Radiometrie RM 312
Radiometrie RM 312
Radiometrie RM 312

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<strong>Radiometrie</strong> <strong>RM</strong> <strong>312</strong><br />
Medidor Multifunción Instantáneo<br />
Características<br />
• Compensación de aleación<br />
• Resolución del perfil transversal<br />
de 5 mm (0,20 pulg)<br />
• Canal rápido de línea central AGC<br />
• Medición precisa de la anchura<br />
• Datos de perfil de temperatura<br />
• Perfil de longitud<br />
• Posición de la lámina<br />
• Planeza de la lámina (opcional)<br />
• Estación opcional para archivo<br />
de datos<br />
• Medición de la velocidad<br />
de la lámina (opcional)<br />
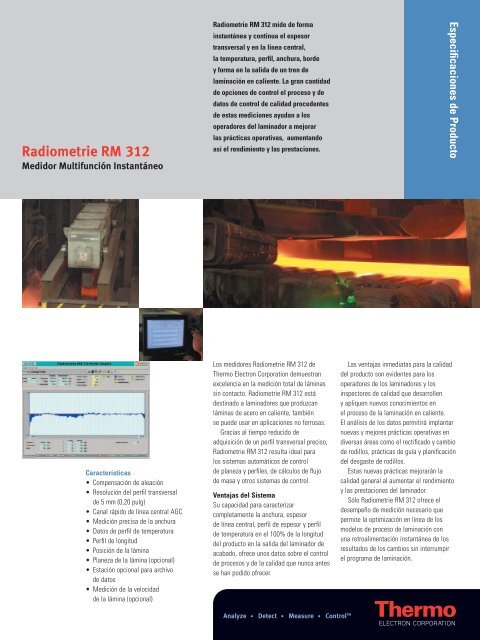
<strong>Radiometrie</strong> <strong>RM</strong> <strong>312</strong> mide de forma<br />
instantánea y continua el espesor<br />
transversal y en la línea central,<br />
la temperatura, perfil, anchura, borde<br />
y forma en la salida de un tren de<br />
laminación en caliente. La gran cantidad<br />
de opciones de control el proceso y de<br />
datos de control de calidad procedentes<br />
de estas mediciones ayudan a los<br />
operadores del laminador a mejorar<br />
las prácticas operativas, aumentando<br />
así el rendimiento y las prestaciones.<br />
Los medidores <strong>Radiometrie</strong> <strong>RM</strong> <strong>312</strong> de<br />
Thermo Electron Corporation demuestran<br />
excelencia en la medición total de láminas<br />
sin contacto. <strong>Radiometrie</strong> <strong>RM</strong> <strong>312</strong> está<br />
destinado a laminadores que produzcan<br />
láminas de acero en caliente, también<br />
se puede usar en aplicaciones no ferrosas.<br />
Gracias al tiempo reducido de<br />
adquisición de un perfil transversal preciso,<br />
<strong>Radiometrie</strong> <strong>RM</strong> <strong>312</strong> resulta ideal para<br />
los sistemas automáticos de control<br />
de planeza y perfiles, de cálculos de flujo<br />
de masa y otros sistemas de control.<br />
Ventajas del Sistema<br />
Su capacidad para caracterizar<br />
completamente la anchura, espesor<br />
de línea central, perfil de espesor y perfil<br />
de temperatura en el 100% de la longitud<br />
del producto en la salida del laminador de<br />
acabado, ofrece unos datos sobre el control<br />
de procesos y de la calidad que nunca antes<br />
se han podido ofrecer.<br />
Analyze • Detect • Measure • Control TM<br />
Especificaciones de Producto<br />
Las ventajas inmediatas para la calidad<br />
del producto son evidentes para los<br />
operadores de los laminadores y los<br />
inspectores de calidad que desarrollen<br />
y apliquen nuevos conocimientos en<br />
el proceso de la laminación en caliente.<br />
El análisis de los datos permitirá implantar<br />
nuevas y mejores prácticas operativas en<br />
diversas áreas como el rectificado y cambio<br />
de rodillos, prácticas de guía y planificación<br />
del desgaste de rodillos.<br />
Estas nuevas prácticas mejorarán la<br />
calidad general al aumentar el rendimiento<br />
y las prestaciones del laminador.<br />
Sólo <strong>Radiometrie</strong> <strong>RM</strong> <strong>312</strong> ofrece el<br />
desempeño de medición necesario que<br />
permite la optimización en línea de los<br />
modelos de proceso de laminación con<br />
una retroalimentación instantánea de los<br />
resultados de los cambios sin interrumpir<br />
el programa de laminación.
