DTélécharger en version PDF (566 KB) - Makino Europe GmbH
DTélécharger en version PDF (566 KB) - Makino Europe GmbH
DTélécharger en version PDF (566 KB) - Makino Europe GmbH

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
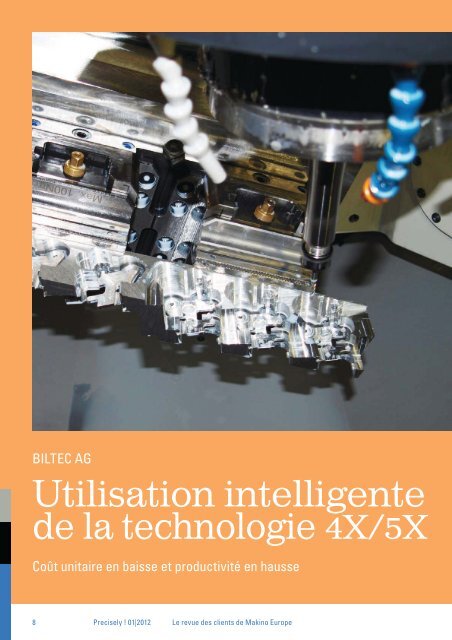
BILTEC AG<br />
Utilisation intellig<strong>en</strong>te<br />
de la technologie 4X/5X<br />
Coût unitaire <strong>en</strong> baisse et productivité <strong>en</strong> hausse<br />
8<br />
Precisely ! 01|2012<br />
Le revue des cli<strong>en</strong>ts de <strong>Makino</strong> <strong>Europe</strong>
Toutes les applications n’ont pas besoin de technologie<br />
5 axes. Alors que certains travaux ne<br />
sont possibles qu’avec un c<strong>en</strong>tre d’usinage 5<br />
axes, d’autres moins complexes sont mieux<br />
adaptés à une machine 4 axes. L’important est<br />
de choisir la bonne machine pour le bon travail.<br />
Chez Biltec AG, le directeur général Dietmar<br />
Tho<strong>en</strong>y gère son <strong>en</strong>treprise avec succès <strong>en</strong><br />
réservant un c<strong>en</strong>tre <strong>Makino</strong> D500 5 axes aux<br />
pièces cubiques complexes et un c<strong>en</strong>tre <strong>Makino</strong><br />
a61s 4 axes aux pièces de configuration plus<br />
simple. En déployant intelligemm<strong>en</strong>t le D500 il<br />
a réduit les coûts unitaires et augm<strong>en</strong>té la productivité<br />
de l’usinage, autant d’avantages décisifs<br />
<strong>en</strong> période de vive concurr<strong>en</strong>ce tarifaire.<br />
Dietmar Tho<strong>en</strong>y : « Plus une pièce est<br />
Complexe, plus elle doit être précise,<br />
plus le D500 est fait pour elle ».<br />
Pour Marcel Grüninger, associé de<br />
Biltec AG, le D500 5 axes est le<br />
complém<strong>en</strong>t idéal du a61s 4 axes.<br />
Expertise <strong>en</strong> optique<br />
Biltec AG a été fondée <strong>en</strong> 2001 par Otmar Bilgeri à Widnau,<br />
une ville de la vallée du Rhin à la frontière <strong>en</strong>tre la Suisse et<br />
le Vorarlberg <strong>en</strong> Autriche. Actuellem<strong>en</strong>t l’<strong>en</strong>treprise emploie<br />
12 personnes <strong>en</strong> deux équipes (5:00 – 23:00) mais les machines<br />
sont souv<strong>en</strong>t utilisées <strong>en</strong> trois équipes, la nuit ou le week-<br />
<strong>en</strong>d. Le cœur de métier de Biltec réside dans l’usinage à com-<br />
mande numérique de pièces et de composants finis pour des<br />
applications dans les domaines de l’optique et de l’arp<strong>en</strong>tage.<br />
La taille des lots varie de lots unitaires à des productions<br />
<strong>en</strong> séries de 10 000 pièces. 80% des pièces usinées sont <strong>en</strong><br />
aluminium, le reste se partage <strong>en</strong>tre acier chromé, acier d’outi-<br />
llage et titane. La plupart des cli<strong>en</strong>ts de Biltec sont des <strong>en</strong>treprises<br />
suisses ou autrichi<strong>en</strong>nes des régions <strong>en</strong>vironnantes,<br />
mais on trouve aussi des <strong>en</strong>treprises allemandes. Diet-<br />
mar Tho<strong>en</strong>y sait ce que veul<strong>en</strong>t ses cli<strong>en</strong>ts avant tout : « une<br />
