- Page 1 and 2:
2015
- Page 3 and 4:
simply reliable Une nouvelle impres
- Page 5 and 6:
Table de Contenu 004 - 007 Index 00
- Page 7 and 8:
TABLE DE CONTENU - TARAUDS Pointe S
- Page 9 and 10:
TABLE DE CONTENU - ALÉSOIRS Carbur
- Page 11 and 12:
Indices Visuel- Forets Head Style:
- Page 13 and 14:
Indices Visuel- Forets Tool Materia
- Page 15 and 16:
Indices Visuel- Forets R10A R15A R1
- Page 17 and 18:
Indices Visuel- Forets A125 QC0860P
- Page 19 and 20:
Indices Visuel- Forets SPR-120 SPRG
- Page 21 and 22:
FORETS HYDRA Tête de foret Hydra R
- Page 23 and 24:
FORETS HYDRA d 1 Øh 7 Inch d 1 Øh
- Page 25 and 26:
FORETS HYDRA d 1 Øh 7 Inch d 1 Øh
- Page 27 and 28:
FORETS HYDRA Corps Hydra 3xD H853 Q
- Page 29 and 30:
Hydra Head d 1 Ø Hydra Head R950 E
- Page 31 and 32:
Hydra Head d 1 Ø Hydra Head R950 E
- Page 33 and 34:
FORETS HYDRA Corps Hydra 8xD H858 Q
- Page 35 and 36:
Hydra Head d 1 Ø Hydra Head R950 E
- Page 37 and 38:
R520 CDX FORET EN CARBURE MONOBLOC
- Page 39 and 40:
R458 MPX FORET EN CARBURE MONOBLOC
- Page 41 and 42:
MPX FORET EN CARBURE MONOBLOC d 1
- Page 43 and 44:
R510 CDX FORET EN CARBURE MONOBLOC
- Page 45 and 46:
MPX FORET EN CARBURE MONOBLOC Multi
- Page 47 and 48:
MPX FORET EN CARBURE MONOBLOC d 1
- Page 49 and 50:
MPX FORET EN CARBURE MONOBLOC d 1
- Page 51 and 52:
Multi-application, série courte A5
- Page 53 and 54:
ADX FORET SÉRIE COURTE d 1 Øh 8 I
- Page 55 and 56:
PFX FORET SÉRIE COURTE d 1 Øh 8 I
- Page 57 and 58:
PFX FORET SÉRIE COURTE d 1 Øh 8 I
- Page 59 and 60:
ADX FORET SÉRIE STANDARD d 1 Øh 8
- Page 61 and 62:
ADX FORET LONGUEUR LONGUE Multi-app
- Page 63 and 64:
PFX FORET SÉRIE STANDARD Série st
- Page 65 and 66:
d 1 Øh 8 PFX FORET SÉRIE STANDARD
- Page 67 and 68:
PFX FORET SÉRIE LONGUE d 1 Øh 8 I
- Page 69 and 70:
PFX FORET SÉRIE EXTRA LONGUE Séri
- Page 71 and 72:
PFX FORET SÉRIE EXTRA LONGUE d 1
- Page 73 and 74:
d 1 Ø Inch d 1 Ø Nr. d 1 Ø lette
- Page 75 and 76:
d 1 Ø Inch d 1 Ø Nr. d 1 Ø lette
- Page 77 and 78:
d 1 Ø Inch d 1 Ø Nr. d 1 Ø lette
- Page 79 and 80:
d 1 Ø Inch d 1 Ø Nr. d 1 Ø lette
- Page 81 and 82:
FORET SÉRIE STANDARD JOBBER DRILL
- Page 83 and 84:
FORET SÉRIE STANDARD JOBBER DRILL
- Page 85 and 86:
FORET SÉRIE STANDARD JOBBER DRILL
- Page 87 and 88:
FORET SÉRIE STANDARD JOBBER DRILL
- Page 89 and 90:
FORET SÉRIE STANDARD JOBBER DRILL
- Page 91 and 92:
d 1 Ø Inch d 1 Ø Nr. d 1 Ø lette
- Page 93 and 94:
FORET SÉRIE STANDARD JOBBER DRILL
- Page 95 and 96:
FORET SÉRIE STANDARD JOBBER DRILL
- Page 97 and 98:
FORET SÉRIE STANDARD JOBBER DRILL
- Page 99 and 100:
Série standard à hélice rapide F
- Page 101 and 102:
FORET SÉRIE STANDARD JOBBER DRILL
- Page 103 and 104:
d 1 Ø Inch d 1 Ø Nr. d 1 Ø mm d
- Page 105 and 106:
d 1 Ø “/Nr./letter d 1 decimal I