Especificaciones de Producto<br />
Funciones de Compensación<br />
Para optimizar la precisión del sistema<br />
<strong>Radiometrie</strong> <strong>RM</strong> <strong>312</strong> al medir materiales<br />
con diferentes aleaciones, se incluye<br />
de forma estándar una gama de funciones<br />
de compensación de aleaciones.<br />
Además, debido a que los bordes de la<br />
lámina están a menudo mucho más fríos que<br />
el centro, es necesario utilizar un pirómetro<br />
de barrido, para que pueda aplicarse<br />
la compensación correcta de temperatura<br />
a la medición de cada elemento detector.<br />
Poco tiempo después de que el material<br />
caliente abandone la salida del laminador,<br />
la posición vertical y la orientación de la<br />
lámina no está suficientemente definida<br />
como para permitir una medición de perfil<br />
precisa y coherente en ausencia de la<br />
compensación de la posición de la lámina.<br />
Lámina en Caliente<br />
Matriz de Detectores<br />
Estación del Operador EPOS<br />
Ethernet TCP/IP<br />
Fuentes de Rayos X<br />
El diseño estereoscópico de <strong>Radiometrie</strong><br />
<strong>RM</strong> <strong>312</strong> soluciona este problema. Al contar<br />
con dos fuentes de radiación separadas<br />
transversalmente y cambiar rápidamente entre<br />
ellas alternadamente, la matriz de detectores<br />
recibe dos imágenes diferentes, en rápida<br />
sucesión, de la transición del borde de lámina,<br />
tomadas desde posiciones diferentes.<br />
A partir de la geometría del sistema es<br />
posible calcular las posiciones de los bordes<br />
mediante un programa especial desarrollado<br />
originalmente para tomografía por computadora.<br />
Después de determinar la posición absoluta<br />
en el espacio de cada punto a lo largo de la<br />
lámina, los errores de dispersión y los<br />
relacionados con los ángulos se pueden<br />
corregir automáticamente—los primeros a partir<br />
de los datos de calibración y los segundos<br />
mediante el cálculo del ángulo de la lámina.<br />
Pantallas de Sistema<br />
El sistema <strong>Radiometrie</strong> <strong>RM</strong> <strong>312</strong> incluye varias<br />
pantallas gráficas para el operador del<br />
laminador y/o el inspector del control de calidad.<br />
Los datos de medición se procesan en<br />
tiempo real para generar las pantallas<br />
siguientes:<br />
• Mapas con códigos de colores de los<br />
perfiles transversales de espesor y<br />
temperatura.<br />
• Mapas con códigos de colores de los<br />
perfiles longitudinales de espesor y<br />
temperatura.<br />
• Representación gráfica de los perfiles<br />
transversales de espesor y temperatura.<br />
• Pantalla puntual del espesor, corona,<br />
cuña y borde.<br />
• Estadísticas gráficas y numéricas de los<br />
parámetros medidos y calculados.<br />
Además de las pantallas indicadas, el<br />
sistema también ofrece señales analógicas<br />
y digitales para el ordenador de control del<br />
laminador y para el análisis de procesos.<br />
Componentes Electrónicos de Proceso<br />
Panel de Servicios y<br />
Caja de Conexiones<br />
Unidad de Refrigeración
Rendimiento del Sistema<br />
El sistema <strong>Radiometrie</strong> <strong>RM</strong> <strong>312</strong> está diseñado<br />
para ofrecer datos en toda la longitud del<br />
producto sobre la posición de bordes y perfiles<br />
transversales de espesor y temperatura.<br />
Su instalación cercana al último laminador<br />
permite el control dinámico del perfil<br />
del espesor transversal mediante el<br />
desplazamiento (roll shifting) o la curvatura<br />
(roll bending) del rodillo.<br />
La derivación de la señal AGC se realiza<br />
calculando la posición del centro real del<br />
material en relación con los medidores,<br />
determinando el espesor de este punto y<br />
derivando una señal proporcional a la<br />
desviación respecto al objetivo. Varias señales<br />
de elementos de detección, similares a un<br />
medidor de espesor tradicional se combinan<br />
automáticamente para ofrecer una salida<br />
AGC de respuesta rápida y de bajo ruido.<br />
Las mediciones de anchura de la lámina<br />
se realizan con la misma frecuencia que las<br />
del perfil de espesor y, a diferencia de otros<br />
medidores, se pueden relacionar<br />
directamente con la medición de perfil<br />
de espesor, independientemente de la<br />
inclinación o elevación del producto.<br />
Se realizan 40 mediciones transversales<br />
del perfil de temperatura por segundo<br />
con una precisión típica de ±5°C (±9°F).<br />
Los valores de cuña, corona, borde y la<br />
posición de la lámina en relación con la<br />
mesa se calculan y muestran cada 100 ms.<br />
Hay salidas disponibles para alertar al<br />
operador y al ordenador del laminador de la<br />
presencia de espesores no conformes con la<br />
tolerancia, picos, etc.<br />
<strong>Radiometrie</strong> <strong>RM</strong> <strong>312</strong> incluye elementos<br />
redundantes, tanto en la generación de<br />
rayos X como en los sistemas de detección.<br />
El medidor funcionará de ser necesario con<br />
