Download - O Mundo da Usinagem
Download - O Mundo da Usinagem
Download - O Mundo da Usinagem

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
mero 2 foi diferente, com 4 cortes.<br />
A característica desses machos<br />
com cobertura leva a uma vi<strong>da</strong> útil<br />
mais longa, como pode ser visto<br />
comparando-se as Figuras 2 e 3.<br />
O macho número 2 (HSS+<br />
TiAlN) foi usado no primeiro conjunto<br />
de furos e, no final, concluiuse<br />
que apenas parte deles era boa,<br />
conforme o calibrador. Portanto,<br />
a sua performance incluiu só 18<br />
furos de 13 mm. de comprimento<br />
mais 25 furos de 26 mm. de comprimento.<br />
Isso só proporcionou<br />
884 mm. de comprimento roscado.<br />
Observando a Figura 3, pode-se<br />
ver que o macho número 3 teve<br />
uma vi<strong>da</strong> útil mais longa que o<br />
4, sendo 4,329 mm. contra apenas<br />
702 mm. A cobertura TiAlN<br />
usa<strong>da</strong> no macho número 3 foi a<br />
principal responsável por tal<br />
performance. De acordo com o<br />
trabalho anterior, durante o<br />
rosqueamento com altas veloci<strong>da</strong>des<br />
em condições sem refrigeração,<br />
as temperaturas podem<br />
atingir até 600ºC na área de<br />
contato entre a ferramenta e o<br />
cavaco (Schulz et alii,2000). Em<br />
tais temperaturas, a cobertura de<br />
TiCN não parece resistir, embora<br />
tenha melhor tenaci<strong>da</strong>de que a<br />
TiAlN (Schulz et alii, 2000;<br />
Yuhara, 2000).<br />
Outros resultados importantes<br />
foram os relacionados ao desgaste<br />
dos filetes no chanfro dos<br />
machos. O mais alto desgaste <strong>da</strong>s<br />
arestas foi sempre encontrado no<br />
quarto filete, que está localizado<br />
no diâmetro maior do macho.<br />
Isso ocorreu em todos os machos<br />
testados. Parece que esse padrão<br />
está relacionado à veloci<strong>da</strong>de de<br />
corte (maior no quarto filete) e<br />
à área de contato entre a peça e<br />
a aresta de corte (maior no<br />
quarto filete). Ambos os motivos<br />
8<br />
O <strong>Mundo</strong> <strong>da</strong> <strong>Usinagem</strong><br />
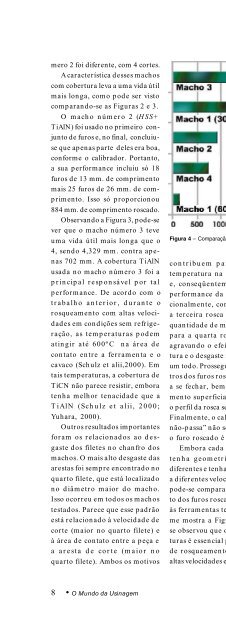
Figura 4 – Comparação entre diferentes machos de HSS.<br />
contribuem para uma maior<br />
temperatura na aresta de corte<br />
e, conseqüentemente, afetam a<br />
performance <strong>da</strong> cobertura. Adicionalmente,<br />
como a segun<strong>da</strong> e<br />
a terceira rosca desgastaram, a<br />
quanti<strong>da</strong>de de material deixado<br />
para a quarta rosca aumentou,<br />
agravando o efeito <strong>da</strong> temperatura<br />
e o desgaste no macho como<br />
um todo. Prosseguindo, os diâmetros<br />
dos furos roscados começam<br />
a se fechar, bem como o acabamento<br />
superficial se deteriora e<br />
o perfil <strong>da</strong> rosca se torna redondo.<br />
Finalmente, o calibrador “passanão-passa”<br />
não se a<strong>da</strong>pta mais e<br />
o furo roscado é rejeitado.<br />
Embora ca<strong>da</strong> um dos machos<br />
tenha geometria e cobertura<br />
diferentes e tenha sido submetido<br />
a diferentes veloci<strong>da</strong>des de corte,<br />
pode-se comparar o comprimento<br />
dos furos roscados em relação<br />
às ferramentas testa<strong>da</strong>s, conforme<br />
mostra a Figura 4. Também<br />
se observou que o uso <strong>da</strong>s coberturas<br />
é essencial para o processo<br />
de rosqueamento com macho a<br />
altas veloci<strong>da</strong>des em ferro fundido<br />
cinzento, uma vez que a pior<br />
performance veio do macho de<br />
HSS sem cobertura (veja Figura<br />
4). O uso <strong>da</strong>s coberturas foi benéfico<br />
para todos os machos, porém<br />
a TiAlN foi a melhor de to<strong>da</strong>s<br />
as coberturas testa<strong>da</strong>s no presente<br />
trabalho.<br />
O mecanismo de desgaste em<br />
todos os machos testados parece ser<br />
uma combinação entre abrasão e<br />
adesão. A abrasão poderia ser atribuí<strong>da</strong><br />
às partículas duras (cementita)<br />
presentes na matriz de ferro<br />
fundido (veja Figura 1). As Figuras<br />
5 e 6 mostram alguns aspectos do<br />
desgaste nas superfícies de saí<strong>da</strong> e<br />
de alívio de alguns machos.<br />
Os veios de grafite presentes<br />
no ferro fundido cinzento poderiam<br />
auxiliar o processo de formação<br />
de cavacos, produzindo<br />
uma espécie de pó, típico do ferro<br />
fundido. Esse pó misturado<br />
pode atuar como um abrasivo,<br />
que desgasta as arestas. Por outro<br />
lado, as altas temperaturas na<br />
região do corte podem levar a reações<br />
químicas em um ambiente<br />
saturado com carbono.