

Manuel d'utilisation - EWM Hightec Welding GmbH
Manuel d'utilisation - EWM Hightec Welding GmbH
Manuel d'utilisation - EWM Hightec Welding GmbH

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
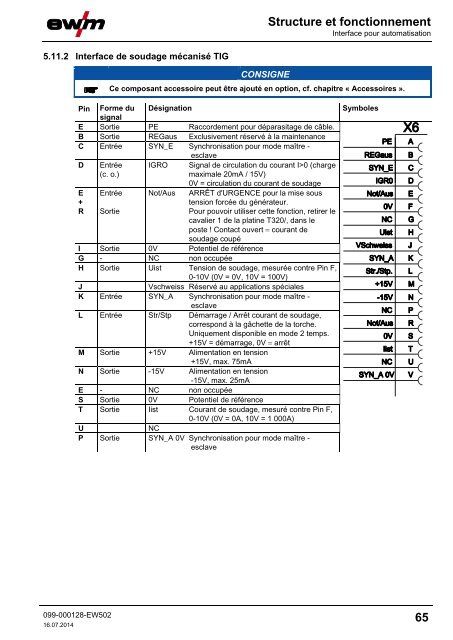
Structure et fonctionnementInterface pour automatisation5.11.2 Interface de soudage mécanisé TIGCONSIGNECe composant accessoire peut être ajouté en option, cf. chapitre « Accessoires ».Pin Forme dusignalDésignationE Sortie PE Raccordement pour déparasitage de câble.B Sortie REGaus Exclusivement réservé à la maintenanceC Entrée SYN_E Synchronisation pour mode maître -esclaveD Entrée IGRO Signal de circulation du courant I>0 (charge(c. o.)maximale 20mA / 15V)0V = circulation du courant de soudageE+REntréeSortieNot/AusARRÊT d'URGENCE pour la mise soustension forcée du générateur.Pour pouvoir utiliser cette fonction, retirer lecavalier 1 de la platine T320/, dans leposte ! Contact ouvert courant desoudage coupéI Sortie 0V Potentiel de référenceG - NC non occupéeH Sortie Uist Tension de soudage, mesurée contre Pin F,0-10V (0V = 0V, 10V = 100V)JVschweiss Réservé au applications spécialesK Entrée SYN_A Synchronisation pour mode maître -esclaveL Entrée Str/Stp Démarrage / Arrêt courant de soudage,correspond à la gâchette de la torche.Uniquement disponible en mode 2 temps.+15V = démarrage, 0V arrêtM Sortie +15V Alimentation en tension+15V, max. 75mAN Sortie -15V Alimentation en tension-15V, max. 25mAE - NC non occupéeS Sortie 0V Potentiel de référenceT Sortie Iist Courant de soudage, mesuré contre Pin F,0-10V (0V = 0A, 10V = 1 000A)UNCP Sortie SYN_A 0V Synchronisation pour mode maître -esclaveSymboles099-000128-EW50216.07.201465