- Page 107 and 108:
FORET SÉRIE STANDARD JOBBER DRILL
- Page 109 and 110:
d 1 Ø Inch d 1 Ø Nr. d 1 Ø lette
- Page 111 and 112:
d 1 Ø Inch d 1 Ø Nr. d 1 Ø lette
- Page 113 and 114:
R88CO - Fractionnelles R89CO - Num
- Page 115 and 116:
Série courte à usage général FO
- Page 117 and 118:
d 1 Ø Inch d 1 Ø Nr. d 1 Ø lette
- Page 119 and 120:
d 1 Øh 8 Inch d 1 Øh 8 mm FORET S
- Page 121 and 122:
FORET SÉRIE COURTE SCREW MACHINE D
- Page 123 and 124:
d 1 Ø Inch d 1 Ø Nr. d 1 Ø lette
- Page 125 and 126:
d 1 Ø mm d 1 decimal Inch FORET S
- Page 127 and 128:
d 1 Ø “/Nr. d 1 decimal Inch FOR
- Page 129 and 130:
FORET SÉRIE COURTE AU COBALT COBAL
- Page 131 and 132:
d 1 Ø Inch d 1 Ø Nr. d 1 Ø lette
- Page 133 and 134:
Série longue à usage général FO
- Page 135 and 136:
d 1 Ø Inch d 1 Ø Nr. d 1 Ø lette
- Page 137 and 138:
Série longue à usage général, m
- Page 139 and 140:
Série longue à hélice serrée FO
- Page 141 and 142:
d 1 Ø “/Nr. d 1 decimal Inch FOR
- Page 143 and 144:
Série longue à usage intensif FOR
- Page 145 and 146:
Série extra longue à usage géné
- Page 147 and 148:
FORET SÉRIE EXTRA LONGUE EXTRA LEN
- Page 149 and 150:
d 1 Ø Inch d 1 decimal Inch d 1 Ø
- Page 151 and 152:
d 1 Ø Inch d 1 decimal Inch d 1 Ø
- Page 153 and 154:
d 1 Ø Inch d 1 decimal Inch FORET
- Page 155 and 156:
FORET AÉRONAUTIQUE RALLONGÉ AIRCR
- Page 157 and 158:
d 1 Ø Inch d 1 Ø Nr. d 1 Ø lette
- Page 159 and 160:
d 1 Ø Inch d 1 Ø Nr. d 1 Ø lette
- Page 161 and 162:
d 1 Ø Inch d 1 d 1 decimal Inch FO
- Page 163 and 164:
d 1 Ø Inch d 1 decimal Inch FORET
- Page 165 and 166:
Queue conique à usage général, m
- Page 167 and 168:
d 1 Øh 8 mm d 1 decimal Inch l 2 F
- Page 169 and 170:
d 1 Øh 8 Inch d 1 Øh 8 mm d 1 dec
- Page 171 and 172:
d 1 Øh 8 mm d 1 decimal Inch l 2 l
- Page 173 and 174:
d 1 Ø Inch d 1 decimal Inch FORET
- Page 175 and 176:
d 1 Øh 8 Inch d 1 Øh 8 mm d 1 dec
- Page 177 and 178:
d 1 Ø Inch d 1 decimal Inch FORET
- Page 179 and 180:
d 1 Ø Inch d 1 decimal Inch FORET
- Page 181 and 182:
FORET À QUEUE RÉDUITE REDUCED SHA
- Page 183 and 184:
d 1 Ø “/Nr./letter d 1 decimal I
- Page 185 and 186:
FORET EN CARBURE MONOBLOC SOLID CAR
- Page 187 and 188:
d 1 Ø Inch d 1 Ø Nr. d 1 Ø lette
- Page 189 and 190:
FORET EN CARBURE MONOBLOC SOLID CAR
- Page 191 and 192:
FORET SPÉCIALISÉ SPECIAL PURPOSE
- Page 193 and 194:
FORET EN CARBURE MONOBLOC SOLID CAR
- Page 195 and 196:
FORET SPÉCIALISÉ SPECIAL PURPOSE
- Page 197 and 198:
Forets à queue hexagonale filetée
- Page 199 and 200:
JEU DE FORETS SÉRIE STANDARD JOBBE
- Page 201 and 202:
JEU DE FORETS SÉRIE STANDARD JOBBE
- Page 203 and 204:
JEU DE FORETS SÉRIE STANDARD JOBBE
- Page 205 and 206:
A095 JEU DE FORETS SÉRIE STANDARD
- Page 207 and 208:
High Helix Jobber Length Set JEU DE
- Page 209 and 210:
JEU DE FORETS SÉRIE STANDARD JOBBE
- Page 211 and 212:
JEU DE FORETS SÉRIE COURTE SCREW M
- Page 213 and 214:
JEUX DE FORETS SÉRIE COURTE SCREW
- Page 215 and 216:
JEU DE FORETS SÉRIE LONGUE TAPER L
- Page 217 and 218:
215
- Page 219 and 220:
Indices Visuel-Taraud Thread Form:
- Page 221 and 222:
Indices Visuel-Taraud Coolant Throu
- Page 223 and 224:
Indices Visuel-Taraud Coolant Throu
- Page 225 and 226:
Indices Visuel-Taraud 1595 (UNC) 15
- Page 227 and 228:
Indices Visuel-Taraud 1534NE 1534NE
- Page 229 and 230:
Indices Visuel-Taraud 1548 (NPT) 1/
- Page 231 and 232:
Index des numéros de liste - Tarau
- Page 233 and 234:
Multi-Application, Entrée Intermé
- Page 235 and 236:
Multi-Application, Entrée Intermé
- Page 237 and 238:
MPX TARAUD POINTE SPIRALE SPIRAL PO
- Page 239 and 240:
Multi-Application, Entrée Intermé
- Page 241 and 242:
TARAUD POINTE SPIRALE SPIRAL POINT
- Page 243 and 244:
TARAUD POINTE SPIRALE SPIRAL POINT
- Page 245 and 246:
Pour la fonte, Entrée Intermédiai
- Page 247 and 248:
1676AP 1678 APPLIX TARAUD HÉLICOÏ
- Page 249 and 250:
EX20 EX30 TARAUD HÉLICOÏDAL (45°
- Page 251 and 252:
1677AP TARAUD HÉLICOÏDAL (48°-52
- Page 253 and 254:
EX006H TARAUD HÉLICOÏDAL (45°) S
- Page 255 and 256:
Multi-Application, Entrée Semi-Fin
- Page 257 and 258:
TARAUD HÉLICOÏDAL (16°-19°) SPI
- Page 259 and 260:
TARAUD PAR DÉFORMATION THREAD FORM
- Page 261 and 262:
TARAUD PAR DÉFORMATION THREAD FORM
- Page 263 and 264:
TARAUD POUR TUYAUTERIE, Flute DROIT
- Page 265 and 266:
EX40 TARAUD POUR TUYAUTERIE, Flute
- Page 267 and 268:
TARAUD À MAIN HAND TAP Usage gén
- Page 269 and 270:
l 1 l 2 TARAUD À MAIN HAND TAP d 2
- Page 271 and 272:
TARAUD À MAIN HAND TAP Usage gén
- Page 273 and 274:
TARAUD À MAIN HAND TAP Nominal l 1
- Page 275 and 276:
Nominal l 1 l 2 d 2 Ø mm TARAUD À
- Page 277 and 278:
Usage général E061 E071 Les tarau
- Page 279 and 280:
Usage général 1700(M) TARAUD À M
- Page 281 and 282:
Usage général, surdimensionné 15
- Page 283 and 284:
Pour la fonte TARAUD À MAIN HAND T
- Page 285 and 286:
Pour la fonte, Semi-Bottoming E504
- Page 287 and 288:
Type réduit, fractionnelles 1585 1
- Page 289 and 290:
TARAUD POINTE SPIRALE SPIRAL POINT
- Page 291 and 292:
Type non réduit, pour vis mécaniq
- Page 293 and 294:
Type non réduit, fractionnelles TA
- Page 295 and 296:
TARAUD POINTE SPIRALE SPIRAL POINT
- Page 297 and 298:
Hélice normale de 30º 1582 1586 -
- Page 299 and 300:
Hélice de 40°, usage intensif 159
- Page 301 and 302:
TARAUD PAR DÉFORMATION THREAD FORM
- Page 303 and 304:
Rol-Form / rainures de lubrificatio
- Page 305 and 306:
TARAUD PAR DÉFORMATION THREAD FORM
- Page 307 and 308:
E710 E721 TARAUD POUR TUYAUTERIE PI
- Page 309 and 310:
1544 TARAUD POUR TUYAUTERIE PIPE TA
- Page 311 and 312:
