Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
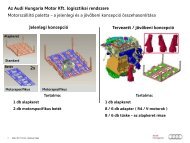
Kihívások a prototípus gyártás <strong>és</strong> sorozatgyártás közötti átmenetnél –<br />
Intézked<strong>és</strong>ek <strong>és</strong> folyamatok a kísérleti Motorgyártó Központban (MAC)<br />
G/P-MAC 30.11.2010
Volkswagen Konzern motorgyárai<br />
VW de Mexico, Puebla<br />
EA855 R5 Otto<br />
VW do Brasil, S. Carlos<br />
EA111 R4 Otto<br />
2 06.12.2010<br />
VW Chemnitz<br />
EA111 R4 FSI / TSI<br />
Bentley, Crewe<br />
EA 398 W12 Bi-Turbo<br />
VW Salzgitter<br />
EA188 R3 PD<br />
EA188 R4 PD 4V<br />
EA189 R4 CR<br />
EA111 R4 Otto<br />
EA 390 VR6 Otto<br />
EA896 V6/V8 TDI Marine<br />
EA153 V10 TDI<br />
EA 398 W12 Otto<br />
W16 Otto<br />
VW Dél-Afrika<br />
EA111 R4 Otto<br />
VW Polkowice<br />
EA188 R4 PD<br />
EA189 R4 CR<br />
Audi Györ<br />
EA 113 R4 Otto<br />
EA 888 R4 Otto<br />
EA 189 R4 TDI CR<br />
EA 855 R5 Otto<br />
EA 837 V6 Otto<br />
EA 896 V6 TDI<br />
EA 824 V8 Otto<br />
EA 896 V8 TDI<br />
EA 824 V10 Otto<br />
EA 896 V12 TDI<br />
Skoda Mlada Boleslav<br />
EA111 R3 Otto<br />
SVW Anting<br />
EA 888 R4 Otto<br />
VWED Dalian<br />
EA 888 R4 Otto<br />
SVW Lou Tang<br />
EA 111 R4 Otto<br />
*2010 januári állapot
Tartalom<br />
► Bevezet<strong>és</strong><br />
► Sorba kapcsolt futószalag gyártás<br />
► Tulajdonságok, elınyök – hátrányok, kihívások<br />
► Audi Hungaria Motor Kft. sorozatgyártás<br />
► Új koncepciók <strong>és</strong> módszerek<br />
► A sorozatgyártás elık<strong>és</strong>zít<strong>és</strong>e<br />
► Fejleszt<strong>és</strong>i folyamat<br />
► A prototípusok szükségszerősége<br />
► Prototípusok követelményei<br />
► Kísérleti Motorgyártó Központ (MAC)<br />
► Tevékenységek<br />
► Szervezet, folyamatok<br />
3 06.12.2010<br />
Alkatr<strong>és</strong>z elık<strong>és</strong>zít<strong>és</strong> / komissionálás<br />
Mechanikus megmunkálás / minıség ellenırz<strong>és</strong><br />
Tipikus prototípus épít<strong>és</strong><br />
Termék- <strong>és</strong> folyamat <strong>optimalizálás</strong>
evezet<strong>és</strong><br />
4 06.12.2010<br />
Galamb József Henry Ford
Bevezet<strong>és</strong><br />
5 06.12.2010<br />
Kép: Ford T-Modell (Tin Lizzy, 1926) Film: Futószalagos gyártás (Ford, 1924)
Bevezet<strong>és</strong><br />
► Mennyiben befolyásolta <strong>és</strong> forradalmasította a Ford Motor Company a járműgyártást<br />
a világon?<br />
► „Nem találmányokkal, hanem javításokkal lehet vagyonokat elérni.“<br />
Henry Ford<br />
► 15. évszázad: Velencében hajókat gyártanak futószalagon<br />
► 1790: találmány a folyamatos szállítás kül. technikáival rendelkezı malomról<br />
► 1833: hajós kétszersült gyártásához Angliában futószalagot vezetnek be<br />
► 1870: Cincinnati-ban vágóhidakon alkalmaznak magasban elhelyezett szállító<br />
szalagokat<br />
6 06.12.2010<br />
(ún. „disassembly lines“ a példakép a Ford „assembly lines“ számára)<br />
► 19. évsz. vége: Brémában futószalagos termel<strong>és</strong> a kávé gyártásban<br />
► 1902: Ransom Olds (Oldsmobile) faállványok, amelyeken a jármővek a különbözı<br />
