
foundry. These processes serve to detect quality defects and<br />
ensure that only those parts are delivered to the customer<br />
that fulfil the requirements set out in the specification. Besides<br />
tests of critical areas before supplying the parts, double<br />
processing can be avoided by an intelligent definition of<br />
the interface between the foundry and finishing processes at<br />
the automobile manufacturer.<br />
3. From pre-machining to finish machining –<br />
a logical step<br />
During the past few years, the interface between premachining<br />
and finish machining has increasingly shifted towards<br />
the foundry. In bulk production, however, the finish machining<br />
processes for the cylinder block are still regarded as a<br />
core competency of the vehicle manufacturers. Niche products,<br />
by contrast, present a different picture. With production<br />
volumes of up to 50.000 parts per year, outsourcing the<br />
finish machining process for the cylinder block can mean a<br />
considerable relief for the vehicle manufacturer. For foundries<br />
with sufficient machining experience, this constitutes a<br />
logical step forward and offers an interesting challenge to<br />
in-crease the vertical range of manufacture.<br />
4. <strong>Porsche</strong> <strong>V6</strong>/<strong>V8</strong> project<br />
For the development of the <strong>V6</strong> and <strong>V8</strong> engine for the “Panamera”<br />
and for the “Cayenne”, Dr. Ing. h.c. F. <strong>Porsche</strong> <strong>AG</strong><br />
decided to have the cylinder block cast and finish machined<br />
at one single place. KS Aluminium-Technologie was in the<br />
vantage position to be able to refer to its successful series<br />
delivery of the first <strong>V8</strong> engine generation for the “Cayenne”<br />
to bring to bear its competence as the market leader for cylinder<br />
blocks from hypereutectic aluminium alloys (ALUSIL ® ).<br />
Moreover, it could offer a convincing concept for the mixed<br />
machining of <strong>V6</strong>/<strong>V8</strong> including a new building at its Neckarsulm<br />
location, with new, linked manufacturing centres as<br />
well as the closeness of casting and machining facilities – an<br />
especially attractive feature to persuade the customer. On<br />
top of this was KS Aluminium-Technologie’s renewed assent<br />
Fig. 2: Water jacket sand cores with distributor duct on the<br />
outside and collector duct on the inside<br />
Fig. 3: Ejection of the casting<br />
3
to take over the responsibility for honing the ALUSIL ® cylinder<br />
bore surfaces. This involved the development to commercial<br />
maturity of the process of mechanical uncovering of the<br />
silicon crystals in a final honing step with an optimised cycle<br />
time for ALUSIL ® . To this end, KS Aluminium-Technologie<br />
was able to deploy its experience with the series production<br />
4<br />
Top part of the cylinder block<br />
� Core manufacture<br />
� Casting<br />
� Sawing off the ingate<br />
� Milling the cylinder deck<br />
� Core removal<br />
� Heat treatment<br />
Quality tests<br />
1. Visual inspection<br />
2. X-ray examination<br />
3. Ultrasonic inspection of the<br />
bulkheads<br />
4. 3D dimension test<br />
5. Crack detection<br />
6. Hardness testing<br />
Individual machining of the<br />
top part<br />
� Raw casting inspection<br />
� Pre-machining<br />
� Washing<br />
� Cooling<br />
� Leak test<br />
Machining of assembled parts<br />
� Bolting<br />
� Cooling<br />
� Assembly machining<br />
� Washing<br />
� Cooling<br />
� Honing<br />
� Washing, part identification,<br />
demounting<br />
� Mounting of small parts<br />
Foundry/Preprocessing<br />
� Casting<br />
Finish machining<br />
Bedplate<br />
� Heat treatment<br />
� Sawing off the ingate<br />
� Cutting<br />
Quality tests<br />
1. Visual inspection<br />
2. Hardness testing<br />
3. Crack detection<br />
4. X-ray examination<br />
5. 3D dimension test<br />
Individual machining of the<br />
bedplate<br />
� Raw casting inspection<br />
� Pre-machining<br />
� Washing<br />
� Cooling<br />
� Leak test<br />
� Pinning<br />
Quality tests<br />
1. Visual inspections<br />
2. SPC-Tests<br />
3. Dimensional monitoring<br />
„in process“<br />
4. 3D dimensional test<br />
5. Surface measurements<br />
6. <strong>Cylinder</strong> form measurement<br />
7. Evaluation of Si destruction<br />
8. Residual dirt analyses<br />
9. Final inspection<br />
Fig. 4: Manufacturing process for the <strong>Porsche</strong> <strong>V6</strong>/<strong>V8</strong> cylinder<br />
block<br />
of the first <strong>V8</strong> engine generation. In addition, in connection<br />
with Project 9A1 for the current generation of the opposedcylinder<br />
engine of models 911 Boxster, <strong>Porsche</strong> and Cayman<br />
likewise placed the order with KS Aluminium-Technologie as<br />
single source provider embracing the full value chain.<br />
4.1 Description of the cylinder block<br />
Two-part design: top part (block) + bed plate<br />
The cylinder block of the <strong>Porsche</strong> <strong>V6</strong>/<strong>V8</strong> engine has a<br />
two-part, extremely rigid structure consisting of the top<br />
part and bed plate with a potential for further development.<br />
The cylinder distance is 108 mm, the bore diameter<br />
amounts to 96 mm. The interface is on a level with the<br />
crankshaft centre line. The cylinder benches form the 90°<br />
angle typical of <strong>V6</strong>/<strong>V8</strong> engines. The top part of the cylinder<br />
block has a closed-deck design and is made of the proven<br />
ALUSIL ® alloy by low-pressure die casting. The block is stabilised,<br />
meaning that a T5 heat treatment is employed. The<br />
bedplate is also cast at KS Aluminium-Technologie from alloy<br />
AlSi7Mg0.3 applying the low-pressure die casting method.<br />
