

M - SEF meccanotecnica
M - SEF meccanotecnica
M - SEF meccanotecnica

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Frese a filettare con svasatore<br />
Per interpolazione filettano<br />
una vasta gamma di materiali<br />
Filettature precise<br />
su una vasta gamma di materiali<br />
•<br />
•<br />
•<br />
•<br />
•<br />
Acciai ben truciolabili<br />
Acciai bonificati<br />
Acciai inossidabili<br />
Ghise<br />
Leghe di alluminio, ecc<br />
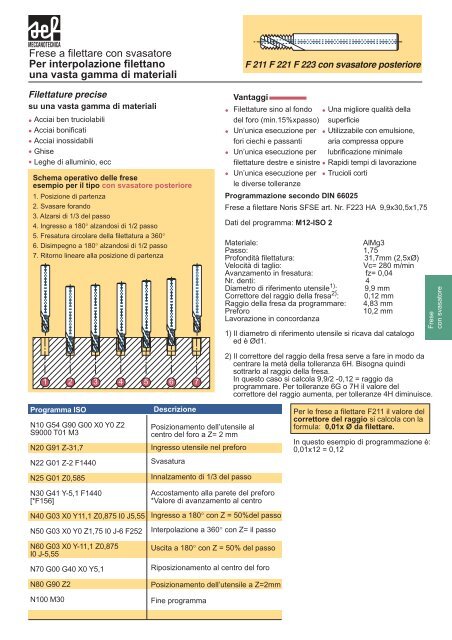
Schema operativo delle frese<br />
esempio per il tipo con svasatore posteriore<br />
1. Posizione di partenza<br />
2. Svasare forando<br />
3. Alzarsi di 1/3 del passo<br />
4. Ingresso a 180° alzandosi di 1/2 passo<br />
5. Fresatura circolare della filettatura a 360°<br />
6. Disimpegno a 180° alzandosi di 1/2 passo<br />
7. Ritorno lineare alla posizione di partenza<br />
1 2 3 4 5 6 7<br />
Vantaggi<br />
•<br />
Filettature sino al fondo<br />
del foro (min.15%xpasso)<br />
Un’unica esecuzione per<br />
fori ciechi e passanti<br />
Un’unica esecuzione per<br />
filettature destre e sinistre<br />
Un’unica esecuzione per<br />
le diverse tolleranze<br />
•<br />
•<br />
•<br />
F 211 F 221 F 223 con svasatore posteriore<br />
•<br />
•<br />
•<br />
•<br />
Programmazione secondo DIN 66025<br />
Frese a filettare Noris SFSE art. Nr. F223 HA 9,9x30,5x1,75<br />
Dati del programma: M12-ISO 2<br />
Una migliore qualità della<br />
superficie<br />
Utilizzabile con emulsione,<br />
aria compressa oppure<br />
lubrificazione minimale<br />
Rapidi tempi di lavorazione<br />
Trucioli corti<br />
Materiale: AlMg3<br />
Passo: 1,75<br />
Profondità filettatura:<br />
31,7mm (2,5xØ)<br />
Velocità di taglio: Vc= 280 m/min<br />
Avanzamento in fresatura: fz= 0,04<br />
Nr. denti: 4<br />
Diametro di riferimento utensile 1) : 9,9 mm<br />
Correttore del raggio della fresa 2) : 0,12 mm<br />
Raggio della fresa da programmare: 4,83 mm<br />
Preforo<br />
10,2 mm<br />
Lavorazione in concordanza<br />
1) Il diametro di riferimento utensile si ricava dal catalogo<br />
ed è Ød1.<br />
2) Il correttore del raggio della fresa serve a fare in modo da<br />
centrare la metà della tolleranza 6H. Bisogna quindi<br />
sottrarlo al raggio della fresa.<br />
In questo caso si calcola 9,9/2 -0,12 = raggio da<br />
programmare. Per tolleranze 6G o 7H il valore del<br />
correttore del raggio aumenta, per tolleranze 4H diminuisce.<br />
Frese<br />
con svasatore<br />
Programma ISO<br />
N10 G54 G90 G00 X0 Y0 Z2<br />
S9000 T01 M3<br />
N20 G91 Z-31,7<br />
N22 G01 Z-2 F1440<br />
N25 G01 Z0,585<br />
N30 G41 Y-5,1 F1440<br />
[*F156]<br />
N40 G03 X0 Y11,1 Z0,875 I0 J5,55<br />
N50 G03 X0 Y0 Z1,75 I0 J-6 F252<br />
N60 G03 X0 Y-11,1 Z0,875<br />
I0 J-5,55<br />
N70 G00 G40 X0 Y5,1<br />
N80 G90 Z2<br />
N100 M30<br />
Descrizione<br />
Posizionamento dell’utensile al<br />
centro del foro a Z= 2 mm<br />
Ingresso utensile nel preforo<br />
Svasatura<br />
Innalzamento di 1/3 del passo<br />
Accostamento alla parete del preforo<br />
*Valore di avanzamento al centro<br />
Ingresso a 180° con Z = 50%del passo<br />
Interpolazione a 360° con Z= il passo<br />
Uscita a 180° con Z = 50% del passo<br />
Riposizionamento al centro del foro<br />
Posizionamento dell’utensile a Z=2mm<br />
Fine programma<br />
Per le frese a filettare F211 il valore del<br />
correttore del raggio si calcola con la<br />
formula: 0,01x Ø da filettare.<br />
In questo esempio di programmazione è:<br />
0,01x12 = 0,12













