

Optimización de moldes - cicnetwork
Optimización de moldes - cicnetwork
Optimización de moldes - cicnetwork

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Entorno CIC | Mesa <strong>de</strong> i<strong>de</strong>as: Crecimiento y competividad<br />
Proyectos <strong>de</strong><br />
investigación<br />
<strong>Optimización</strong> <strong>de</strong> mol<strong>de</strong>s<br />
elaborados con sistemas aglomerantes <strong>de</strong> naturaleza química<br />
Itziar Berriozabalgoitia 1 , David Peña 1 , Guillermo Trillo 1 , Julián Izaga 1 y Per Rolf Roland 2<br />
A la hora <strong>de</strong> <strong>de</strong>splegar estrategias <strong>de</strong> reducción <strong>de</strong> costos <strong>de</strong> fabricación en fundición y optimizar la calidad <strong>de</strong> los componentes fundidos <strong>de</strong> gran<br />
tamaño, pue<strong>de</strong>n diseñarse diferentes planes <strong>de</strong> acción, si bien en este caso se plantea la conveniencia <strong>de</strong> profundizar en el conocimiento <strong>de</strong> los<br />
mol<strong>de</strong>s <strong>de</strong> arena aglomerada mediante sistemas <strong>de</strong> naturaleza furánica.<br />
Des<strong>de</strong> diferentes sectores industriales (máquina herramienta, estampación,<br />
motores marinos, sistemas <strong>de</strong> generación <strong>de</strong> energía, componentes<br />
eólicos, etc.) se <strong>de</strong>mandan piezas <strong>de</strong> fundición <strong>de</strong> hierro <strong>de</strong> gran tamaño.<br />
De entre todos ellos, se ha tomado como referencia el sector eólico, ya<br />
que las circunstancias que concurren en las condiciones <strong>de</strong> servicio<br />
resultan especialmente exigentes. Las solicitaciones a fatiga, la mejora<br />
1. azterlan, Metallurgical Technical Centre<br />
2. P. R. Roland, Foundry Consultant AS<br />
“Este artículo es una versión <strong>de</strong> la comunicación presentada por el<br />
centro tecnológico ik4-azterlan en el 70 Congreso Mundial <strong>de</strong><br />
Fundición, en el que recibió la calificación <strong>de</strong> Best Paper Award”.<br />
56<br />
<strong>de</strong> las propieda<strong>de</strong>s mecánicas y la ausencia <strong>de</strong> <strong>de</strong>fectos superficiales<br />
( fenómenos <strong>de</strong> reacción) e internos (rechupes), se han convertido en<br />
claves <strong>de</strong> futuro. Ante esta realidad, que perfectamente pue<strong>de</strong> hacerse<br />
extensiva a otros sectores, resulta obligado reflexionar sobre el papel<br />
que <strong>de</strong>sempeñan los mol<strong>de</strong>s, principalmente <strong>de</strong>s<strong>de</strong> la perspectiva <strong>de</strong> su<br />
estabilidad a elevada temperatura.<br />
Las mejoras en la calidad <strong>de</strong>l mol<strong>de</strong> permiten introducir en la tecnología<br />
<strong>de</strong> fundición importantes reducciones en términos <strong>de</strong> costos <strong>de</strong> fabricación,<br />
ya que en la medida que dicha estabilidad se optimice, se podrán<br />
<strong>de</strong>sarrollar modos <strong>de</strong> trabajo que incorporen importantes mejoras competitivas.<br />
El aprovechamiento <strong>de</strong> la expansión grafítica como método<br />
<strong>de</strong> auto-alimentación adquiere, en este caso, su verda<strong>de</strong>ra relevancia.<br />
En efecto, para garantizar la calidad interna <strong>de</strong> las piezas <strong>de</strong> gran tamaño,<br />
lo habitual es recurrir a sistemas <strong>de</strong> alimentación basados en<br />
enfriadores y mazarotas. Su minimización o eliminación se traduce en<br />