TARAUD POUR TUYAUTERIE PIPE TAP Flu
- Page 313 and 314:
Filets interrompus, NPT E711 TARAUD
- Page 315 and 316:
Flute hélicoïdale, Dryseal, NPTF
- Page 317 and 318:
E712 TARAUD POUR TUYAUTERIE PIPE TA
- Page 319 and 320:
TARAUD POUR TUYAUTERIE PIPE TAP Tar
- Page 321 and 322:
Insert de filetage, STI 1572 1578 -
- Page 323 and 324:
Type à écrou (Nut Tap) TARAUD SP
- Page 325 and 326:
Foret taraudeur 1994 TARAUD SPÉCIA
- Page 327 and 328:
TARAUD SPÉCIALISÉ SPECIAL PURPOSE
- Page 329 and 330:
DIVERS MISCELLANEOUS Tourne-à-gauc
- Page 331 and 332:
DIVERS MISCELLANEOUS Jeu de foret e
- Page 333 and 334:
Indices Visuel- Filière 2010(UNS)
- Page 335 and 336:
Index des numéros de liste - Fili
- Page 337 and 338:
FILIÈRE d 2 Ø Inch h 1 Pack Qty 2
- Page 339 and 340:
FILIÈRE d 2 Ø Inch h 1 Pack Qty 2
- Page 341 and 342:
FILIÈRE d 1 nom mm d 2 Ø Inch UNC
- Page 343 and 344:
FILIÈRE Rond, ajustable et fendu F
- Page 345 and 346:
FILIÈRE Filière hexagonne pour re
- Page 347 and 348:
FILIÈRE Filière hexagonne pour re
- Page 349 and 350:
Porte-filière, poignée droite 130
- Page 351 and 352:
Indices Visuel- Forets 349
- Page 353 and 354:
Indices Visual Visuel- Index - Fore
- Page 355 and 356:
Indices Visual Visuel- Index - Fore
- Page 357 and 358:
Index des numéros de liste - Frais
- Page 359 and 360:
Fraise de finition en carbure monob
- Page 361 and 362:
Fraise de finition en carbure monob
- Page 363 and 364:
Fraise de finition Multi-Flutes en
- Page 365 and 366:
Fraise de finition en carbure monob
- Page 367 and 368:
Fraise de finition en carbure monob
- Page 369 and 370:
E3302M Fraise de finition en carbur
- Page 371 and 372:
Fraise de finition en carbure monob
- Page 373 and 374:
Fraise de finition en carbure monob
- Page 375 and 376:
EB6302 EB6302V Fraise de finition e
- Page 377 and 378:
E4304 Fraise de finition en carbure
- Page 379 and 380:
Fraise de finition en carbure monob
- Page 381 and 382:
E6304 Fraise de finition en carbure
- Page 383 and 384:
EB3304M EB3304MV Fraise de finition
- Page 385 and 386:
EB6304 Fraise de finition en carbur
- Page 387 and 388:
d 1 Ø Inch d 1 Ø mm d 2 Øh 6 mm
- Page 389 and 390:
Fraise de finition à 2 flute HSS H
- Page 391 and 392:
963 Fraise de finition à 2 flute a
- Page 393 and 394:
Fraise de finition à 2 flute HSS-P
- Page 395 and 396:
Fraise de finition à 2 flute HSS H
- Page 397 and 398:
930 Fraise de finition à 3 flute H
- Page 399 and 400:
9002 TC9002 Fraise d’ébauchage
- Page 401 and 402:
Fraise d’ébauchage à 4 flute au
- Page 403 and 404:
Fraise de finition à 4 flute HSS H
- Page 405 and 406:
C247 Fraise de finition à 4 flute
- Page 407 and 408:
Longueur longue, bout plat, queue W
- Page 409 and 410:
Fraise de finition à 4 flute HSS H
- Page 411 and 412:
960 Fraise de finition multi-flute
- Page 413 and 414:
Indices Visuel- Alésoirs Tool Mate
- Page 415 and 416:
Index des numéros de liste - Alés
- Page 417 and 418:
ALÉSOIR EN CARBURE APPLICATION APP
- Page 419 and 420:
ALÉSOIR EN CARBURE APPLICATION APP
- Page 421 and 422:
ALÉSOIR EN CARBURE APPLICATION APP
- Page 423 and 424:
d 1 Ø mm l 1 ALÉSOIR AU COBALT AP
- Page 425 and 426:
ALÉSOIR HSS HSS CHUCKING REAMER Al
- Page 427 and 428:
d 1 Ø “/Nr./letter d 1 decimal I
- Page 429 and 430:
ALÉSOIR HSS HSS EXPANSION REAMER A
- Page 431 and 432:
Alésoir machine, queue droite ALÉ
- Page 433 and 434:
B122 ALÉSOIR HSS HSS CAR REAMER Al
- Page 435 and 436:
ALÉSOIR HSS HSS TAPER SHANK CHUCKI
- Page 437 and 438:
ALÉSOIR COBALT COBALT TAPER SHANK
- Page 439 and 440:
Alésoir de structure, queue coniqu
- Page 441 and 442:
Queue conique, - 4 flutes T400 FORE
- Page 443 and 444:
ALÉSOIR HSS HSS ADJUSTABLE HAND RE
- Page 445 and 446:
ALÉSOIR HSS HSS TAPER PIN HAND REA
- Page 447 and 448:
ALÉSOIR HSS HSS HAND TAPER PIPE RE
- Page 449 and 450:
ALÉSOIR HSS HSS HAND REAMER d 1 Ø
- Page 451 and 452:
Indices Visuel - Fraises Fraises à
- Page 453 and 454:
Indices Visuel - Fraises Fraises à
- Page 455 and 456:
Index des numéros de liste Fraises
- Page 457 and 458:
Fraise, queue droite, 1 flute 4603
- Page 459 and 460:
Fraise, queue droite, 4 flutes 4602
- Page 461 and 462:
Queue droite, 3 flutes FRAISE HSS H
- Page 463 and 464:
Queue droite, 3 flutes G136 FRAISE
- Page 465 and 466:
Queue droite, 3 flute G570 FRAISE A
- Page 467 and 468:
FRAISE HSS HSS COUNTERSINK Queue dr
- Page 469 and 470:
Queue conique, 3 flutes FRAISE HSS
- Page 471 and 472:
FRAISE HSS HSS COUNTERSINK Queue dr
- Page 473 and 474:
FRAISE À CHANFREINER HSS HSS COUNT
- Page 475 and 476:
FRAISE À CHANFREINER HSS HSS TAPER
- Page 477 and 478:
pilot Ø Inch d 1 Ø Inch FRAISE À
- Page 479 and 480:
ARRACHE-VIS 1800 1815 1816 DIVERS M
- Page 481 and 482:
DIVERS MISCELLANEOUS MANCHONS ET CH
- Page 483 and 484:
Technical Section - Icon Descriptio
- Page 485 and 486:
Technical Section - Icon Descriptio
- Page 487 and 488:
Technical Section - Icon Descriptio
- Page 489 and 490:
Technical Section - Icon Descriptio
- Page 491 and 492:
Technical Section - General Tool Ma
- Page 493 and 494: Technical Section - General Surface
- Page 495 and 496: Technical Section - General Decimal
- Page 497 and 498: Technical Section - General Industr
- Page 499 and 500: Technical Section - Drilling (CONTI
- Page 501 and 502: Technical Section - Drilling Hole S
- Page 503 and 504: Technical Section - Drilling - Hydr
- Page 505 and 506: Technical Section - Threading Tap G
- Page 507 and 508: Technical Section - Threading Cutti
- Page 509 and 510: Tapping Technical Data Technical Se
- Page 511 and 512: Technical Section - Threading The l
