MANUEL D'UTILISATION Type BB200 - Kitagawa Europe
MANUEL D'UTILISATION Type BB200 - Kitagawa Europe
MANUEL D'UTILISATION Type BB200 - Kitagawa Europe

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
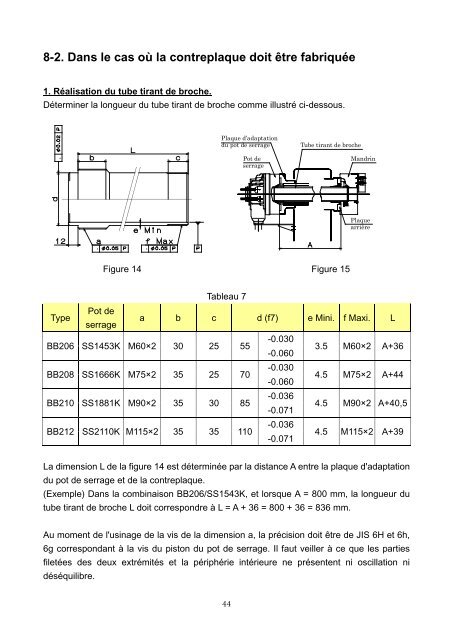
8-2. Dans le cas où la contreplaque doit être fabriquée1. Réalisation du tube tirant de broche.Déterminer la longueur du tube tirant de broche comme illustré ci-dessous.Plaque d’adaptationdu pot de serragePot deserrageTube tirant de brocheMandrinPlaquearrièreFigure 14 Figure 15Tableau 7<strong>Type</strong>Pot deserragea b c d (f7) e Mini. f Maxi. LBB206 SS1453K M60×2 30 25 55-0.030-0.0603.5 M60×2 A+36BB208 SS1666K M75×2 35 25 70-0.030-0.0604.5 M75×2 A+44BB210 SS1881K M90×2 35 30 85-0.036-0.0714.5 M90×2 A+40,5BB212 SS2110K M115×2 35 35 110-0.036-0.0714.5 M115×2 A+39La dimension L de la figure 14 est déterminée par la distance A entre la plaque d'adaptationdu pot de serrage et de la contreplaque.(Exemple) Dans la combinaison BB206/SS1543K, et lorsque A = 800 mm, la longueur dutube tirant de broche L doit correspondre à L = A + 36 = 800 + 36 = 836 mm.Au moment de l'usinage de la vis de la dimension a, la précision doit être de JIS 6H et 6h,6g correspondant à la vis du piston du pot de serrage. Il faut veiller à ce que les partiesfiletées des deux extrémités et la périphérie intérieure ne présentent ni oscillation nidéséquilibre.44