
You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
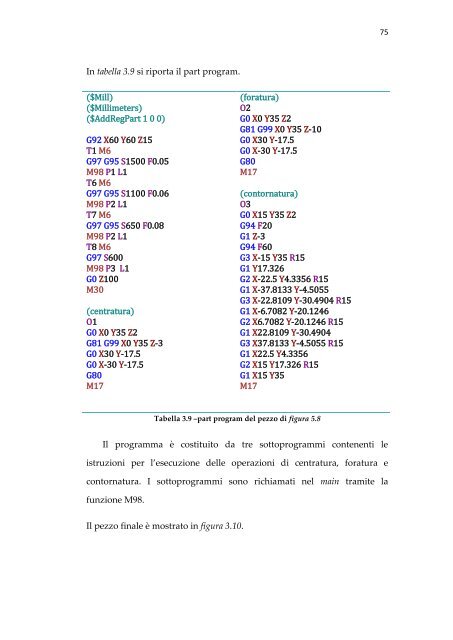
75In tabella 3.9 si riporta il part program.($Mill)($Millimeters)($AddRegPart 1 0 0)G92 X60 Y60 Z15T1 M6G97 G95 S1500 F0.05M98 P1 L1T6 M6G97 G95 S1100 F0.06M98 P2 L1T7 M6G97 G95 S650 F0.08M98 P2 L1T8 M6G97 S600M98 P3 L1G0 Z100M30(centratura)O1G0 X0 Y35 Z2G81 G99 X0 Y35 Z-3G0 X30 Y-17.5G0 X-30 Y-17.5G80M17(foratura)O2G0 X0 Y35 Z2G81 G99 X0 Y35 Z-10G0 X30 Y-17.5G0 X-30 Y-17.5G80M17(contornatura)O3G0 X15 Y35 Z2G94 F20G1 Z-3G94 F60G3 X-15 Y35 R15G1 Y17.326G2 X-22.5 Y4.3356 R15G1 X-37.8133 Y-4.5055G3 X-22.8109 Y-30.4904 R15G1 X-6.7082 Y-20.1246G2 X6.7082 Y-20.1246 R15G1 X22.8109 Y-30.4904G3 X37.8133 Y-4.5055 R15G1 X22.5 Y4.3356G2 X15 Y17.326 R15G1 X15 Y35M17Tabella 3.9 –part program del pezzo di figura 5.8Il programma è costituito da tre sottoprogrammi contenenti leistruzioni per l’esecuzione delle operazioni di centratura, foratura econtornatura. I sottoprogrammi sono richiamati nel main tramite lafunzione M98.Il pezzo finale è mostrato in figura 3.10.