gyártási állomásokhoz eljuttathatók<br />
► 1914: Henry Ford olyan mértékben finomított a termel<strong>és</strong>en, hogy a fa paletták<br />
helyett futószalagot alkalmazott az autógyártásban
Bevezet<strong>és</strong><br />
► Modell T az elsı jármő, amit futószalagon gyártottak<br />
► Az eladási ár 850 $ -ról 370 $-ra csökkent<br />
► Gyártási idı 93 percre csökkent (kb. az eredeti idı 1/10-ére)<br />
► Az éves termel<strong>és</strong> 200.000 jármőre nıtt<br />
► Gyártás 1915 <strong>és</strong> 1925 között csak feketében<br />
► Csak egy lakkozó utca<br />
► A fekete nitrolakk száradt a leggyorsabban<br />
► 1918 –ban minden második autó Amerikában egy Modell T<br />
► 1927-ig több, mint 15 millió jármővet gyártottak<br />
► Olyan rekord, ami a következı 45 évben fennállt...<br />
… amíg meg nem érkezett:<br />
7 06.12.2010
Sorba kapcsolt gyártás futószalagon<br />
Jellemzık<br />
► A folyamatos termel<strong>és</strong> legkövetkezetesebb elterjed<strong>és</strong>e = termel<strong>és</strong> futószalagon<br />
► Az anyagszállítás sorba kapcsolt szállító rendszerekkel történik<br />
► A munkafolyamatok legtöbbször kev<strong>és</strong> kézmozdulatból állnak (one touch – one<br />
motion)<br />
► A munkafolyamat egy pontosan meghatározott kézmozdulat sorozat ismétl<strong>és</strong>e<br />
► Meghatározott idıbeli ritmus (ütem)<br />
► Döntı a fennakadásmentes folyamathoz optimális futószalag vezérl<strong>és</strong><br />
8 06.12.2010
Sorba kapcsolt sorozatgyártás<br />
Elınyök - hátrányok<br />
► Elınyök<br />
► Félk<strong>és</strong>z <strong>termék</strong>ek mennyiségének minimumra redukálása (alig van raktározás)<br />
► Helymegtakarítás a munkahelyek konzekvens elrendez<strong>és</strong>ével<br />
(szállítási utak lerövidít<strong>és</strong>e, szállítási költségek csökkent<strong>és</strong>e)<br />
► (Költség-)elınyök a munkamegosztásból <strong>és</strong> specializálódásból<br />
► Kis átfutási idık teljes gyártási idı csökkent<strong>és</strong>e<br />
► Az alkatr<strong>és</strong>zek ellenırz<strong>és</strong>e integrálható a munkafolyamatba<br />
► Gyors speciális gépek alkalmazhatók, gyakran automata állomások<br />
► magas reprodukálhatóság<br />
► Σ = jelentıs költség megtakarítás<br />
► Hátrányok<br />
► Kis rugalmasság az üzem alkalmazkodóképessége csekély<br />
► Magas berendez<strong>és</strong> intenzitás<br />
► A teljes termel<strong>és</strong> zavarérzékenysége magas gép kies<strong>és</strong>ek esetén<br />
► A munkaerı csekély beavatkozási lehetısége, monoton munkavégz<strong>és</strong><br />
9 06.12.2010
Sorba kapcsolt sorozatgyártás<br />
Kihívások<br />
► A munkafolyamatok <strong>és</strong> munkaállomások meghatározása úgy, hogy azok<br />
végrehajtása pontosan meghatározott idıt vegyen igénybe, az ütemidıt<br />
► Ha a gyártóhelyek automatizált sorba kapcsolása valósul meg, akkor (merev)<br />
szállítószalagról beszélünk, a termel<strong>és</strong>i folyamat teljesen automatikusan zajlik<br />
► A nagy berendez<strong>és</strong> intenzitás miatt ez a gyártási módszer elsısorban a típus- <strong>és</strong><br />