précision d’usinage de moins de 5 µm et un fini de surface de<br />
très haute qualité ». C’est tout particulièrem<strong>en</strong>t vrai dans le<br />
secteur de l’optique.<br />
Passage réussi à <strong>Makino</strong><br />
Le premier c<strong>en</strong>tre d’usinage de Biltec n’était pas un c<strong>en</strong>tre<br />
<strong>Makino</strong>. Comme le fondateur et directeur de l’époque, Otmar<br />
Bilgeri, n’était pas satisfait de la qualité ni de la fiabilité du<br />
travail, il a changé il y a cinq ans pour un c<strong>en</strong>tre d’usinage<br />
horizontal <strong>Makino</strong> a61. Dietmar Tho<strong>en</strong>y rappelle que la raison<br />
principale de ce choix était qu’Otmar Bilgeri a été convaincu<br />
par la conception du refroidissem<strong>en</strong>t <strong>Makino</strong>, un système<br />
qui élimine efficacem<strong>en</strong>t la chaleur au niveau du bord<br />
de coupe de l’outil et des pièces usinées. La stabilité thermique<br />
de l’a61 garantit le degré de précision souhaité même<br />
après de longues heures d’usinage. Otmar Bilgeri et son successeur<br />
Dietmar Tho<strong>en</strong>y ont été <strong>en</strong>chantés de la performance<br />
de l’a61. « Sa fiabilité, sa rapidité d’exécution et la qualité de<br />
l’usinage se sont montrés excell<strong>en</strong>ts », déclare Dietmar Tho<strong>en</strong>y.<br />
De plus, le premier appel au service d’assistance technique<br />
<strong>Makino</strong> a eu lieu au bout de 4 ans et demi d’un fonctionnem<strong>en</strong>t<br />
impeccable. L’excell<strong>en</strong>t résultat obt<strong>en</strong>u avec l’a61 a persuadé<br />
Biltec de commander d’autres machines <strong>Makino</strong>.<br />
9<br />
www.makino.eu
Passage à l’usinage 5 axes<br />
Le premier a61 a été livré <strong>en</strong> décembre 2006, le deuxième <strong>en</strong><br />
mars 2010, puis ont suivi un D500 <strong>en</strong> mai 2011 et un troisième<br />
a61 <strong>en</strong> novembre 2011. Il est intéressant de noter que Dietmar<br />
Tho<strong>en</strong>y a acheté la dernière machine 4 axes après avoir acheté<br />
le D500 5 axes. Ce c<strong>en</strong>tre d’usinage vertical, explique Diet-<br />
mar Tho<strong>en</strong>y, est utilisé surtout pour les lots de grande taille<br />
et les pièces cubiques complexes. « Plus une pièce est complexe,<br />
plus elle doit être précise, mieux elle est adaptée au D500.<br />
L’usinage 5 axes n’est r<strong>en</strong>table que si on utilise la bonne machine<br />
». Deux pièces produites par Biltec illustr<strong>en</strong>t le type de<br />
travaux usinés avec le D500 équipé du changeur de palette<br />
automatique, du magasin de 113 outils et du robot Erowa :<br />
// Les supports de prisme sont désormais finis <strong>en</strong> un seul<br />
serrage au lieu de deux auparavant. Ainsi que le souligne<br />
Dietmar Tho<strong>en</strong>y, ceci évite les décalages lors du repositionnem<strong>en</strong>t<br />
pour le deuxième serrage et accélère le délai<br />
de fabrication de 20 à 25%. Ce qui représ<strong>en</strong>te un énorme<br />
gain de temps pour un lot de 2 500 pièces.<br />
