
Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
passe e foi necessária a colocação de uma<br />
chapa de encosto (“backing”) para se evitar<br />
a perfuração da junta durante a soldagem.<br />
Foram soldados três corpos de prova para<br />
cada condição. Em termos de suas condições<br />
operacionais, esses testes mostraram<br />
um desempenho similar aos anteriores realizados<br />
sobre chapa. Na preparação dos<br />
corpos de prova para ensaios mecânicos<br />
a partir dessas soldas, não foi observada a<br />
falta de fusão em nenhum caso.<br />
3.3. ZTA<br />
Nesta seção, serão apresentados todos<br />
os resultados da caracterização metalográfica<br />
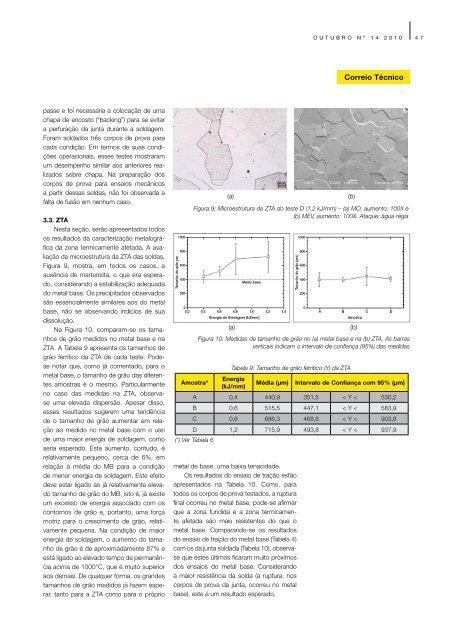
da zona termicamente afetada. A avaliação<br />
da microestrutura da ZTA das soldas,<br />
Figura 9, mostra, em todos os casos, a<br />
ausência de martensita, o que era esperado,<br />
considerando a estabilização adequada<br />
do metal base. Os precipitados observados<br />
são essencialmente similares aos do metal<br />
base, não se observando indícios de sua<br />
dissolução.<br />
Na Figura 10, comparam-se os tamanhos<br />
de grão medidos no metal base e na<br />
ZTA. A Tabela 9 apresenta os tamanhos de<br />
grão ferrítico da ZTA de cada teste. Podese<br />
notar que, como já comentado, para o<br />
metal base, o tamanho de grão das diferentes<br />
amostras é o mesmo. Particularmente<br />
no caso das medidas na ZTA, observase<br />
uma elevada dispersão. Apesar disso,<br />
esses resultados sugerem uma tendência<br />
de o tamanho de grão aumentar em relação<br />
ao medido no metal base com o uso<br />
de uma maior energia de soldagem, como<br />
seria esperado. Este aumento, contudo, é<br />
relativamente pequeno, cerca de 6%, em<br />
relação à média do MB para a condição<br />
de menor energia de soldagem. Este efeito<br />
deve estar ligado ao já relativamente elevado<br />
tamanho de grão do MB, isto é, já existe<br />
um excesso de energia associado com os<br />
contornos de grão e, portanto, uma força<br />
motriz para o crescimento de grão, relativamente<br />
pequena. Na condição de maior<br />
energia de soldagem, o aumento do tamanho<br />
de grão é de aproximadamente 87% e<br />
está ligado ao elevado tempo de permanência<br />
acima de 1000°C, que é muito superior<br />
aos de<strong>mais</strong>. De qualquer forma, os grandes<br />
tamanhos de grão medidos já fazem esperar,<br />
tanto para a ZTA como para o próprio<br />
OUTUBRO Nº 14 2010<br />
Correio Técnico<br />
Figura 9: Microestrutura da ZTA do teste D (1,2 kJ/mm) – (a) MO, aumento: 100X e<br />
(b) MEV, aumento: 100X. Ataque: água régia<br />
Amostra*<br />
(a) (b)<br />
(a) (b)<br />
Figura 10: Medidas de tamanho de grão no (a) metal base e na (b) ZTA. As barras<br />
verticais indicam o intervalo de confiança (95%) das medidas<br />
Energia<br />
(kJ/mm)<br />
Média (µm) Intervalo de Confiança com 95% (µm)<br />
A 0,4 440,9 351,5 < Y < 530,2<br />
B 0,6 515,5 447,1 < Y < 583,9<br />
C 0,8 686,3 468,8 < Y < 903,8<br />
D 1,2 715,9 493,8 < Y < 937,9<br />
(*) Ver Tabela 6<br />
Tabela 9: Tamanho de grão ferrítico (Y) da ZTA<br />
metal de base, uma baixa tenacidade.<br />
Os resultados do ensaio de tração estão<br />
apresentados na Tabela 10. Como, para<br />
todos os corpos de prova testados, a ruptura<br />
final ocorreu no metal base, pode-se afirmar<br />
que a zona fundida e a zona termicamente<br />
afetada são <strong>mais</strong> resistentes do que o<br />
metal base. Comparando-se os resultados<br />
do ensaio de tração do metal base (Tabela 4)<br />
com os da junta soldada (Tabela 10), observase<br />
que estes últimos ficaram muito próximos<br />
dos ensaios do metal base. Considerando<br />
a maior resistência da solda (a ruptura, nos<br />
corpos de prova da junta, ocorreu no metal<br />
base), este é um resultado esperado.<br />
47