MANUEL D'UTILISATION Type BB200 - Kitagawa Europe
MANUEL D'UTILISATION Type BB200 - Kitagawa Europe
MANUEL D'UTILISATION Type BB200 - Kitagawa Europe

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
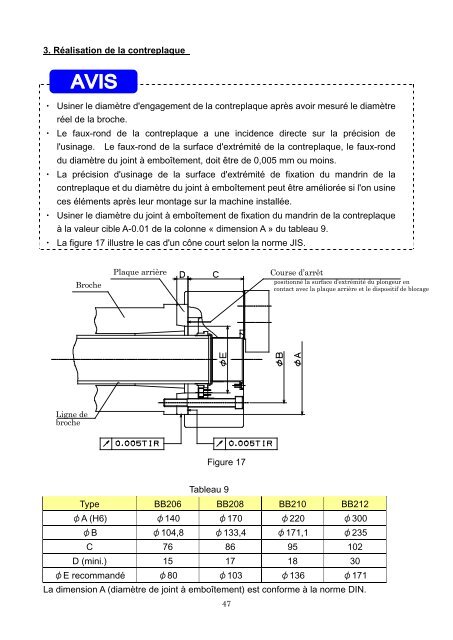
3. Réalisation de la contreplaque・ Usiner le diamètre d'engagement de la contreplaque après avoir mesuré le diamètreréel de la broche.・ Le faux-rond de la contreplaque a une incidence directe sur la précision del'usinage. Le faux-rond de la surface d'extrémité de la contreplaque, le faux-ronddu diamètre du joint à emboîtement, doit être de 0,005 mm ou moins.・ La précision d'usinage de la surface d'extrémité de fixation du mandrin de lacontreplaque et du diamètre du joint à emboîtement peut être améliorée si l'on usineces éléments après leur montage sur la machine installée.・ Usiner le diamètre du joint à emboîtement de fixation du mandrin de la contreplaqueà la valeur cible A-0.01 de la colonne « dimension A » du tableau 9.・ La figure 17 illustre le cas d'un cône court selon la norme JIS.BrochePlaque arrièreCourse d’arrêtpositionné la surface d’extrémité du plongeur encontact avec la plaque arrière et le dispositif de blocageLigne debrocheFigure 17Tableau 9<strong>Type</strong> BB206 BB208 BB210 BB212φA (H6) φ140 φ170 φ220 φ300φB φ104,8 φ133,4 φ171,1 φ235C 76 86 95 102D (mini.) 15 17 18 30φE recommandé φ80 φ103 φ136 φ171La dimension A (diamètre de joint à emboîtement) est conforme à la norme DIN.47