tömegtermel<strong>és</strong>ben valósul meg<br />
► Változó költségek viszonylag alacsonyak (raktározás <strong>és</strong> szállítás, gyártás <strong>és</strong><br />
munkabérek)<br />
► Alkalmazás pl. az autó- <strong>és</strong> élelmiszeriparban.<br />
10 06.12.2010
Sorozatgyártás Audi Hungaria Motor Kft.<br />
Új koncepciók <strong>és</strong> eljárások (kivonat)<br />
► APS (AUDI Produktions System = AUDI termel<strong>és</strong>i rendszer)<br />
11 06.12.2010<br />
Termel<strong>és</strong><br />
Takt Fluss Pull Perfektion<br />
Alapok
Sorozatgyártás Audi Hungaria Motor Kft.<br />
A széria elık<strong>és</strong>zít<strong>és</strong>e<br />
► Valamennyi megemlített szerel<strong>és</strong>i koncepció keveset ér, ha a gyártott <strong>termék</strong>:<br />
► Konstrukciós kialakítása nem optimális<br />
► Nehezen vagy ráfordítás igényesen gyártható<br />
► Változó minıségben áll rendelkez<strong>és</strong>re<br />
► Csak bonyolultan gyártható sorozatgyártásban<br />
► Mit kell tenni?<br />
► Lehetıleg a (fejleszt<strong>és</strong>i-)folyamat elején beavatkozni!<br />
12 06.12.2010<br />
Film: Termel<strong>és</strong> (AUDI, V6 TDI)
Sorozatgyártás Audi Hungaria Motor Kft.<br />
Fejleszt<strong>és</strong>i folyamat (kivonat a <strong>termék</strong>hez)<br />
► Termékküldet<strong>és</strong> [kb. -4 év]<br />
► durva package, koncepciók, koncepció kiválasztás<br />
► Koncepció dönt<strong>és</strong> [-3 év]<br />
► Az elsı mőszaki egység felépít<strong>és</strong>e<br />
► Design Freeze [-2 év]<br />
► A <strong>termék</strong> gyárthatósága<br />
► Beszerz<strong>és</strong>i engedély [kb. -2 évtıl]<br />
► Prototípus gyártás (pl. fékpad hosszú járatások)<br />
► Miért olyan fontos a prototípusok széria közeli feltételek közötti gyártása<br />
magas minıségi követelmények mellett?<br />
13 06.12.2010
Sorozatgyártás Audi Hungaria Motor Kft.<br />
Prototípusok szükségszerősége<br />
► Fejleszt<strong>és</strong>i- <strong>és</strong> tervez<strong>és</strong>i nyomás<br />
► Rövid motorfejleszt<strong>és</strong>i intervallumok<br />
► Innovációk / rugalmasság<br />
► Nagyszámú variációk piaci<br />
követelmények<br />
14 06.12.2010<br />
Biztosítás prototípusokkal<br />
Érett <strong>termék</strong> a sorozatgyártásban<br />
► Termel<strong>és</strong>i nyomás<br />
► Rövid motor felfutások<br />
► Magas darabszámok<br />
► Magas minıségi elvárások
Sorozatgyártás Audi Hungaria Motor Kft.<br />
Prototípusokkal szemben támasztott követelmények<br />
► Fejleszt<strong>és</strong> igénye:<br />
► „A próba alkatr<strong>és</strong>zek széria<br />
közeli folyamatban<br />
kerüljenek gyártásra!“<br />
15 06.12.2010<br />
Kapcsolatok<br />
+<br />
folyamat<br />
► Termel<strong>és</strong> igénye:<br />
Kísérleti Motorgyártó Központ (MAC)<br />
► „a darabok a szériában<br />
gyárthatók, kis számú<br />
változat!“
Kísérleti Motorgyártó Központ<br />
MAC szükséges tevékenységei<br />
► Projektkoordináció<br />
16 06.12.2010<br />
► MAC átveszi az épít<strong>és</strong>i tételek fejlettségi foknak megfelelı koordinálását<br />
► Kísérleti darabok gyártása<br />
