

PT: man_8055tco_user.pdf - Fagor Automation
PT: man_8055tco_user.pdf - Fagor Automation
PT: man_8055tco_user.pdf - Fagor Automation

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Manual de operação<br />
2.<br />
TRABALHO EM MODO MANUAL<br />
Controle de ferramentas<br />
Opção<br />
·MCO/TCO·<br />
Soft: V01.0x<br />
·26·<br />
2.5.3 Ferramenta motorizada<br />
Função disponível somente no modelo TCO.<br />
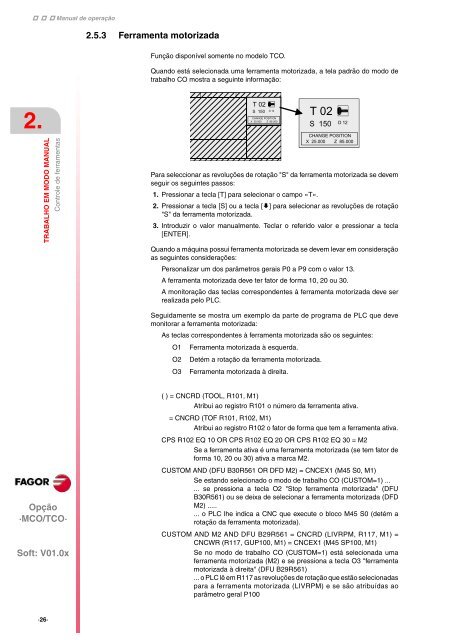
Quando está selecionada uma ferramenta motorizada, a tela padrão do modo de<br />
trabalho CO mostra a seguinte informação:<br />
T 02 D 12<br />
S 150<br />
CHANGE POSITION<br />
X 25.000 Z 85.000<br />
T 02 D 12<br />
S 150<br />
CHANGE POSITION<br />
X 25.000 Z 85.000<br />
Para seleccionar as revoluções de rotação "S" da ferramenta motorizada se devem<br />
seguir os seguintes passos:<br />
1. Pressionar a tecla [T] para selecionar o campo «T».<br />
2. Pressionar a tecla [S] ou a tecla [] para selecionar as revoluções de rotação<br />
"S" da ferramenta motorizada.<br />
3. Introduzir o valor <strong>man</strong>ualmente. Teclar o referido valor e pressionar a tecla<br />
[ENTER].<br />
Quando a máquina possui ferramenta motorizada se devem levar em consideração<br />
as seguintes considerações:<br />
Personalizar um dos parâmetros gerais P0 a P9 com o valor 13.<br />
A ferramenta motorizada deve ter fator de forma 10, 20 ou 30.<br />
A monitoração das teclas correspondentes à ferramenta motorizada deve ser<br />
realizada pelo PLC.<br />
Seguidamente se mostra um exemplo da parte de programa de PLC que deve<br />
monitorar a ferramenta motorizada:<br />
As teclas correspondentes à ferramenta motorizada são os seguintes:<br />
O1 Ferramenta motorizada à esquerda.<br />
O2 Detém a rotação da ferramenta motorizada.<br />
O3 Ferramenta motorizada à direita.<br />
( ) = CNCRD (TOOL, R101, M1)<br />
Atribui ao registro R101 o número da ferramenta ativa.<br />
= CNCRD (TOF R101, R102, M1)<br />
Atribui ao registro R102 o fator de forma que tem a ferramenta ativa.<br />
CPS R102 EQ 10 OR CPS R102 EQ 20 OR CPS R102 EQ 30 = M2<br />
Se a ferramenta ativa é uma ferramenta motorizada (se tem fator de<br />
forma 10, 20 ou 30) ativa a marca M2.<br />
CUSTOM AND (DFU B30R561 OR DFD M2) = CNCEX1 (M45 S0, M1)<br />
Se estando selecionado o modo de trabalho CO (CUSTOM=1) ...<br />
... se pressiona a tecla O2 "Stop ferramenta motorizada" (DFU<br />
B30R561) ou se deixa de selecionar a ferramenta motorizada (DFD<br />
M2) .....<br />
... o PLC lhe indica a CNC que execute o bloco M45 S0 (detém a<br />
rotação da ferramenta motorizada).<br />
CUSTOM AND M2 AND DFU B29R561 = CNCRD (LIVRPM, R117, M1) =<br />
CNCWR (R117, GUP100, M1) = CNCEX1 (M45 SP100, M1)<br />
Se no modo de trabalho CO (CUSTOM=1) está selecionada uma<br />
ferramenta motorizada (M2) e se pressiona a tecla O3 "ferramenta<br />
motorizada à direita" (DFU B29R561)<br />
... o PLC lê em R117 as revoluções de rotação que estão selecionadas<br />
para a ferramenta motorizada (LIVRPM) e se são atribuídas ao<br />
parâmetro geral P100














