
Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
As juntas usadas na soldagem das ligas<br />
de níquel devem ser diferentes daquelas<br />
usadas para a soldagem de aços carbonos<br />
comuns. O motivo para esta distinção é<br />
baseado na natureza de fusão das ligas de<br />
níquel. Para se obter uma soldagem em<br />
conformidade, o operador precisa manipular<br />
adequadamente a poça de fusão ao<br />
longo da junta de trabalho, daí a necessidade<br />
de uma abertura de chanfro maior,<br />
se comparada às juntas soldadas de aços<br />
carbono. Na maior parte dos casos, são<br />
usados chanfros em V, U ou J. Para as<br />
peças de trabalho em que não é possível a<br />
soldagem em ambos os lados, recomendase<br />
o uso do processo TIG para a realização<br />
do passe de raiz. Já para espessuras acima<br />
de 9,0mm, é recomendado o uso de chanfros<br />
duplo V ou duplo U. O uso destes tipos<br />
de chanfro resulta em menores tensões<br />
residuais, se comparado às tensões geradas<br />
com chanfro único. Para chanfros em V,<br />
recomenda-se a utilização de 80º de ângulo<br />
de chanfro.<br />
Outro ponto relevante da soldagem<br />
das ligas de níquel é a tendência de baixa<br />
penetração. Por isso é recomendada a utilização<br />
de um nariz menor (cerca de 2 a 3<br />
mm menor que as juntas de aço carbono).<br />
O aumento da corrente não proporciona<br />
aumento significativo na penetração e, além<br />
disso, pode causar um sobreaquecimento<br />
da peça de trabalho e proporcionar a<br />
degradação dos possíveis elementos de<br />
liga presentes nos consumíveis e na peça<br />
de trabalho.<br />
Geralmente, o processo de soldagem<br />
GTAW (TIG) é a primeira opção para a<br />
soldagem das ligas Ni. É recomendada a<br />
utilização de hélio, argônio, ou a mistura<br />
de ambos como gás de proteção. Assim<br />
como a soldagem GTAW (TIG), na soldagem<br />
GMAW (MIG) são recomendados os<br />
mesmos gases de proteção, ou seja, hélio,<br />
argônio ou a mistura desses. No entanto,<br />
a soldagem com eletrodo revestido e arco<br />
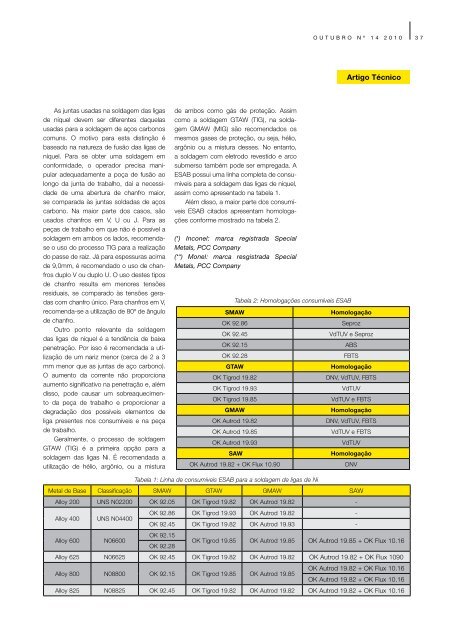
submerso também pode ser empregada. A<br />
ESAB possui uma linha completa de consumíveis<br />
para a soldagem das ligas de níquel,<br />
assim como apresentado na tabela 1.<br />
Além disso, a maior parte dos consumíveis<br />
ESAB citados apresentam homologações<br />
conforme mostrado na tabela 2.<br />
(*) Inconel: marca registrada Special<br />
Metals, PCC Company<br />
(**) Monel: marca resgistrada Special<br />
Metals, PCC Company<br />
OUTUBRO Nº 14 2010<br />
Metal de Base Classificação SMAW GTAW GMAW SAW<br />
Alloy 200 UNS N02200 OK 92.05 OK Tigrod 19.82 OK Autrod 19.82 -<br />
Alloy 400 UNS N04400<br />
Alloy 600 N06600<br />
OK 92.86 OK Tigrod 19.93 OK Autrod 19.82 -<br />
OK 92.45 OK Tigrod 19.82 OK Autrod 19.93 -<br />
OK 92.15<br />
OK 92.28<br />
Tabela 2: Homologações consumíveis ESAB<br />
SMAW Homologação<br />
OK 92.86 Seproz<br />
OK 92.45 VdTUV e Seproz<br />
OK 92.15 ABS<br />
OK 92.28 FBTS<br />
GTAW Homologação<br />
Artigo Técnico<br />
OK Tigrod 19.82 DNV, VdTUV, FBTS<br />
OK Tigrod 19.93 VdTUV<br />
OK Tigrod 19.85 VdTUV e FBTS<br />
GMAW Homologação<br />
OK Autrod 19.82 DNV, VdTUV, FBTS<br />
OK Autrod 19.85 VdTUV e FBTS<br />
OK Autrod 19.93 VdTUV<br />
SAW Homologação<br />
OK Autrod 19.82 + OK Flux 10.90 DNV<br />
Tabela 1: Linha de consumíveis ESAB para a soldagem de ligas de Ni<br />
OK Tigrod 19.85 OK Autrod 19.85 OK Autrod 19.85 + OK Flux 10.16<br />
Alloy 625 N06625 OK 92.45 OK Tigrod 19.82 OK Autrod 19.82 OK Autrod 19.82 + OK Flux 1090<br />
OK Autrod 19.82 + OK Flux 10.16<br />
Alloy 800 N08800 OK 92.15 OK Tigrod 19.85 OK Autrod 19.85<br />
OK Autrod 19.82 + OK Flux 10.16<br />
Alloy 825 N08825 OK 92.45 OK Tigrod 19.82 OK Autrod 19.82 OK Autrod 19.82 + OK Flux 10.16<br />
37