Plastisk deformasjon i metaller
Plastisk deformasjon i metaller
Plastisk deformasjon i metaller

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
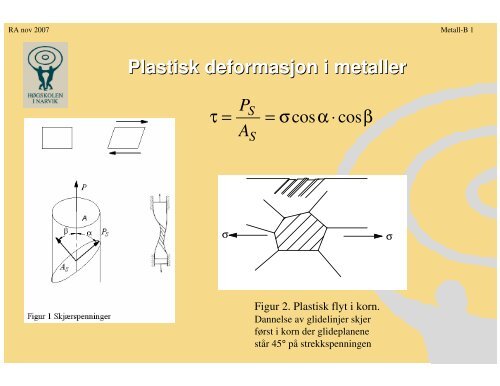
RA nov 2007<br />
<strong>Plastisk</strong> <strong>deformasjon</strong> i <strong>metaller</strong><br />
PS<br />
τ = = σcos<br />
α ⋅ cosβ<br />
A<br />
σ<br />
S<br />
Figur 2. <strong>Plastisk</strong> flyt i korn.<br />
Dannelse av glidelinjer skjer<br />
først i korn der glideplanene<br />
står 45° på strekkspenningen<br />
σ<br />
Metall-B 1
RA nov 2007<br />
Glidelinjer i stål st<br />
S235-type. Differensialinterferenskontrast, 500X<br />
RA2003<br />
Metall-B 2
RA nov 2007<br />
Glidning av atomplan<br />
ε<br />
1<br />
σ↵<br />
σ y<br />
45°<br />
! flytegrensen er ikke så høy !<br />
Det må være noe vi ”glemmer”<br />
τ<br />
Metall-B 3
RA nov 2007<br />
Dislokasjoner<br />
Ved plastisk <strong>deformasjon</strong> vandrer dislokasjoner (linjedefekter) i glideplanene<br />
Metall-B 4
RA nov 2007<br />
Dislokasjoner<br />
Metall-B 5
RA nov 2007<br />
Figur 6. Kant- og skruedislokasjon<br />
Skjærspenningen får dislokasjoner til å vandre i et<br />
glideplan. En kantdislokasjon (figurene til<br />
venstre) beveger seg i skjærspenningens<br />
retning. En skruedislokasjon (figurene til høyre)<br />
beveger seg vinkelrett på skjærspenningen<br />
Dislokasjoner<br />
Metall-B 6
RA nov 2007<br />
Annihilering<br />
av dislokasjon<br />
Formering av dislokasjoner<br />
Dieter: Mechanical Metallurgy<br />
Metall-B 7
RA nov 2007<br />
<strong>Plastisk</strong> flyt i <strong>metaller</strong><br />
• Skjer alltid som skjær<strong>deformasjon</strong> (som følge av<br />
skjærspenninger)<br />
• MEN atomplanene glir ikke i sin helhet, de glir ved at<br />
dislokasjoner vandrer i planet, drevet av<br />
skjærspenning<br />
• Ved vedvarende plastisk flyt (dislokasjonsbevegelser)<br />
formerer dislokasjonene seg<br />
• Når det har blitt veldig mange dislokasjoner, vil de<br />
møte hverandre på en slik måte at det blir konflikt om<br />
glideplanene, duktilitetsgrensen er nådd, videre<br />
<strong>deformasjon</strong> vil gi brudd<br />
• Alle måter / mekanismer som bremser<br />
dislokasjonenes evne til vandring, vil gi en herdeeffekt<br />
(dvs. det kreves høyere spenning for å oppnå flyt)<br />
Metall-B 8
RA nov 2007<br />
Herdemekansimer<br />
Metall-B 9<br />
• Herdemekanismer<br />
• Herding av <strong>metaller</strong> betyr å øke flytegrensen, dvs. å gjøre det ”tyngre”<br />
for dislokasjonene å vandre. Dette kan skje på forskjellige måter.<br />
• Ved at det er fremmedatomer i gitteret. Det er da ikke så ensartet og<br />
dislokasjonene har vanskeligere for å passere. Dette kalles<br />
løsningsherding.<br />
• Ved at det er partikler eller inneslutninger i krystallene. Dette kalles<br />
partikkelherding. Den sterkeste effekt av partikkelherding fås når<br />
partiklene er mange og små. Det finner vi i utherdbare<br />
aluminiumlegeringer, der partiklene er koherente (bryter ikke gitteret). I<br />
kulegrafittjern (seigjern) er partiklene store og runde, og gir liten<br />
herdevirkning, kulegrafittjern ganske duktilt.<br />
• Ved at det genereres så mange dislokasjoner at de henger seg opp i<br />
hverandre. Dette kalles <strong>deformasjon</strong>sherding, og utnyttes i<br />
kaldbearbeiding av <strong>metaller</strong> (hardvalsing). Hardvalset materiale kan<br />
gjøres bløtt igjen ved en varmebehandling som setter fart på atomene<br />
slik at dislokasjonstettheten går ned til det normale igjen.<br />
• Ved at materialet er finkornet, korngrenseherding. Mange korngrenser<br />
