

Manuel d'utilisation - EWM Hightec Welding GmbH
Manuel d'utilisation - EWM Hightec Welding GmbH
Manuel d'utilisation - EWM Hightec Welding GmbH

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
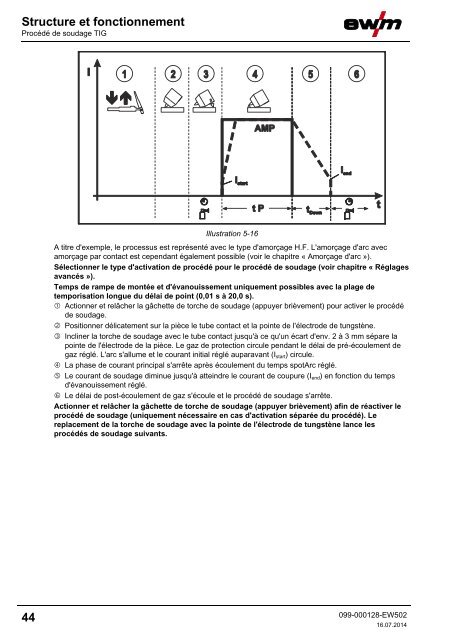
Structure et fonctionnementProcédé de soudage TIGIllustration 5-16A titre d'exemple, le processus est représenté avec le type d'amorçage H.F. L'amorçage d'arc avecamorçage par contact est cependant également possible (voir le chapitre « Amorçage d'arc »).Sélectionner le type d'activation de procédé pour le procédé de soudage (voir chapitre « Réglagesavancés »).Temps de rampe de montée et d'évanouissement uniquement possibles avec la plage detemporisation longue du délai de point (0,01 s à 20,0 s). Actionner et relâcher la gâchette de torche de soudage (appuyer brièvement) pour activer le procédéde soudage. Positionner délicatement sur la pièce le tube contact et la pointe de l'électrode de tungstène. Incliner la torche de soudage avec le tube contact jusqu'à ce qu'un écart d'env. 2 à 3 mm sépare lapointe de l'électrode de la pièce. Le gaz de protection circule pendant le délai de pré-écoulement degaz réglé. L'arc s'allume et le courant initial réglé auparavant (I start ) circule. La phase de courant principal s'arrête après écoulement du temps spotArc réglé. Le courant de soudage diminue jusqu'à atteindre le courant de coupure (I end ) en fonction du tempsd'évanouissement réglé. Le délai de post-écoulement de gaz s'écoule et le procédé de soudage s'arrête.Actionner et relâcher la gâchette de torche de soudage (appuyer brièvement) afin de réactiver leprocédé de soudage (uniquement nécessaire en cas d'activation séparée du procédé). Lereplacement de la torche de soudage avec la pointe de l'électrode de tungstène lance lesprocédés de soudage suivants.44099-000128-EW50216.07.2014













