

PT: man_8055tco_user.pdf - Fagor Automation
PT: man_8055tco_user.pdf - Fagor Automation
PT: man_8055tco_user.pdf - Fagor Automation

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
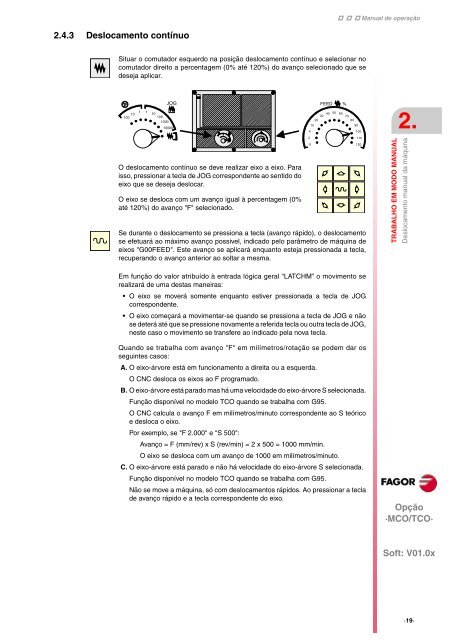
2.4.3 Deslocamento contínuo<br />
Situar o comutador esquerdo na posição deslocamento contínuo e selecionar no<br />
comutador direito a percentagem (0% até 120%) do avanço selecionado que se<br />
deseja aplicar.<br />
1<br />
10<br />
100<br />
1<br />
JOG<br />
10<br />
100<br />
1000<br />
10000<br />
JOG<br />
1 1<br />
10 10<br />
100<br />
100<br />
1000<br />
10000<br />
30<br />
20<br />
10<br />
4<br />
2<br />
0<br />
40 50 60 70<br />
80<br />
90<br />
100<br />
110<br />
120<br />
O deslocamento contínuo se deve realizar eixo a eixo. Para<br />
isso, pressionar a tecla de JOG correspondente ao sentido do<br />
eixo que se deseja deslocar.<br />
O eixo se desloca com um avanço igual à percentagem (0%<br />
até 120%) do avanço "F" selecionado.<br />
FEED %<br />
30<br />
20<br />
10<br />
4<br />
2<br />
0<br />
40 50 60<br />
70<br />
80<br />
90<br />
100<br />
110<br />
120<br />
Se durante o deslocamento se pressiona a tecla (avanço rápido), o deslocamento<br />
se efetuará ao máximo avanço possivel, indicado pelo parâmetro de máquina de<br />
eixos "G00FEED". Este avanço se aplicará enquanto esteja pressionada a tecla,<br />
recuperando o avanço anterior ao soltar a mesma.<br />
Em função do valor atribuído à entrada lógica geral “LATCHM” o movimento se<br />
realizará de uma destas <strong>man</strong>eiras:<br />
O eixo se moverá somente enquanto estiver pressionada a tecla de JOG<br />
correspondente.<br />
O eixo começará a movimentar-se quando se pressiona a tecla de JOG e não<br />
se deterá até que se pressione novamente a referida tecla ou outra tecla de JOG,<br />
neste caso o movimento se transfere ao indicado pela nova tecla.<br />
Quando se trabalha com avanço "F" em milímetros/rotação se podem dar os<br />
seguintes casos:<br />
A. O eixo-árvore está em funcionamento a direita ou a esquerda.<br />
O CNC desloca os eixos ao F programado.<br />
B. O eixo-árvore está parado mas há uma velocidade do eixo-árvore S selecionada.<br />
Função disponível no modelo TCO quando se trabalha com G95.<br />
O CNC calcula o avanço F em milímetros/minuto correspondente ao S teórico<br />
e desloca o eixo.<br />
Por exemplo, se "F 2.000" e "S 500":<br />
Avanço = F (mm/rev) x S (rev/min) = 2 x 500 = 1000 mm/min.<br />
O eixo se desloca com um avanço de 1000 em milímetros/minuto.<br />
C. O eixo-árvore está parado e não há velocidade do eixo-árvore S selecionada.<br />
Função disponível no modelo TCO quando se trabalha com G95.<br />
Não se move a máquina, só com deslocamentos rápidos. Ao pressionar a tecla<br />
de avanço rápido e a tecla correspondente do eixo.<br />
FEED %<br />
Manual de operação<br />
TRABALHO EM MODO MANUAL<br />
Deslocamento <strong>man</strong>ual da máquina 2.<br />
Opção<br />
·MCO/TCO·<br />
Soft: V01.0x<br />
·19·