► Kísérleti darabok gyártási megbízásainak vezérl<strong>és</strong>e<br />
► Ellenırzött darabok<br />
► TE- elıírásoknak megfelelı alkatr<strong>és</strong>z ellenırz<strong>és</strong> <strong>és</strong> mér<strong>és</strong><br />
► Rugalmas utómunka<br />
► Utómunka- vagy változásigény megvalósítása<br />
► Kísérleti darabok raktározása<br />
► Kísérleti darabok ellenırz<strong>és</strong>e, tárolása<br />
► Vevıi igényeknek megfelelı szerel<strong>és</strong><br />
► Individuális motorépít<strong>és</strong> motorkönyv szerint
Kísérleti Motorgyártó Központ<br />
MAC szükséges tevékenységei<br />
► Szétszerel<strong>és</strong> <strong>és</strong> analízis elıírás szerint<br />
17 06.12.2010<br />
► Hosszú járatás utáni szétszerel<strong>és</strong> <strong>és</strong> analízis<br />
► Korai analízis <strong>és</strong> biztosítás<br />
► Szegmenseket átfogó kompetencia felépít<strong>és</strong>e a korai <strong>és</strong> szisztematikus<br />
analízisekhez <strong>és</strong> gyárthatóság <strong>és</strong> szerelhetıség biztosításához a szériában.<br />
► EHPE-idık meghatározása<br />
► Új- / megelızı- <strong>és</strong> versenytárs motorok meghatározása / összehasonlítása<br />
► Potenciál lista konstrukciós javaslatokkal (best of benchmark)<br />
► Vizsgálati technika<br />
► Vizsgálati technikai analízisek minden új motor projektre<br />
► Csavarozástechnika<br />
► Csavarozástechnikai analízisek minden új motor projektre
Kísérleti Motorgyártó Központ<br />
Szervezet, folyamat<br />
Fennálló vevıi igény<br />
18 06.12.2010<br />
Alkatr<strong>és</strong>z elık<strong>és</strong>zít<strong>és</strong><br />
link<br />
Mechanikus megmunkálás<br />
link<br />
Projektkoordináció AUDI Hungaria<br />
Minőség ellenőrz<strong>és</strong><br />
Komissionálás<br />
Egyedi motorgyártás<br />
link<br />
Teljesítményvizsgálat<br />
Produkt- und Prozessoptimierung<br />
link<br />
ZP7-szerel<strong>és</strong><br />
Kiszállítás<br />
Kielégített vevıi igény
Köszönöm a figyelmet!<br />
Danke für die Aufmerksamkeit!<br />
19 06.12.2010
► Audi Hungaria Motor Kft.<br />
mindig keres fiatal <strong>és</strong><br />
elkötelezett munkatársakat<br />
► Gyakornoki program <strong>és</strong><br />
diplomamunka írási lehetıség<br />
► További információ:<br />
www.audi.hu/karrier<br />
20 06.12.2010
Függelék<br />
21 06.12.2010
Sorozatgyártás AUDI<br />
konstrukciós példa (V6 TDI ATL-olaj visszafolyó csı)<br />
► Elıtte: olaj visszafolyó csıvel <strong>és</strong> O-győrővel Dolgozói ellenırz<strong>és</strong> tükörrel<br />
► Utána: integrált olaj visszavezet<strong>és</strong> a turbó tartón<br />
22 06.12.2010
Sorozatgyártás AUDI<br />
Változtatási költségek alakulása korai <strong>és</strong> széria változtatás esetén<br />
Költségek<br />
23 06.12.2010<br />
Kísérleti<br />
fázis<br />
Előszéria<br />
engedély<br />
SOP<br />
Termék<br />
fejleszt<strong>és</strong>i<br />
folyamat<br />
► Befolyásoló tényezık<br />
► Széria berendez<strong>és</strong>ek<br />
► Széria szerszámok<br />
► Alkatr<strong>és</strong>z próbák<br />
► Jármő applikációk<br />
► CAD-/ rajzváltozások<br />
► s.t.b.
