

PT: man_8055tco_user.pdf - Fagor Automation
PT: man_8055tco_user.pdf - Fagor Automation
PT: man_8055tco_user.pdf - Fagor Automation

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Manual de operação<br />
5.<br />
EXECUÇÃO E SIMULAÇÃO<br />
Modo de execução<br />
Opção<br />
·MCO/TCO·<br />
Soft: V01.0x<br />
·62·<br />
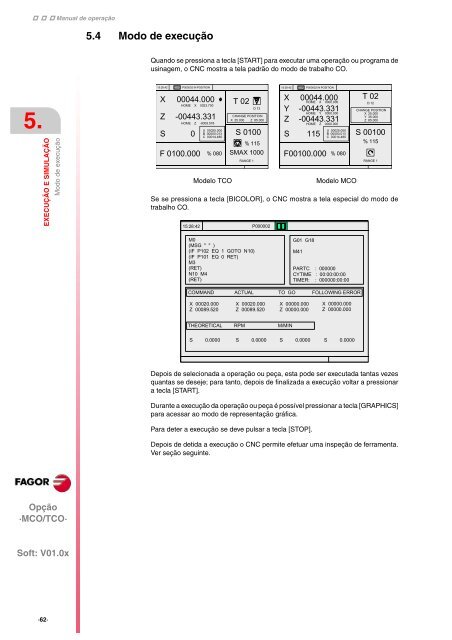
5.4 Modo de execução<br />
Quando se pressiona a tecla [START] para executar uma operação ou programa de<br />
usinagem, o CNC mostra a tela padrão do modo de trabalho CO.<br />
15:28:42 SBK P000002 IN POSITION<br />
X<br />
Z<br />
S<br />
00044.000<br />
HOME X 0023.700<br />
-00443.331<br />
HOME Z -0009.578<br />
0<br />
U 00025.000<br />
B 00000.013<br />
C 00014.480<br />
F 0100.000 % 080<br />
T 02<br />
S 0100<br />
Modelo TCO Modelo MCO<br />
Se se pressiona a tecla [BICOLOR], o CNC mostra a tela especial do modo de<br />
trabalho CO.<br />
Depois de selecionada a operação ou peça, esta pode ser executada tantas vezes<br />
quantas se deseje; para tanto, depois de finalizada a execução voltar a pressionar<br />
a tecla [START].<br />
Durante a execução da operação ou peça é possível pressionar a tecla [GRAPHICS]<br />
para acessar ao modo de representação gráfica.<br />
Para deter a execução se deve pulsar a tecla [STOP].<br />
D 12<br />
CHANGE POSITION<br />
X 25.000 Z 85.000<br />
% 115<br />
SMAX 1000<br />
RANGE 1<br />
15:28:42 P000002<br />
M0<br />
(MSG " " )<br />
(IF P102 EQ 1 GOTO N10)<br />
(IF P101 EQ 0 RET)<br />
M3<br />
(RET)<br />
N10 M4<br />
(RET)<br />
COMMAND<br />
X 00020.000<br />
Z 00089.520<br />
THEORETICAL<br />
ACTUAL<br />
X 00020.000<br />
Z 00089.520<br />
15:28:42 SBK P000002 IN POSITION<br />
Depois de detida a execução o CNC permite efetuar uma inspeção de ferramenta.<br />
Ver seção seguinte.<br />
X<br />
Z<br />
S<br />
00044.000<br />
HOME X 0000.000<br />
-00443.331<br />
-00443.331<br />
Y HOME Y 0000.000<br />
HOME Z 0000.000<br />
115<br />
U 00025.000<br />
B 00000.013<br />
C 00014.480<br />
F00100.000 % 080<br />
TO GO<br />
RPM M/MIN<br />
G01 G18<br />
M41<br />
PARTC : 000000<br />
CYTIME : 00:00:00:00<br />
TIMER: : 000000:00:00<br />
X 00000.000<br />
Z 00000.000<br />
FOLLOWING ERROR<br />
X 00000.000<br />
Z 00000.000<br />
S 0.0000 S 0.0000 S 0.0000 S 0.0000<br />
T 02<br />
D 12<br />
CHANGE POSITION<br />
X 25.000<br />
Y 35.000<br />
Z 85.000<br />
S 00100<br />
% 115<br />
RANGE 1