Before use, components from this temper-hardened alloy require<br />
a “complete” T6 heat treatment, consisting of solution<br />
annealing, quenching and subsequent artificial ageing.The<br />
cylinder block is used both in the naturally aspirated and<br />
turbo-charged engines.<br />
Machining instead of coring for secondary-air and lubricating-oil<br />
supplies as well as crank case ventilation<br />
and/or pulsation pressure compensation<br />
On the outside of each cylinder bench below the cylinder<br />
deck, a secondary air duct is located. It is connected to the<br />
cylinder head via bores in the cylinder deck. The secondary<br />
air duct is not cored, but deep-hole drilled.<br />
At the bottom of the V between the cylinder benches, the<br />
main oil gallery is located. The oil jets for piston cooling arranged<br />
at the crankcase side are directly connected to the<br />
main oil gallery. The main oil gallery is supplied by a pressure<br />
oil duct that runs upwards diagonally from the interface
on the front side. The unpressurised oil drain ducts are arranged<br />
on the outside side walls of the top part of the cylinder<br />
block.<br />
On both sides of the main oil gallery, there are ducts that<br />
are connected with the crankcase on the one hand and, via<br />
risers on the V insides, with the cylinder deck on the other.<br />
This duct system serves for ventilation, i.e. the extraction of<br />
blow-by gases into the cylinder head, where they are recycled<br />
on the inlet side after passing through an oil separator.<br />
The main oil gallery and the blow-by longitudinal ducts are<br />
not cored, but deep-hole drilled. In other cases, too, drilling<br />
is preferred to coring for low-pressure die-cast parts, if practicable.<br />
The oil drain ducts, for example, are cored on the<br />
upper side, but drilled from below. Each of the bulkheads<br />
has two openings (windows) to equalise pressure pulsation.<br />
These are deep-hole drilled from one side and capped on<br />
the gearbox side.<br />
Key development projects<br />
Development efforts focused on the efficient use of the available<br />
material potential while at the same time preserving a<br />
rigid baseline design. Compared to the forerunner generation<br />
of the <strong>V8</strong> engine, a total weight reduction by 13.5 kg<br />
was achieved thanks to the design innovation geared to the<br />
selective reduction of the wall thicknesses, the elimination<br />
of the grey cast inlays and the integrated oil separator wall in<br />
the bedplate. So, among other benefits, the higher thermal<br />
expansion of aluminium can be partly compensated for to<br />
control the main bearing play. The area of the main bearings<br />
is provided with a double screw connection (four main bearing<br />
screws per bulkhead). The distinctly improved equalization<br />
in cylinder pressure distribution thus achieved enabled<br />
the screw stress to be lowered and as a result cylinder distortions<br />
were reduced by up to 28 % compared to the previous<br />
engine generation.<br />
Fig. 5: CNC-machining center with interconnection Fig. 6: Automized transfer of bedplates<br />
5
4.2 Manufacturing concept for the cylinder block<br />
4.2.1 Casting<br />
The top and bottom parts of the cylinder block are cast in<br />
the recently erected foundry building in state-of-the-art<br />
low-pressure casting bays (Figures 2 and 3). Gating is performed<br />
at the centre below the bulkheads. The steel dies are<br />
equipped with a well thought-out cooling system in the cylinder<br />
bore steel core and “bottom tower steel core” area (the<br />
“bottom tower cores” form the crankcase). The casting process<br />
is completely monitored and documented by means of<br />
the socalled “Intellution” system. Downstream of the casting<br />
process, the decoring, sawing and milling operations as<br />
well as quality checks are performed.<br />
6<br />
4.2.2 Finish machining of individual parts<br />
The cylinder block is finish machined on newly installed<br />
equipment. To this end, an existing building was restructured<br />
and extended. The foundry and machining equipment<br />
are located within immediate vicinity. The manufacturing<br />
concept for the ALUSIL ® cylinder block is shown in Fig. 4. In<br />
addition, Figures 5 to 10 provide an impression of individual<br />
manufacturing stations and operations performed at these<br />
places.<br />
Fig. 7: Automized transfer of machined cylinder blocks Fig. 8: Married and screwed components
The manufacturing sequence is composed of the following<br />
main processes:<br />
Parallel machining of the cylinder block upper part and<br />
bed plate, cleaning, storing/cooling and leak test<br />
Marriage of the two individual parts, assembly processing,<br />
honing including mechanical uncovering of silicon<br />
crystals<br />
Between different operations: cleaning and/or storing/<br />
cooling<br />
As a final step, cleaning, high-pressure cleaning and deburring,<br />
assembly of small parts and quality checks.<br />
5. Summary and conclusion<br />
With the supply of finish machined and honed ALUSIL ® cylinder<br />
blocks for the <strong>V8</strong> engine of the <strong>Porsche</strong> “Cayenne” and<br />
“Panamera” KS Aluminium-Technologie is furnishing proof<br />
of its extended competence and capability in this field. The<br />
project points the way to the future for niche products with<br />
small to medium production outputs.<br />
Fig. 9: Honing facility (cylinder bores and crankshaft bearing bores) Fig. 10: Dimensional test with 3D coordinate measuring machine<br />
7
KS Aluminium-Technologie GmbH · Hafenstraße 25 · 74172 Neckarsulm · GERMANY<br />
Tel. +49 7132 33-1 · Fax +49 7132 33-4357 · www.kspg.com<br />
Subject to alterations. Printed in Germany. A|IX|k