Ejercicio de CNC
Ejercicio de CNC
Ejercicio de CNC

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
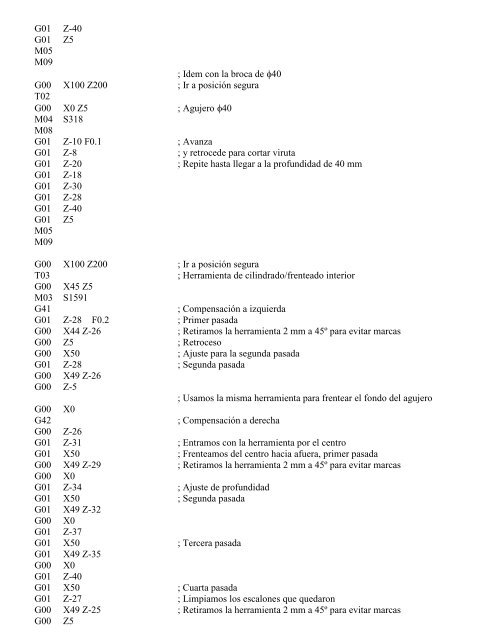
G01 Z-40<br />
G01<br />
M05<br />
M09<br />
Z5<br />
G00<br />
T02<br />
X100 Z200<br />
; I<strong>de</strong>m con la broca <strong>de</strong> 40<br />
; Ir a posición segura<br />
G00 X0 Z5 ; Agujero 40<br />
M04<br />
M08<br />
S318<br />
G01 Z-10 F0.1 ; Avanza<br />
G01 Z-8 ; y retroce<strong>de</strong> para cortar viruta<br />
G01 Z-20 ; Repite hasta llegar a la profundidad <strong>de</strong> 40 mm<br />
G01 Z-18<br />
G01 Z-30<br />
G01 Z-28<br />
G01 Z-40<br />
G01<br />
M05<br />
M09<br />
Z5<br />
G00 X100 Z200 ; Ir a posición segura<br />
T03 ; Herramienta <strong>de</strong> cilindrado/frenteado interior<br />
G00 X45 Z5<br />
M03 S1591<br />
G41 ; Compensación a izquierda<br />
G01 Z-28 F0.2 ; Primer pasada<br />
G00 X44 Z-26 ; Retiramos la herramienta 2 mm a 45º para evitar marcas<br />
G00 Z5 ; Retroceso<br />
G00 X50 ; Ajuste para la segunda pasada<br />
G01 Z-28 ; Segunda pasada<br />
G00 X49 Z-26<br />
G00 Z-5<br />
; Usamos la misma herramienta para frentear el fondo <strong>de</strong>l agujero<br />
G00 X0<br />
G42 ; Compensación a <strong>de</strong>recha<br />
G00 Z-26<br />
G01 Z-31 ; Entramos con la herramienta por el centro<br />
G01 X50 ; Frenteamos <strong>de</strong>l centro hacia afuera, primer pasada<br />
G00 X49 Z-29 ; Retiramos la herramienta 2 mm a 45º para evitar marcas<br />
G00 X0<br />
G01 Z-34 ; Ajuste <strong>de</strong> profundidad<br />
G01 X50 ; Segunda pasada<br />
G01 X49 Z-32<br />
G00 X0<br />
G01 Z-37<br />
G01 X50 ; Tercera pasada<br />
G01 X49 Z-35<br />
G00 X0<br />
G01 Z-40<br />
G01 X50 ; Cuarta pasada<br />
G01 Z-27 ; Limpiamos los escalones que quedaron<br />
G00 X49 Z-25 ; Retiramos la herramienta 2 mm a 45º para evitar marcas<br />
G00 Z5