// La platine principale visible sur la photo <strong>en</strong> bas à droite<br />
est utilisée dans les équipem<strong>en</strong>ts d’arp<strong>en</strong>tage. Initialem<strong>en</strong>t<br />
meulée aux États-Unis, elle est désormais fraisée<br />
chez Biltec <strong>en</strong> un seul serrage avec un gain de temps.<br />
Non seulem<strong>en</strong>t le D500 apporte une précision contrôlée<br />
de 5 µm pour des lots de 240 pièces, déclare Dietmar<br />
Tho<strong>en</strong>y, mais <strong>en</strong> plus il a éliminé le problème des rejets.<br />
10<br />
Precisely ! 01|2012<br />
Le revue des cli<strong>en</strong>ts de <strong>Makino</strong> <strong>Europe</strong><br />
Les secrets de la réussite<br />
Dietmar Tho<strong>en</strong>y est un touche-à-tout. Après son appr<strong>en</strong>tissage<br />
sur machine-outil, il a passé son diplôme d’ingénieur et<br />
travaillé comme acheteur de machines-outils. Mais son savoir-faire<br />
ét<strong>en</strong>du et sa grande capacité de travail (« 14 heures<br />
par jour ne me font pas peur ») ne sont pas les seuls raisons<br />
de sa réussite comme directeur général de Biltec. « La<br />
philosophie de l’<strong>en</strong>treprise est de réaliser le plus de travaux<br />
possibles <strong>en</strong> un seul serrage », explique Dietmar Tho<strong>en</strong>y. «<br />
Le facteur décisif réside dans un process de fabrication stable<br />
et sans problèmes. La précision remarquable et la performance<br />
stable sur le long terme de nos machines <strong>Makino</strong><br />
nous permett<strong>en</strong>t de produire nos pièces à des prix compétitifs.<br />
Et avec le D500 nous avons atteint une précision vérifiée<br />
qui se situe autour de 2–3 µm. »<br />
Le bilan économique de l’usinage haut de gamme<br />
L’exemple de Biltec AG prouve qu’un investissem<strong>en</strong>t dans<br />
une machine <strong>Makino</strong> haut de gamme se justifie <strong>en</strong> termes<br />
économiques pour deux raisons. D’abord, la fiabilité et la<br />
qualité du D500 permet d’usiner des pièces complexes <strong>en</strong> un<br />
seul serrage, ce qui fait gagner du temps, réduit les coûts de<br />
main-d’œuvre et baisse le prix de revi<strong>en</strong>t à l’unité. D’ailleurs,<br />
certains travaux ne peuv<strong>en</strong>t être réalisés que sur une machine<br />
5 axes haut de gamme, et c’est justem<strong>en</strong>t la capacité à<br />
usiner des pièces cubiques complexes qui donne aux meilleurs<br />
fabricants d’<strong>Europe</strong> un avantage concurr<strong>en</strong>tiel sur les<br />
pays à bas salaires. Enfin, la fiabilité et la stabilité à long terme<br />
des machines <strong>Makino</strong> haut de gamme de Biltec font baisser<br />
le coût total de possession. Mais même la meilleure des<br />
machines doit être utilisée avec intellig<strong>en</strong>ce. C’est là que<br />
l’habileté de Dietmar Tho<strong>en</strong>y à sélectionner la meilleure machine<br />
pour les meilleurs résultats, qu’il s’agisse d’un<br />
a61 4 axes ou d’un D500 5 axes, fait toute la différ<strong>en</strong>ce<br />
dans la réussite économique de Biltec.<br />
Platine principale usinée <strong>en</strong><br />
un seul serrage sur le D500.