gjør dislokasjonsvandringen tyngre. Denne herdemekanismen er den<br />
som går minst ut over seigheten og er derfor gunstig
RA nov 2007<br />
• Hensikt: Oppnå bedre fasthet og seighet<br />
– varme til austenittiseringstemperatur (γområdet),<br />
holde til homogenisering<br />
(diffusjonsutjevning, ca 30 min)<br />
Seigherding av stål st<br />
– Bråkjøle, vi får hard martensitt =<br />
øyeblikksdannet ferritt med tvangsløst karbon<br />
– Anløpe ved 300 – 600 °(1/2 – 1 time), sette i gang<br />
diffusjon slik at cementitt dannes, men nå som<br />
små perler (ikke perlitt)<br />
www.doitpoms.ac.uk<br />
Metall-B 10
RA nov 2007<br />
• Hensikt: kornforfining og / eller<br />
polygonalisering av korn (bedre seighet)<br />
– varme til austenittiseringstemperatur<br />
(γ-området), holde til homogenisering<br />
(diffusjonsutjevning, ca 30 min)<br />
– Kjøle rolig slik at det blir normal<br />
transformasjon til ferritt-perlitt<br />
Normalisering av stål st<br />
Støpt stål før og etter normalisering<br />
www.doitpoms.ac.uk<br />
Metall-B 11
RA nov 2007<br />
Deformasjonsherding<br />
Hensikt: øke fastheten, lage lette og høyfaste<br />
produkter<br />
Tynnplater og profiler, blanke, ofte elektroforsinket<br />
Eksempel, letthimling (usg-europe)<br />
Kaldvalsing<br />
Varmvalset<br />
Kaldvalset<br />
Metall-B 12<br />
www.doitpoms.ac.uk
RA nov 2007<br />
Termomekanisk behandlede stål st<br />
Mikrolegerte stål st<br />
• TMCP:Thermo- mechanically controlled processing<br />
• HSLA: High strength low alloy, også betegnet mikrolegering<br />
• TMCP: En komplisert prosess der det startes med varmvalsing (i austenitttilstand).<br />
Legeringselementer feller ut kornstørrelsekontrollerende<br />
partikler. Kjølingen er aksellerert med vann mellom valsestegene.<br />
Transformasjonen til ferritt og karbid skjer under <strong>deformasjon</strong><br />
• Korngrenseherding<br />
• partikkelherding<br />
• <strong>deformasjon</strong>sherding<br />
• Høyfaste konstruksjonsprofiler i S355 og S460 typer stål, men også plater<br />
med ennå høyere fasthet<br />
• Høy fasthet, god seighet, god sveisbarhet<br />
Metall-B 13
RA nov 2007<br />
Ståltype<br />
Velg rett tilsatsmaterial<br />
Velg rett prosedyre<br />
Sveising<br />
Fugepreparering<br />
Evt. forvarming<br />
En eller flere strenger<br />
B.A. Gustafsson:<br />
Tilvirkningsteknikk<br />
Metall-B 14
RA nov 2007<br />
Ved smeltesveising<br />
gjentas hele<br />
”stålhistorikken”<br />
Sveismetallet er svært<br />
rent, blir til meget<br />
finkornet struktur<br />
Varmepåvirket sone<br />
(HAZ) er utsatt for<br />
skadelig påvirkning<br />
Noe av det verste er<br />
fukt under ukontrollerte<br />
forhold, vil gi<br />
hydrogensprøhet i<br />
sveisen<br />
Sveiseprosedyren er<br />
viktig!<br />
Sveising<br />
Metall-B 15
Sveising<br />
Jo mer karbon det er i et stål, jo hardere vil det bli ved raskt avkjøling.<br />
Jo mer det finnes av legeringselementer i et stål, jo vanskeligere er det for karbonet å<br />
diffundere slik at deannes karbidaggregater, dvs. det vil også føre til økt hardhet.<br />
Det er derfor strenge krav til legeringsinnholdet i et stål som skal sveises.<br />
Dette uttrykkes med en ”karbonekvivalent”. Dette er en empirisk størrelse og det finnes<br />
forskjellige formler.<br />
Her er to vanlige:<br />
C<br />
C<br />
eq<br />
eq<br />
Mn<br />
= C+ ≤ 0,32%<br />
10<br />
Mn Cr+Mo+V Ni+Cu<br />
= C+ + + ≤<br />
0, 41%<br />
6 5 15
Det er vanlig å teste en sveis med hardhetsmåling.<br />
Sveising, hardhet<br />
Hardhet måles med forskjellige metoder, vanligst i europa er<br />
Vickers hardhet. En pyramideformet diamantspiss trykkes<br />
ned i underlaget med kraften F [N]. Hardhetsverdien er da<br />