- Page 513 and 514: Technical Section - Threading SELF-
- Page 515 and 516: Technical Section - Threading TAP D
- Page 517 and 518: Technical Section - Threading Note:
- Page 519 and 520: Technical Section - Threading Tap S
- Page 521 and 522: Technical Section - Threading TAPPI
- Page 523 and 524: Technical Section - Threading Probl
- Page 525 and 526: Technical Section - Threading Troub
- Page 527 and 528: Technical Section - Reaming Reamer
- Page 529 and 530: Technical Section - Reaming Applica
- Page 531 and 532: Technical Section - Reaming Applica
- Page 533 and 534: Technical Section - Counterboring a
- Page 535 and 536: Technical Section - Milling Nomencl
- Page 537 and 538: Technical Section - Milling FEATURE
- Page 539 and 540: Technical Section - Milling MILLING
- Page 541 and 542: Technical Section - Milling CUTTING
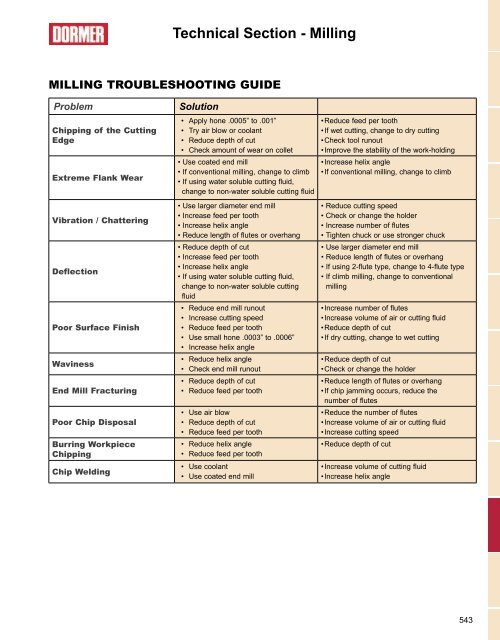
- Page 543: Technical Section - Milling S406HA
- Page 547 and 548: Technical Section - General APPLICA
- Page 549 and 550: GROUPE D’APPLICATION POUR MATÉRI
- Page 551 and 552: GROUPE D’APPLICATION POUR MATÉRI
- Page 553 and 554: GROUPE D’APPLICATION POUR MATÉRI
- Page 555 and 556: GROUPE D’APPLICATION POUR MATÉRI
- Page 557 and 558: GROUPE D’APPLICATION POUR MATÉRI
- Page 559 and 560: GROUPE D’APPLICATION POUR MATÉRI
- Page 561 and 562: GROUPE D’APPLICATION POUR MATÉRI
- Page 563 and 564: GROUPE D’APPLICATION POUR MATÉRI
- Page 565 and 566: GROUPE D’APPLICATION POUR MATÉRI
- Page 567 and 568: EDP# E-Code Page # EDP# E-Code Page
- Page 569 and 570: EDP# E-Code Page # EDP# E-Code Page
- Page 571 and 572: EDP# E-Code Page # EDP# E-Code Page
- Page 573 and 574: EDP# E-Code Page # EDP# E-Code Page
- Page 575 and 576: EDP# E-Code Page # EDP# E-Code Page
- Page 577 and 578: EDP# E-Code Page # EDP# E-Code Page
- Page 579 and 580: EDP# E-Code Page # EDP# E-Code Page
- Page 581 and 582: EDP# E-Code Page # EDP# E-Code Page
- Page 583 and 584: EDP# E-Code Page # EDP# E-Code Page
- Page 585 and 586: EDP# E-Code Page # EDP# E-Code Page
- Page 587 and 588: EDP# E-Code Page # EDP# E-Code Page
- Page 589 and 590: EDP# E-Code Page # EDP# E-Code Page
- Page 591 and 592: EDP# E-Code Page # EDP# E-Code Page
- Page 593 and 594: EDP# E-Code Page # EDP# E-Code Page
- Page 595 and 596:
EDP# E-Code Page # EDP# E-Code Page
- Page 597 and 598:
EDP# E-Code Page # EDP# E-Code Page
- Page 599 and 600:
EDP# E-Code Page # EDP# E-Code Page
- Page 601 and 602:
EDP NUMBER INDEX - 0635506 - 101035
- Page 603 and 604:
EDP# E-Code Page # EDP# E-Code Page
- Page 605 and 606:
EDP# E-Code Page # EDP# E-Code Page
- Page 607 and 608:
EDP# E-Code Page # EDP# E-Code Page
- Page 609:
EDP# E-Code Page # EDP# E-Code Page
- Page 612:
. T: 54 (11) 6777-6777 F: 54 (11)