una importante reducción <strong>de</strong> costos, ya que a la mejora <strong>de</strong>l rendimiento<br />
neto/bruto, <strong>de</strong>be añadirse las reducciones en las operaciones <strong>de</strong> acabado,<br />
en los gastos <strong>de</strong>rivados <strong>de</strong> su utilización y la minimización <strong>de</strong> <strong>de</strong>fectos.<br />
A las mejoras a las que se ha hecho referencia anteriormente, es necesario<br />
añadir aquellas que se <strong>de</strong>rivan <strong>de</strong>l uso racional <strong>de</strong> los productos<br />
químicos propios <strong>de</strong> estos sistemas <strong>de</strong> mol<strong>de</strong>o. En efecto, en base a la<br />
optimización <strong>de</strong> las características <strong>de</strong> los mol<strong>de</strong>s, es posible <strong>de</strong>sarrollar<br />
formas <strong>de</strong> trabajo capaces <strong>de</strong> reducir la cantidad <strong>de</strong> resina-catalizador.<br />
Procedimiento experimental<br />
Las características <strong>de</strong> los componentes fundidos <strong>de</strong> gran tamaño, la calidad<br />
superficial y su sanidad interna, son el resultado <strong>de</strong> la combinación<br />
<strong>de</strong> tres claves fundamentales: correcto diseño <strong>de</strong>l sistema <strong>de</strong> llenado y<br />
alimentación, una cuidada metalurgia <strong>de</strong>l hierro líquido y un mol<strong>de</strong> que<br />
goce <strong>de</strong> la necesaria estabilidad a elevada temperatura.<br />
En general, los criterios <strong>de</strong> evaluación <strong>de</strong> la calidad <strong>de</strong> los mol<strong>de</strong>s son<br />
subjetivos, limitándose, en la mayoría <strong>de</strong> los casos, al control <strong>de</strong> su dureza<br />
(proceso manual) y a la medida <strong>de</strong> las características potenciales <strong>de</strong>l<br />
sistema aglomerante utilizado (probetas).<br />
La justificación <strong>de</strong> este proyecto <strong>de</strong> investigación se basa en la necesidad<br />
<strong>de</strong> reducir la cantidad <strong>de</strong> resina/catalizador, en garantizar la calidad <strong>de</strong><br />
las piezas fundidas y en minimizar el uso <strong>de</strong> enfriadores y mazarotas.<br />
El procedimiento experimental se ha basado en la práctica industrial y,<br />
por ello, los <strong>de</strong>sarrollos a escala <strong>de</strong> laboratorio han sido <strong>de</strong>bidamente<br />
contrastados mediante la correspondiente industrialización. La comparativa<br />
entre los procesos habituales <strong>de</strong> fabricación y las alternativas<br />
<strong>de</strong>rivadas <strong>de</strong> este <strong>de</strong>sarrollo, han sido verda<strong>de</strong>ramente <strong>de</strong>terminantes a<br />
la hora <strong>de</strong> evaluar las aportaciones <strong>de</strong>l ensayo quimisand.<br />
Puesta a punto <strong>de</strong>l test quimisand<br />
Las reflexiones iniciales han estado relacionadas con la necesidad <strong>de</strong> evaluar<br />
la calidad <strong>de</strong>l mol<strong>de</strong> <strong>de</strong>s<strong>de</strong> la perspectiva <strong>de</strong> su estabilidad-cohesión<br />
o grado <strong>de</strong> empaquetamiento <strong>de</strong> la arena. Se han evaluado diferentes<br />
indicadores (permeabilidad, dureza, peso <strong>de</strong> probeta y resistencia a la<br />
erosión), si bien se llega a la conclusión <strong>de</strong> que el parámetro más representativo<br />
es la resistencia a la compresión.<br />