una sola fuente de rayos X ó con un elemento<br />
detector defectuoso. En caso de que un<br />
elemento detector parezca estar defectuoso,<br />
se identifica y elimina automáticamente<br />
del perfil y de las salidas AGC.<br />
Los errores de medición debido a la<br />
acumulación de suciedad y los efectos<br />
de desplazamiento se cancelan mediante<br />
una estandarización que se realiza<br />
automáticamente al final de cada rollo.<br />
Características de la Medición<br />
de Planeza del <strong>Radiometrie</strong> <strong>RM</strong> <strong>312</strong><br />
Los medidores <strong>Radiometrie</strong> <strong>RM</strong> <strong>312</strong> estándar<br />
monitorean la posición en el espacio, tanto<br />
horizontal como vertical, del borde de la lámina<br />
con gran precisión. Estos datos se miden<br />
en toda la lámina, perpendicularmente<br />
a la dirección de proceso y se actualizan<br />
cada 5 ms. El algoritmo estándar del medidor<br />
utiliza esta información para producir una<br />
línea recta que une los puntos de cada<br />
actualización. Después de calcular la<br />
pendiente de la línea recta, un segundo<br />
algoritmo compensa las mediciones realizadas<br />
para cada fuente de radiación frente a los<br />
errores de triangulación y radiación dispersa.<br />
Curvatura Transversal<br />
En este contexto, curvatura es una medición<br />
de la divergencia de la línea indicada por<br />
las mediciones de posición entre bordes<br />
respecto a una línea recta.<br />
Un algoritmo estándar estima el cambio<br />
incremental del ángulo de esta línea en la<br />
lámina. Esto se realiza realizando mediciones<br />
simultáneas utilizando las dos fuentes de<br />
radiación y analizando sus diferencias en la<br />
lámina —hay que recordar que después de<br />
una compensación del ángulo de línea recta,<br />
las dos fuentes tendrán el mismo espesor.<br />
Después de conocer la posición instantánea<br />
del borde con gran precisión el software<br />
describe una curva óptima a través de los<br />
puntos de datos y obtiene la medición<br />
de la curvatura. Las mediciones sucesivas<br />
se pueden promediar a lo largo del tiempo.<br />
Planeza<br />
Los errores de planeza (forma) se producen<br />
cuando la tasa de extrusión en el filo<br />
del laminador no es constante en toda<br />
su anchura. Esto provoca bordes ondulados,<br />
combaduras en el centro y otros defectos<br />
similares que aparecen como un movimiento<br />
vertical de la lámina.<br />
La planeza se puede calcular automáticamente<br />
a partir de las mediciones de curvatura<br />
anteriores cuando se tiene en cuenta un<br />
parámetro de tiempo. Para este fin, la<br />
velocidad de lámina en la línea central se mide<br />
constantemente con gran precisión gracias<br />
a un sensor óptico incorporado. El medidor<br />
de perfil integra el cambio en la curvatura<br />
de la sección transversal frente al tiempo<br />
para producir una variación de la superficie.<br />
Los datos de planeza se suministrarán como<br />
un desplazamiento vertical en diferentes<br />
puntos a lo ancho de la lámina o como una<br />
razón entre el desplazamiento vertical y la<br />
longitud de onda (en unidades-I). Por debajo<br />
de unas 100 unidades-I, el efecto sin compensar<br />
de la planeza sobre las mediciones de espesor<br />
y del perfil es muy pequeño y normalmente<br />
es despreciable. Por encima de este valor y<br />
conforme aumenta el valor de unidades-l,<br />
existe un deterioro progresivo de la precisión<br />
del espesor del medidor. Por ello la compensación<br />
es tan importante. Sin embargo, el efecto<br />
sobre la precisión del perfil en la referencia<br />
central sigue siendo despreciable (siempre<br />
que no se supere el rango de medición del<br />
medidor) si los valores de unidad-I medidos<br />
en puntos a lo ancho no difieren en gran<br />
medida—por ejemplo en > 100 unidades-l.<br />
Pantalla del sistema<br />
de diversas variables<br />
<strong>Radiometrie</strong> <strong>RM</strong> <strong>312</strong> — Medidor Multifunción Instantáneo
Software<br />
<strong>Radiometrie</strong> <strong>RM</strong> <strong>312</strong> — Medidor Multifunción Instantáneo<br />
©2005 Thermo Electron Corporation. Todos los derechos reservados. Las especificaciones, condiciones y precios están sujetos a cambios.<br />
Algunos productos no están disponibles en todos los países. Póngase en contacto con los representantes locales para obtener más información.<br />
Código de documento: PI.9015.1005.SP<br />
Process Instruments Division<br />
China<br />
+86 (21) 54657588<br />
+86 (21) 64451101 fax<br />
Francia<br />
+33 (1) 609-248-00<br />
+33 (1) 609-249-00 fax<br />
Alemania<br />
+49 (9131) 998-0<br />
+49 (9131) 998-230 fax<br />
India<br />
+91 (20) 401-1245<br />
+91 (20) 612-5739 fax<br />
Pantalla EPOS de<br />
la dinámica del perfil<br />
Pantalla del sistema de<br />
los parámetros de planeza<br />
Reino Unido<br />
+44 (1452) 337-800<br />
+44 (1452) 415-156 fax<br />
EE.UU<br />
+1 (800) 488-4399<br />
+1 (858) 452-9250 fax<br />
www.thermo.com/metals