Alkatr<strong>és</strong>z elık<strong>és</strong>zít<strong>és</strong><br />
Az elıszéria sajátosságai<br />
► Alkatr<strong>és</strong>z logisztika<br />
► (Motorbau tervezi a motorépít<strong>és</strong>t)<br />
► Nincs alkatr<strong>és</strong>z tourizmus: vezérl<strong>és</strong> saját felelısségben<br />
► Alkatr<strong>és</strong>z rendelkez<strong>és</strong>re állás vizsgálata<br />
► Dummy-darabjegyzék elk<strong>és</strong>zít<strong>és</strong>e<br />
► Igény az SAP-ban Ajánlatkér<strong>és</strong> vagy beszerz<strong>és</strong> a fejleszt<strong>és</strong>en keresztül<br />
► Motorépít<strong>és</strong>ek priorizálása<br />
► Raktározás<br />
► Nincs rejtett raktározás a szériában<br />
► A kísérleti darabok nyilvántartása, raktározása <strong>és</strong> komissionálása<br />
24 06.12.2010
Mechanikus megmunkálás<br />
Az elıszéria sajátosságai<br />
► Kísérleti darabok gyártása<br />
► Az új alkatr<strong>és</strong>zek tapasztalatai a széria gyártósorok számára<br />
► Technológia / szerszám próbák<br />
► Alkatr<strong>és</strong>z fejleszt<strong>és</strong> befolyásolása<br />
► Koordinált <strong>és</strong> szisztematikus ajánlatkér<strong>és</strong> a széria gyártósorokról<br />
► Egy kapcsolattartó: kísérleti alkatr<strong>és</strong>z gyártási megbízások vezérl<strong>és</strong>e az MAC<br />
központi kapcsolattartóján keresztül<br />
► Minıség ellenırz<strong>és</strong><br />
► Többlet mér<strong>és</strong>i ráfordítás / személyzet<br />
► Ellenırzött egyedi darabok<br />
25 06.12.2010<br />
TE elıírások alapján kerülnek a széria- <strong>és</strong> kísérleti darabok mér<strong>és</strong>re<br />
Az eredmény egyeztet<strong>és</strong>e a TE-vel<br />
Dokumentált alkalmazhatóság
Széria gyártás AUDI<br />
Tipikus prototípus motorépít<strong>és</strong><br />
► Független a sori<br />
ütemidıtıl<br />
► Módszerek kipróbálása<br />
► Felépít<strong>és</strong>i tevékenységek<br />
megismer<strong>és</strong>e<br />
► Szerel<strong>és</strong>i sorrendek<br />
módosítása/<br />
meghatározása<br />
► Egyedi alkatr<strong>és</strong>zek<br />
kipróbálása<br />
► Szerelhetıség<br />
megállapítása<br />
► Szerszámok elık<strong>és</strong>zít<strong>és</strong>e a<br />
szériához<br />
► Dolgozók betanítása<br />
26 06.12.2010<br />
Sok manuális tevékenység<br />
nagy (szerel<strong>és</strong>i-)terjedelem munkahelyenként<br />
Kisszériás gyártáshoz is megfelelı<br />
(Pl.: R5 TFSI)<br />
Szerelıbak
<strong>Folyamat</strong>- <strong>és</strong> <strong>termék</strong> <strong>optimalizálás</strong><br />
Esélyek<br />
► Termék (motor) <strong>és</strong> folyamat (pl. szerel<strong>és</strong>) <strong>optimalizálás</strong>i lehetıségek<br />
► Változtatások hatékonysága<br />
27 06.12.2010<br />
projektfüggı<br />
szegmensfüggı<br />
► Analízis<br />
Korai <strong>és</strong> szisztematikus analízis<br />
Gyártás <strong>és</strong> szerelhetıség a szériában<br />
Szegmenseiket átfogó kompetencia fejleszt<strong>és</strong>
<strong>Folyamat</strong>- <strong>és</strong> <strong>termék</strong> <strong>optimalizálás</strong><br />
Példa (fıtengely, V8 Otto BiT)<br />
► Hiba: karcképzıd<strong>és</strong> az axiális<br />
csapágyon<br />
► Analízis: rajzi elıírások<br />
► Intézked<strong>és</strong>: A futófelület átmérıjének csökkent<strong>és</strong>e<br />
28 06.12.2010<br />