En la puesta a punto <strong>de</strong>l ensayo se ha <strong>de</strong>finido la forma y dimensiones <strong>de</strong><br />
las probetas, el grado <strong>de</strong> 'atacado', los tiempos <strong>de</strong> curado y la práctica <strong>de</strong><br />
medida <strong>de</strong> la resistencia a la compresión. Las arenas a evaluar se toman<br />
en el momento <strong>de</strong>l mol<strong>de</strong>o, <strong>de</strong> tal modo que la mezcla <strong>de</strong> la 'probeta test'<br />
es semejante a la <strong>de</strong>l mol<strong>de</strong>.<br />
Tanto las 'probetas test' como los 'trépanos' extraídos <strong>de</strong>l mol<strong>de</strong>, son <strong>de</strong><br />
forma cilíndrica, siendo su diámetro y altura 50mm.<br />
Al utilizarse como aglomerante un sistema furánico, ha sido necesario<br />
trazar las curvas resistencia/tiempo <strong>de</strong> curado. De este modo, se ha<br />
validado el ensayo quimisand, ya que se han revisado numerosas publicaciones<br />
que han servido <strong>de</strong> referencia y contraste.<br />
Equipamiento<br />
Tras la <strong>de</strong>finición dimensional y geométrica <strong>de</strong> las probetas <strong>de</strong> ensayo, se<br />
<strong>de</strong>sarrolla el equipamiento necesario para la evaluación <strong>de</strong> la resistencia<br />
a la compresión, diferenciándose dos secuencias:<br />
· ·· Preparación/extracción <strong>de</strong> probetas. 'Probetas test' y 'trépanos'.<br />
· ·· Medidas <strong>de</strong> resistencia a la compresión.<br />
Preparación/extracción <strong>de</strong> probetas<br />
Las llamadas 'probetas test' se conforman mediante un dispositivo al<br />
que se <strong>de</strong>signa 'atacador', siendo su forma cilíndrica y altura-diámetro<br />
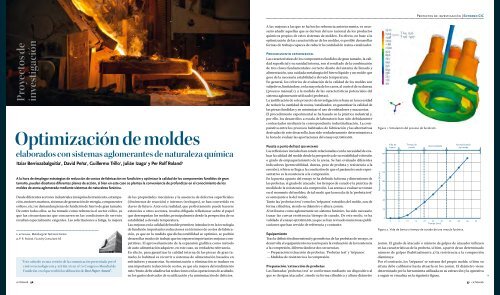
Figura 1. Simulación <strong>de</strong>l proceso <strong>de</strong> fundición.<br />
Resistencia (N/cm 2 )<br />
140<br />
120<br />
100<br />
80<br />
60<br />
40<br />
20<br />
0<br />
Vida <strong>de</strong><br />
banco<br />
Tiempo <strong>de</strong><br />
curado<br />
Proyectos <strong>de</strong> investigación | Entorno CIC<br />
Desmo<strong>de</strong>lado<br />
Acondicionado<br />
<strong>de</strong>l mol<strong>de</strong><br />
0 5 10 15 20 25 30 35 40 45 50<br />
Tiempo (min)<br />
Figura 2. Vida <strong>de</strong> banco y tiempo <strong>de</strong> curado <strong>de</strong> una mezcla furánica.<br />
50mm. 400 El grado <strong>de</strong> 'atacado' o número <strong>de</strong> golpes <strong>de</strong> atacador influyen<br />
en las características <strong>de</strong> la probeta, si bien, a partir <strong>de</strong> un <strong>de</strong>terminado<br />
350<br />
344<br />
número <strong>de</strong> golpes (habitualmente 3) la resistencia a la compresión<br />
disminuye.<br />
300<br />
Por el contrario, los 'trépanos' se extraen <strong>de</strong>l propio mol<strong>de</strong>, si bien su<br />
250<br />
altura <strong>de</strong>be calibrarse hasta situarla 242 en los 50mm. El diámetro viene<br />
216<br />
<strong>de</strong>terminado 200 por la herramienta utilizada en su extracción y la operativa<br />
189<br />
a seguir se visualiza en la siguiente 172 figura.<br />
Resistencia a compresión (N/cm 2 )<br />
450<br />
150<br />
100<br />
50<br />
144<br />
Probetas test<br />
123<br />
132<br />
91<br />
57<br />
→
Entorno CIC | Proyectos <strong>de</strong> investigación<br />
Figura 3. Caracterización microscópica <strong>de</strong> las mezclas <strong>de</strong> mol<strong>de</strong>o.<br />
En la preparación <strong>de</strong> las 'probetas test', se utiliza el método <strong>de</strong> 'peso<br />
