Cahier Scientifique 02 | 2011 (PDF) - Revue Technique ...
Cahier Scientifique 02 | 2011 (PDF) - Revue Technique ...
Cahier Scientifique 02 | 2011 (PDF) - Revue Technique ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
CAHIER SCIENTIFIQUE | REVUE TECHNIQUE LUXEMBOURGEOISE 2 | <strong>2011</strong><br />
41<br />
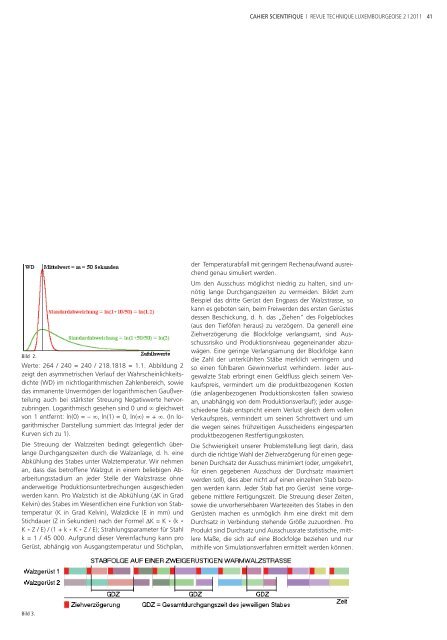
Bild 2.<br />
Werte: 264 / 240 = 240 / 218.1818 = 1.1. Abbildung 2<br />
zeigt den asymmetrischen Verlauf der Wahrscheinlichkeitsdichte<br />
(WD) im nichtlogarithmischen Zahlenbereich, sowie<br />
das immanente Unvermögen der logarithmischen Gaußverteilung<br />
auch bei stärkster Streuung Negativwerte hervorzubringen.<br />
Logarithmisch gesehen sind 0 und gleichweit<br />
von 1 entfernt: ln(0) = – , ln(1) = 0, ln() = + . (In logarithmischer<br />
Darstellung summiert das Integral jeder der<br />
Kurven sich zu 1).<br />
Die Streuung der Walzzeiten bedingt gelegentlich überlange<br />
Durchgangszeiten durch die Walzanlage, d. h. eine<br />
Abkühlung des Stabes unter Walztemperatur. Wir nehmen<br />
an, dass das betroffene Walzgut in einem beliebigen Abarbeitungsstadium<br />
an jeder Stelle der Walzstrasse ohne<br />
anderweitige Produktionsunterbrechungen ausgeschieden<br />
werden kann. Pro Walzstich ist die Abkühlung (ΔK in Grad<br />
Kelvin) des Stabes im Wesentlichen eine Funktion von Stabtemperatur<br />
(K in Grad Kelvin), Walzdicke (E in mm) und<br />
Stichdauer (Z in Sekunden) nach der Formel ΔK = K * (k *<br />
K * Z / E) / (1 + k * K * Z / E); Strahlungsparameter für Stahl<br />
k = 1 / 45 000. Aufgrund dieser Vereinfachung kann pro<br />
Gerüst, abhängig von Ausgangstemperatur und Stichplan,<br />
der Temperaturabfall mit geringem Rechenaufwand ausreichend<br />
genau simuliert werden.<br />
Um den Ausschuss möglichst niedrig zu halten, sind unnötig<br />
lange Durchgangszeiten zu vermeiden. Bildet zum<br />
Beispiel das dritte Gerüst den Engpass der Walzstrasse, so<br />
kann es geboten sein, beim Freiwerden des ersten Gerüstes<br />
dessen Beschickung, d. h. das „Ziehen“ des Folgeblockes<br />
(aus den Tieföfen heraus) zu verzögern. Da generell eine<br />
Ziehverzögerung die Blockfolge verlangsamt, sind Ausschussrisiko<br />
und Produktionsniveau gegeneinander abzuwägen.<br />
Eine geringe Verlangsamung der Blockfolge kann<br />
die Zahl der unterkühlten Stäbe merklich verringern und<br />
so einen fühlbaren Gewinnverlust verhindern. Jeder ausgewalzte<br />
Stab erbringt einen Geldfluss gleich seinem Verkaufspreis,<br />
vermindert um die produktbezogenen Kosten<br />
(die anlagenbezogenen Produktionskosten fallen sowieso<br />
an, unabhängig von dem Produktionsverlauf); jeder ausgeschiedene<br />
Stab entspricht einem Verlust gleich dem vollen<br />
Verkaufspreis, vermindert um seinen Schrottwert und um<br />
die wegen seines frühzeitigen Ausscheidens eingesparten<br />
produktbezogenen Restfertigungskosten.<br />
Die Schwierigkeit unserer Problemstellung liegt darin, dass<br />
durch die richtige Wahl der Ziehverzögerung für einen gegebenen<br />
Durchsatz der Ausschuss minimiert (oder, umgekehrt,<br />
für einen gegebenen Ausschuss der Durchsatz maximiert<br />
werden soll), dies aber nicht auf einen einzelnen Stab bezogen<br />
werden kann. Jeder Stab hat pro Gerüst seine vorgegebene<br />
mittlere Fertigungszeit. Die Streuung dieser Zeiten,<br />
sowie die unvorhersehbaren Wartezeiten des Stabes in den<br />
Gerüsten machen es unmöglich ihm eine direkt mit dem<br />
Durchsatz in Verbindung stehende Größe zuzuordnen. Pro<br />
Produkt sind Durchsatz und Ausschussrate statistische, mittlere<br />
Maße, die sich auf eine Blockfolge beziehen und nur<br />
mithilfe von Simulationsverfahren ermittelt werden können.<br />
Bild 3.<br />
Bild 3.