2006/3–4 - Széchenyi István Egyetem
2006/3–4 - Széchenyi István Egyetem
2006/3–4 - Széchenyi István Egyetem

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
30<br />
Járműipari innováció – JRET<br />
Kisszériás lemezalakító szerszámok kopásvizsgálata<br />
Dr. habil. Kardos Károly<br />
Dr. Kirchfeld Mária<br />
Joao Souza<br />
1. BEVEZETÉS<br />
A járműgyártásban a lemezalakító technológiák kiemelkedő szerepet<br />
játszanak. A lemezalkatrészek viszonylag kis tömege megfelelő<br />
szilárdsággal és merevséggel párosul. Előállításuk nagymértékben<br />
automatizált gyártósorokon nagysorozatban gazdaságos.<br />
A lemezalkatrészek előállítási költségének túlnyomó részét a<br />
szerszámköltségek teszik ki. A lemezalakító szerszámok zöme<br />
forgácsolt, acél- vagy szürkeöntvény, beüzemelésük igényes<br />
kézimunka. A hagyományos képlékeny lemezalakító szerszámok,<br />
a számítógéppel segített tervezés és gyártás ellenére még<br />
mindig nagyon drágák és az előállításuk időigényes.<br />
Napjainkban, amikor a járműipar a piaci követelményekhez<br />
igazodva egyre nagyobb hangsúlyt fektet a közép- és kisszériás,<br />
valamint az egyéni luxuskövetelményeket kielégítő egyedi<br />
gyártmányokra, a képlékeny lemezalakító szerszámok gazdaságos<br />
gyárthatóságának vizsgálata is előtérbe kerül.<br />
A közép- és kisszériás lemezalkatrészek gazdaságos előállítása<br />
– kedvező árfekvésű szerszámanyagokkal,<br />
– a szerszámok gyártási idejének lerövidítésével és<br />
– a szerszámok gyors módosíthatóságával oldható meg.<br />
A felsorolt követelmények szempontjából a műanyag lemezalakító<br />
szerszámok számításba jönnek. A műanyag szerszámok<br />
igénybevételtől függő élettartamára, valamint a szerszámokkal<br />
gyártott lemezalkatrészek minőségére (alakhűség, felületi minőség)<br />
vonatkozó irodalom azonban nagyon kevés és hiányos.<br />
A <strong>Széchenyi</strong> <strong>István</strong> <strong>Egyetem</strong> Kooperációs Kutatóközpontjában<br />
folyó lemezalakító szerszámok kopásvizsgálatának célja, hogy<br />
behatárolja a műanyag alapú képlékeny lemezalakító szerszámanyagok<br />
alkalmazhatóságát a járműiparban használatos<br />
finomlemezanyagok esetében. A kísérleti program komplex,<br />
a kiválóan mélyhúzható lemezanyagoktól kezdve egészen a<br />
nagyszilárdságú lemezminőségekig terjed.<br />
A cikkben az eddig elért eredményeinkről kívánunk beszámolni.<br />
1. A VIZSGÁLAT ISMERTETÉSE<br />
1.1. A vizsgálati körülmények<br />
A lemezalakító szerszámok élettartama<br />
– az alakított alkatrész geometriájától,<br />
– a szerszám anyagától,<br />
– az alakított lemezanyag minőségétől, vastagságától, felületminőségétől,<br />
– az alakítási folyamat során kialakult tribológiai viszonyoktól,<br />
valamint<br />
– a lehúzott darabszámtól függ.<br />
A cikk a <strong>Széchenyi</strong> <strong>István</strong> <strong>Egyetem</strong>en folyó műanyag alapú lemezalakító szerszámok kopásvizsgálatáról<br />
számol be.<br />
Ismerteti a munka célját, a vizsgálat körülményeit, részletesen tárgyalja a mérés és a kiértékelés<br />
módszerét. Elemzi a szerszámok, a műanyag tulajdonságaiból adódó acélszerszámhoz viszonyított<br />
eltérő viselkedését. Ezt végeselemes szimulációval támasztja alá. Bemutatja a DX56+ZF100<br />
lemezanyag-minőséggel kapott eredményeket.<br />
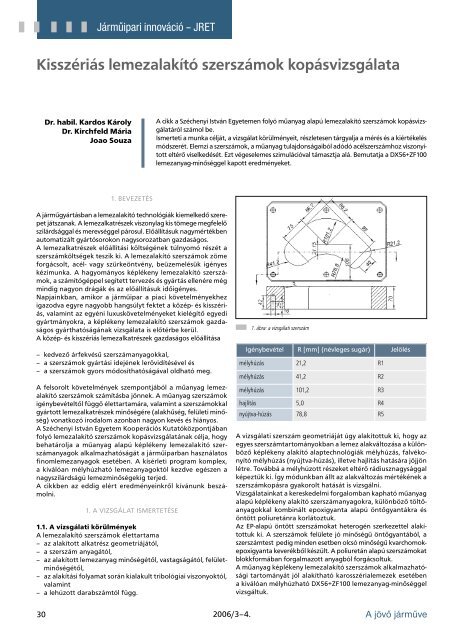
1. ábra: a vizsgálati szerszám<br />
Igénybevétel R [mm] (névleges sugár) Jelölés<br />
mélyhúzás 21,2 R1<br />
mélyhúzás 41,2 R2<br />
mélyhúzás 101,2 R3<br />
hajlítás 5,0 R4<br />
nyújtva-húzás 78,8 R5<br />
A vizsgálati szerszám geometriáját úgy alakítottuk ki, hogy az<br />
egyes szerszámtartományokban a lemez alakváltozása a különböző<br />
képlékeny alakító alaptechnológiák mélyhúzás, falvékonyító<br />
mélyhúzás (nyújtva-húzás), illetve hajlítás hatására jöjjön<br />
létre. Továbbá a mélyhúzott részeket eltérő rádiusznagysággal<br />
képeztük ki. Így módunkban állt az alakváltozás mértékének a<br />
szerszámkopásra gyakorolt hatását is vizsgálni.<br />
Vizsgálatainkat a kereskedelmi forgalomban kapható műanyag<br />
alapú képlékeny alakító szerszámanyagokra, különböző töltőanyagokkal<br />
kombinált epoxigyanta alapú öntőgyantákra és<br />
öntött poliuretánra korlátoztuk.<br />
Az EP-alapú öntött szerszámokat heterogén szerkezettel alakítottuk<br />
ki. A szerszámok felülete jó minőségű öntőgyantából, a<br />
szerszámtest pedig minden esetben olcsó minőségű kvarchomokepoxigyanta<br />
keverékből készült. A poliuretán alapú szerszámokat<br />
blokkformában forgalmazott anyagból forgácsoltuk.<br />
A műanyag képlékeny lemezalakító szerszámok alkalmazhatósági<br />
tartományát jól alakítható karosszérialemezek esetében<br />
a kiválóan mélyhúzható DX56+ZF100 lemezanyag-minőséggel<br />
vizsgáltuk.<br />
<strong>2006</strong>/<strong>3–4</strong>. A jövő járműve