► Ok: tehermentesítı furat / átfed<strong>és</strong> a<br />
futófelülettel<br />
► Analízis: CAD-modell
<strong>Folyamat</strong>- <strong>és</strong> <strong>termék</strong> <strong>optimalizálás</strong><br />
EHPE (Engineered Hours Per Engine )<br />
► Definíció<br />
► Az az idı, ami a konstrukcióból adódóan szükséges egy <strong>termék</strong> elıállításához<br />
► Cél<br />
► Semleges mér<strong>és</strong>i jellemzı <strong>és</strong> ráfordítás értékel<strong>és</strong> a konstrukció termel<strong>és</strong>re<br />
gyakorolt hatásáról<br />
► Célmegadás a fejleszt<strong>és</strong>hez (idıben)<br />
► Konstrukciós megoldások összehasonlítása azonos alkatr<strong>és</strong>z terjedelemre /<br />
funkcióra<br />
► Módszer<br />
► Methods-Time Measurement (Eljárás a munkafolyamatok analíziséhez)<br />
29 06.12.2010
<strong>Folyamat</strong>- <strong>és</strong> <strong>termék</strong> <strong>optimalizálás</strong><br />
EHPE (feltételek, feltételez<strong>és</strong>ek)<br />
► Csak az alkatr<strong>és</strong>zek száma, pozíciója <strong>és</strong> geometriája <strong>és</strong> a rögzít<strong>és</strong> módja (klipszek,<br />
csavarok, ragasztás, hornyolás, stb.) játszanak szerepet az EHPE –nél,<br />
► Minden automatizált tartalom értékel<strong>és</strong>e manuális az összehasonlíthatóság<br />
biztosításának érdekében, automatizálási foktól függetlenül<br />
► Az alkatr<strong>és</strong>zek optimális körülmények között kerülnek beépít<strong>és</strong>re<br />
► Szerel<strong>és</strong>kor a szükséges alkatr<strong>és</strong>zek <strong>és</strong> szerszámok max. kb. 20-50 cm (2 elér<strong>és</strong>i<br />
távolság) távolságra vannak a motortól.<br />
► Definiált standard gyártási mélység (M = szerel<strong>és</strong> vagy VT = megelızı tevékenység)<br />
► Definiált segédanyagok<br />
► Osztályozott munkafolyamatok<br />
30 06.12.2010
<strong>Folyamat</strong>- <strong>és</strong> <strong>termék</strong> <strong>optimalizálás</strong><br />
EHPE (Példa: szelepfedél, R4 Otto)<br />
31 06.12.2010<br />
szelepfedél rögzít<strong>és</strong>i pontok<br />
olajleválasztó rögzít<strong>és</strong>i pontok
<strong>Folyamat</strong>- <strong>és</strong> <strong>termék</strong> <strong>optimalizálás</strong><br />
Vizsgálati technika (mér<strong>és</strong>i terjedelem az elıszériában)<br />
► (dönt<strong>és</strong> az új <strong>termék</strong>rıl)<br />
► CAD-adatok <strong>és</strong> prototípus a fejleszt<strong>és</strong>tıl ill. MAC-tól<br />
► Dönt<strong>és</strong> a vizsgálati technikai koncepcióról a motorszerelde számára<br />
► Alkatr<strong>és</strong>zek, alkatr<strong>és</strong>z csoportok vagy teljes motorok analízise<br />
► Vizsgálati technikai FMEA (Fehler Möglichkeits- und Einfluss-Analyse, hiba<br />
lehetıség <strong>és</strong> befolyásolási analízis)<br />
► Mappings (széleskörő analízis) az alkatr<strong>és</strong>zek mérhetıségéhez<br />
► Fejleszt<strong>és</strong>-teljesítmény fékpad<br />
► Termel<strong>és</strong>- meleg járatás<br />
► Analízis-tömítettség vizsgálat<br />
► Széria-tömítettség vizsgálat<br />
► Széria-hideg járatás<br />
32 06.12.2010
<strong>Folyamat</strong>- <strong>és</strong> <strong>termék</strong> <strong>optimalizálás</strong><br />
Vizsgálati technika (Széria ellenırzı állomások: R4 TDI)<br />
33 06.12.2010<br />
Hideg járatás<br />
(Mechanika,<br />
