

Manuel d'utilisation - EWM Hightec Welding GmbH
Manuel d'utilisation - EWM Hightec Welding GmbH
Manuel d'utilisation - EWM Hightec Welding GmbH

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
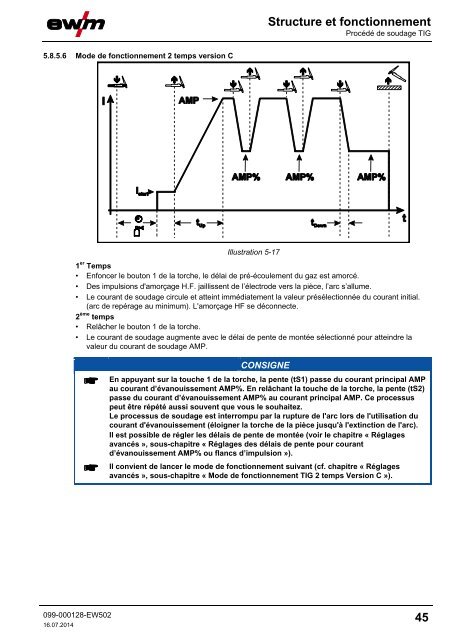
Structure et fonctionnementProcédé de soudage TIG5.8.5.6 Mode de fonctionnement 2 temps version CIllustration 5-171 er Temps• Enfoncer le bouton 1 de la torche, le délai de pré-écoulement du gaz est amorcé.• Des impulsions d'amorçage H.F. jaillissent de l’électrode vers la pièce, l’arc s’allume.• Le courant de soudage circule et atteint immédiatement la valeur présélectionnée du courant initial.(arc de repérage au minimum). L'amorçage HF se déconnecte.2 ème temps• Relâcher le bouton 1 de la torche.• Le courant de soudage augmente avec le délai de pente de montée sélectionné pour atteindre lavaleur du courant de soudage AMP.CONSIGNEEn appuyant sur la touche 1 de la torche, la pente (tS1) passe du courant principal AMPau courant d’évanouissement AMP%. En relâchant la touche de la torche, la pente (tS2)passe du courant d’évanouissement AMP% au courant principal AMP. Ce processuspeut être répété aussi souvent que vous le souhaitez.Le processus de soudage est interrompu par la rupture de l'arc lors de l'utilisation ducourant d'évanouissement (éloigner la torche de la pièce jusqu'à l'extinction de l'arc).Il est possible de régler les délais de pente de montée (voir le chapitre « Réglagesavancés », sous-chapitre « Réglages des délais de pente pour courantd’évanouissement AMP% ou flancs d’impulsion »).Il convient de lancer le mode de fonctionnement suivant (cf. chapitre « Réglagesavancés », sous-chapitre « Mode de fonctionnement TIG 2 temps Version C »).099-000128-EW50216.07.201445