0,1891 2<br />
F<br />
HV = ,<br />
d<br />
d1 + d2<br />
der d er diagonalen av inntrykket, d =<br />
2<br />
Det er vanlig å kreve at hardheten ved testsveising på en<br />
materialprøve av samme type som den virkelige<br />
konstrukjonen er under 300 HV (prosedyre-kvalifikasjon)<br />
Dersom harheten i sveisen blir for høy, er det fare for sprøbrudd fordi dette gir områder med forhøyet<br />
flytespenning.<br />
Når sveisen blir kald, trekker den seg sammen. De termiske spenningene vil nå opp i flytespenningen for<br />
materialet. Det er derfor viktig at både grunnmetall, sveisetilsett og varmepåvirket sone har god duktilitet
RA nov 2007<br />
Aluminium<br />
• Aluminium er et lettmetall med meget stor anvendelse.<br />
Aluminium kan som kjent tilvirkes ved støping,<br />
profilpressing og platevalsing. Aluminium er godt<br />
sveisbart og det finnes mange legeringer som har<br />
gode maskineringsegenskaper.<br />
• Aluminium i alle former kan også behandles slikt at<br />
fastheten økes, dvs. herdes.<br />
• Aluminium har kubisk flatesentrert struktur (fcc).<br />
Dette innebærer at aluminium i ren, glødet form vil<br />
være meget duktilt. Ultrarent, mykglødet aluminium vil<br />
ha flytegrense omkring 3-5 MPa.<br />
• Aluminiumlegeringer angis oftest ved det<br />
amerikanske nummersystemet, med det finnes også<br />
norske standarder, NS 17xxx.<br />
Metall-B 18
RA nov 2007<br />
Herding av aluminium. Partikkelherding<br />
Metall-B 19
RA nov 2007<br />
Fasediagrammet<br />
Utherdbar aluminiumlegering<br />
Strukturen som støpt<br />
Metall-B 20
RA nov 2007<br />
Innherding<br />
Metall-B 21
RA nov 2007<br />
Figur 1 Homogenisert<br />
Figur 2 Diffusjon til<br />
begynnende partikler,<br />
GP-soner<br />
Utherdingen<br />
Figur 3 Koherente<br />
partikler<br />
Anmerkning: partiklene etter overelding er egl. svært mye større enn de koherente<br />
partiklene (og langt færre)<br />
Metall-B 22<br />
Figur 4 Overelding,<br />
koherensbrudd
RA nov 2007<br />
Prosessoptimalisering<br />
Metall-B 23
RA nov 2007<br />
Forskjellige utherdbare Al-legeringer<br />
Al legeringer<br />
Metall-B 24
RA nov 2007<br />
Legeringselementer<br />
Varmebehandling<br />
Kaldbearbeiding<br />
Aluminiumlegeringer<br />
AW EN nummer Legeringselementer Varmebehandling<br />
1xxx Super- or commercial-purity Al. Non-heat-treatable<br />
2xxx Al-Cu(-Mg) Heat-treatable<br />
3xxx Al-Mn(-Mg) Non-heat-treatable<br />
4xxx Al-Si Non-heat-treatable<br />
5xxx Al-Mg Non-heat-treatable<br />
6xxx Al-Mg-Si Heat-treatable<br />
7xxx Al-Zn-Mg(-Cu) Heat-treatable<br />
8xxx Other alloys<br />
T1<br />
T2<br />
T3<br />
T4<br />
T5<br />
T6<br />
T7<br />
T8<br />
T9<br />
Cooled from elevated temperature shaping process > Naturally aged to a substantially stable<br />
condition<br />
Cooled from elevated temperature shaping process > Cold worked > Naturally aged<br />
Solution heat treated > Cold worked > Naturally aged<br />
Solution heat treated > Naturally aged<br />
Cooled from high temperature shaping > Artificially aged<br />
Solution heat treated > Artificially aged<br />
Solution heat treated > Overaged (i.e. beyond maximum strength)<br />
Solution heat treated > Cold worked > Artificially aged<br />
Solution heat treated > Artificially aged > Cold worked<br />
Det brukes også 2-sifrede angivelser. Disse er fabrikksangivesler, HXY.<br />
Y Degree of strain hardening<br />
X Secondary treatment 2 1/4 hard<br />
1 Cold worked only (no anneal) 4 1/2 hard<br />
2 Cold worked + partial anneal 6 3/4 hard<br />
3 Cold worked + "stabilised" 8 fully hard<br />
4 Cold worked + baked 9 extra hard<br />
Metall-B 25