

Manuel d'utilisation - EWM Hightec Welding GmbH
Manuel d'utilisation - EWM Hightec Welding GmbH
Manuel d'utilisation - EWM Hightec Welding GmbH

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
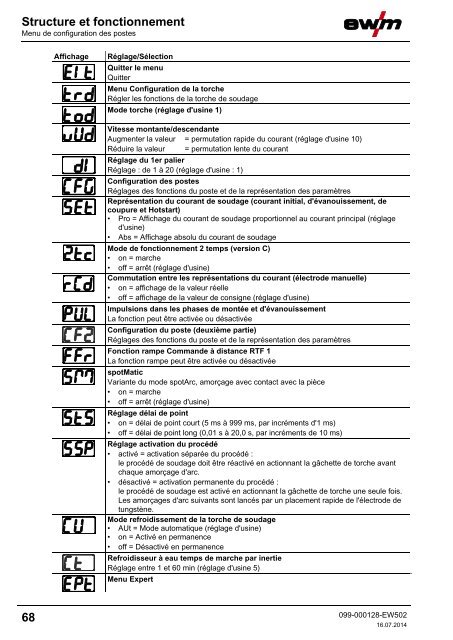
Structure et fonctionnementMenu de configuration des postesAffichageRéglage/SélectionQuitter le menuQuitterMenu Configuration de la torcheRégler les fonctions de la torche de soudageMode torche (réglage d'usine 1)Vitesse montante/descendanteAugmenter la valeur = permutation rapide du courant (réglage d'usine 10)Réduire la valeur = permutation lente du courantRéglage du 1er palierRéglage : de 1 à 20 (réglage d'usine : 1)Configuration des postesRéglages des fonctions du poste et de la représentation des paramètresReprésentation du courant de soudage (courant initial, d'évanouissement, decoupure et Hotstart)• Pro = Affichage du courant de soudage proportionnel au courant principal (réglaged'usine)• Abs = Affichage absolu du courant de soudageMode de fonctionnement 2 temps (version C)• on = marche• off = arrêt (réglage d'usine)Commutation entre les représentations du courant (électrode manuelle)• on = affichage de la valeur réelle• off = affichage de la valeur de consigne (réglage d'usine)Impulsions dans les phases de montée et d'évanouissementLa fonction peut être activée ou désactivéeConfiguration du poste (deuxième partie)Réglages des fonctions du poste et de la représentation des paramètresFonction rampe Commande à distance RTF 1La fonction rampe peut être activée ou désactivéespotMaticVariante du mode spotArc, amorçage avec contact avec la pièce• on = marche• off = arrêt (réglage d'usine)Réglage délai de point• on = délai de point court (5 ms à 999 ms, par incréments d'1 ms)• off = délai de point long (0,01 s à 20,0 s, par incréments de 10 ms)Réglage activation du procédé• activé = activation séparée du procédé :le procédé de soudage doit être réactivé en actionnant la gâchette de torche avantchaque amorçage d'arc.• désactivé = activation permanente du procédé :le procédé de soudage est activé en actionnant la gâchette de torche une seule fois.Les amorçages d'arc suivants sont lancés par un placement rapide de l'électrode detungstène.Mode refroidissement de la torche de soudage• AUt = Mode automatique (réglage d'usine)• on = Activé en permanence• off = Désactivé en permanenceRefroidisseur à eau temps de marche par inertieRéglage entre 1 et 60 min (réglage d'usine 5)Menu Expert68099-000128-EW50216.07.2014