Elektronika)<br />
Átforgatási nyomaték<br />
mér<strong>és</strong> (dugattyúval)<br />
5<br />
4<br />
2<br />
Tömítettség<br />
vizsgálat<br />
üzemanyagtér<br />
Átforgatási nyomaték<br />
mér<strong>és</strong> (dugattyú nélkül)<br />
1<br />
Tömítettség vizsgálat<br />
Alapmotor (VT, OT)<br />
3<br />
START<br />
6<br />
Tömítettség vizsgálat<br />
Komplettmotor (WR)<br />
Kompakt mérők<strong>és</strong>zülék<br />
(pl. pulzáló szenzor)<br />
VÉGE<br />
AUDIT,<br />
teljesítmény<br />
fékpad<br />
Meleg járatás<br />
fékpad<br />
100 %<br />
ca. 5 %<br />
0.1 %
<strong>Folyamat</strong>- <strong>és</strong> <strong>termék</strong> <strong>optimalizálás</strong><br />
Vizsgálati technika (mér<strong>és</strong>i terjedelem* a szériában kivonat)<br />
Tömítettség vizsgálat<br />
► lapos tömít<strong>és</strong>ek<br />
► víztér<br />
► hengerfej tömít<strong>és</strong><br />
► ég<strong>és</strong>tér<br />
► csavarozások<br />
► olajtér<br />
► tömítıgyőrők<br />
► folyékony tömít<strong>és</strong>ek<br />
► csıköt<strong>és</strong>ek<br />
► belsı tömítetlenségek<br />
► ajakos tömít<strong>és</strong><br />
► stb.<br />
*a mér<strong>és</strong>i terjedelem motortól függően eltérő<br />
34 06.12.2010<br />
Hideg járatás<br />
► fázishelyzet NW/KW<br />
► Rail nyomás<br />
► Zaj<br />
► beszívott-/kipufogó<br />
nyomás<br />
► fordulatszám<br />
► nyomaték<br />
► olajnyomás<br />
• vakuum (VaPu)<br />
• injektorok<br />
• LBK<br />
► hım.-jeladó<br />
► stb.
<strong>Folyamat</strong>- <strong>és</strong> <strong>termék</strong> <strong>optimalizálás</strong><br />
Csavarozástechnika (mér<strong>és</strong>ek az elıszériában)<br />
► Csavarozási analízis a kísérleti fázistól-szériáig<br />
► Kísérletek célja<br />
35 06.12.2010<br />
Mőködik-e a csavarozás ezzel a kialakítással a szériában<br />
► <strong>Folyamat</strong><br />
Szakítási görbék felvétele <strong>és</strong> kiértékel<strong>és</strong>e minden csavarozásról<br />
Szükség esetén javaslat a meghúzási elıírás módosításáról<br />
► Csavarozások szerelhetıségének megítél<strong>és</strong>e a kísérleti fázisokban<br />
► A tervezett csavarozások szerelhetıségének megítél<strong>és</strong>e<br />
► Szükség esetén <strong>termék</strong>- <strong>és</strong> folyamatmódosítási javaslatok kidolgozása<br />
► Javaslatok kidolgozása az alkalmazandó szerszámokról <strong>és</strong> az elsı paraméterez<strong>és</strong><br />
beállításairól<br />
► Termék- <strong>és</strong> folyamat ellenırz<strong>és</strong>ek VFA-tól 0-szériáig<br />
► Szerszám- <strong>és</strong> folyamatellenırz<strong>és</strong>ek annak megállapításához, hogy az<br />
alkalmazott technika folyamatbiztos-e a csavarozásokhoz
<strong>Folyamat</strong>- <strong>és</strong> <strong>termék</strong> <strong>optimalizálás</strong><br />
Csavarozástechnika (elınyök a széria számára)<br />
► Kisebb paraméterez<strong>és</strong>i ráfordítás felfutásnál<br />
► Csak folyamatbiztosan szerelhetı csavarozások kerülnek a szériába, ezzel a<br />
reklamációk száma csökken<br />
► Definiált tőr<strong>és</strong>ek a <strong>termék</strong>- <strong>és</strong> folyamat ellenırz<strong>és</strong>ekhez (MNA1 <strong>és</strong> szerszám<br />
ellenırz<strong>és</strong>ek)<br />
► Csak jól hozzáférhetı csavarozások a szériában, ezáltal az ütemidı betartásának<br />
biztosítása<br />
36 06.12.2010<br />
MD