constante', modificándose el grado <strong>de</strong> compactación hasta la <strong>de</strong>finición<br />
<strong>de</strong> las condiciones i<strong>de</strong>ales <strong>de</strong> atacado y curado <strong>de</strong> las mezclas. Mediante<br />
los ensayos finales se <strong>de</strong>termina la potencialidad o resistencia máxima<br />
<strong>de</strong> una <strong>de</strong>terminada mezcla.<br />
Medidas <strong>de</strong> resistencia<br />
La etapa más laboriosa es la preparación <strong>de</strong> las probetas, si bien a la<br />
hora <strong>de</strong> po<strong>de</strong>r manejar los resultados es necesario tener en cuenta el<br />
'tiempo <strong>de</strong> curado'.<br />
Las probetas a ensayar se posicionan en una máquina universal <strong>de</strong><br />
ensayos, con la única particularidad <strong>de</strong> que sea capaz <strong>de</strong> <strong>de</strong>sarrollar<br />
y registrar fuerzas <strong>de</strong> compresión <strong>de</strong> hasta los 12.500n. Se ha comprobado<br />
que los resultados son poco sensibles a la velocidad <strong>de</strong> ensayo y,<br />
por ello, únicamente se ha establecido el límite máximo <strong>de</strong> velocidad<br />
(v
0<br />
0 1 2 3 4<br />
Prueba<br />
5 6 7 8<br />
Entorno CIC | Proyectos <strong>de</strong> investigación<br />
Resistencia Resistencia a compresión (N/cm (kN) 2 Resistencia (N/cm ) 2 )<br />
8<br />
140<br />
140<br />
7<br />
120<br />
1206<br />
100<br />
1005<br />
804<br />
80<br />
3<br />
60<br />
60<br />
Vida <strong>de</strong><br />
Vida<br />
banco<br />
<strong>de</strong><br />
banco<br />
2<br />
resistencia / Nº golpes <strong>de</strong> atacador<br />
40<br />
40<br />
1<br />
20<br />
20<br />
0<br />
0 1 2 3 4 5 6 7 8<br />
0<br />
Nº <strong>de</strong> golpes <strong>de</strong> atacador<br />
0 5 10 15 20 25 30 35 40 45 50<br />
0 5 10 15 20 Tiempo 25 (min) 30 35 40 45 50<br />
Figura 7. Evolución <strong>de</strong> la resistencia a la Tiempo compresión (min) en función <strong>de</strong>l número <strong>de</strong><br />
golpes <strong>de</strong> atacador.<br />
Resistencia a compresión (N/cm2 Resistencia a compresión (N/cm ) 2 )<br />
450<br />
450<br />
400<br />
400<br />
350<br />
350<br />
300<br />
300<br />
60<br />
5.322<br />
Tiempo <strong>de</strong><br />
Tiempo<br />
curado<br />
<strong>de</strong><br />
curado<br />
6.054<br />
6.731<br />
Desmo<strong>de</strong>lado<br />
Desmo<strong>de</strong>lado<br />
6.079<br />
5.614<br />
Acondicionado<br />
Acondicionado<br />
<strong>de</strong>l mol<strong>de</strong><br />
<strong>de</strong>l mol<strong>de</strong><br />
5.224 5.186<br />
250<br />
250<br />
200<br />
200<br />
150<br />
150<br />
100<br />
100<br />
144<br />
144<br />
189<br />
189<br />
172<br />
172<br />
242<br />
242<br />
123<br />
123<br />
132<br />
132<br />
91<br />
91<br />
216<br />
216<br />
50<br />
50<br />
Probetas test<br />
Probetas test<br />
Trépano<br />
Trépano<br />
0 0<br />
1<br />
2<br />
3<br />
4 5<br />
4 Prueba 5<br />
Prueba<br />
6<br />
7<br />
8<br />
9<br />
Figura 8. Estado inicial. Valores <strong>de</strong> resistencia a compresión.<br />
Resistencia a compresión (N/cm2 Resistencia a compresión (N/cm ) 2 )<br />
350<br />
350<br />
300<br />
300<br />
250<br />
250<br />
200<br />
200<br />
150<br />
150<br />
100<br />
100<br />
50<br />
50<br />
200<br />
200<br />
208<br />
208<br />
Probetas test<br />
Probetas test<br />
Trépano<br />
Trépano<br />
210<br />
210<br />
344<br />
344<br />
0 0 1 2 3 4 5 6 7 8<br />
0 1 2 3 Prueba 4 5 6 7 8<br />
Prueba<br />
8<br />
7<br />
6.731<br />
180<br />
180<br />
220<br />
220<br />
Figura 9. Valores <strong>de</strong> resistencia a compresión tras los cambios <strong>de</strong> proceso.<br />
185<br />
185<br />
200<br />
200<br />
evaluarse. La sistemática comparación <strong>de</strong> resultados ha permitido<br />
visualizar importantes diferencias, siendo frecuentes cifras que llegan<br />
a superar el 50%.<br />
Conclusiones<br />
A la hora <strong>de</strong> optimizar la calidad <strong>de</strong> las piezas fundidas <strong>de</strong> gran tamaño,<br />
la medida <strong>de</strong> las características <strong>de</strong>l mol<strong>de</strong>, expresadas en términos <strong>de</strong><br />
grado <strong>de</strong> atacado o <strong>de</strong> resistencia a la compresión, es <strong>de</strong>terminante. La<br />
implantación <strong>de</strong> este sistema <strong>de</strong> control permite conocer la realidad <strong>de</strong>l<br />
mol<strong>de</strong> y, en consecuencia, diseñar estrategias <strong>de</strong> mejora competitiva.<br />
Mediante el método quimisand se establecen inter-comparaciones entre<br />
la realidad <strong>de</strong>l mol<strong>de</strong> y la potencialidad <strong>de</strong>l sistema <strong>de</strong> mol<strong>de</strong>o, pudiéndose<br />
<strong>de</strong> este modo <strong>de</strong>finir el gap existente entre ambas.<br />
El test que se propone es <strong>de</strong> fácil implantación, ya que a la sencillez <strong>de</strong><br />
la metodología <strong>de</strong> trabajo, <strong>de</strong>be añadirse el bajo costo <strong>de</strong>l equipamiento<br />
necesario. Su interpretación es simple y las oportunida<strong>de</strong>s <strong>de</strong> optimización<br />
<strong>de</strong>l proceso son muy significativas.<br />
Des<strong>de</strong> el punto <strong>de</strong> vista <strong>de</strong> los costos <strong>de</strong> fabricación, las oportunida<strong>de</strong>s<br />
que aparecen asociadas al ensayo quimisand son muy evi<strong>de</strong>ntes. A<br />
la minimización <strong>de</strong> <strong>de</strong>fectos, la reducción <strong>de</strong> las adiciones <strong>de</strong> resinacatalizador,<br />
las facilida<strong>de</strong>s <strong>de</strong> recuperación <strong>de</strong> las mezclas ya utilizadas,<br />
es necesario añadir las oportunida<strong>de</strong>s en la reducción o eliminación <strong>de</strong><br />
mazarotas y enfriadores.<br />
Tomando como referencia los resultados <strong>de</strong> los ensayos, es posible <strong>de</strong>finir<br />
nuevos conceptos <strong>de</strong> diseño, <strong>de</strong> tal forma que la expansión grafítica pueda<br />
utilizarse como herramienta <strong>de</strong> corrección <strong>de</strong> los <strong>de</strong>fectos <strong>de</strong> contracción.<br />
Referencias<br />
1. Chemical Stabilisation of Sand : Part VIII-Furan Resins as Dune and Coastal Sand Stabiliser<br />
Ram Gopal, Jeevan Singh and Ghanshyam Das.<br />
2. Solutions to the increasing technical and health and safety <strong>de</strong>mands in the moulding process of<br />
big size wind energy castings D. Jaime Prat. Iberia ashland Chemical s.a.. vi International<br />
Foundry Technical Forum.<br />
3. Properties of ceramic mold for open cell. Bo-Youn Hur, Bu-Keun Park, Sang-Youl Kim, Hoon<br />
Bae. Gyeongsang National University. Korea. 66 th World Foundry Congress.<br />
4. Improved performance by engineered coatings. Reinhardt Stötzel (Ashland-Südchemie-<br />
Kernfest GmbH, Germany).<br />
Mesa <strong>de</strong> i<strong>de</strong>as: Crecimiento y competividad | Entorno CIC<br />
61<br />
→



