ROTATIONSGJUTNING - Plastnet.se
ROTATIONSGJUTNING - Plastnet.se
ROTATIONSGJUTNING - Plastnet.se

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
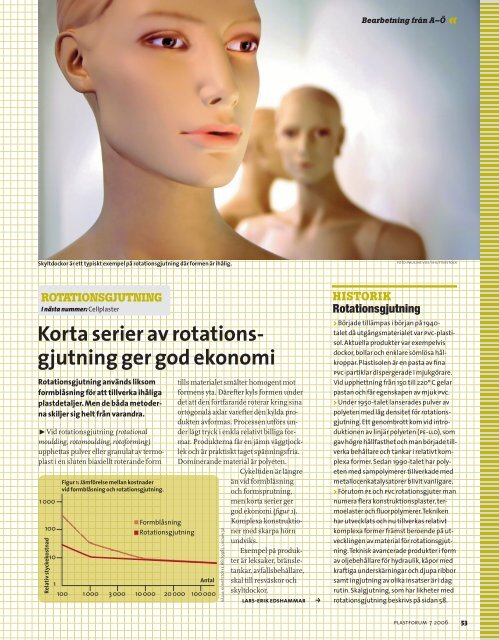
Skyltdockor är ett typiskt exempel på rotationsgjutning där formen är ihålig.<br />
<strong>ROTATIONSGJUTNING</strong><br />
I nästa nummer: Cellplaster<br />
Korta <strong>se</strong>rier av rotations-<br />
gjutning ger god ekonomi<br />
Rotationsgjutning används liksom<br />
formblåsning för att tillverka ihåliga<br />
plastdetaljer. Men de båda metoderna<br />
skiljer sig helt från varandra.<br />
˘ Vid rotationsgjutning (rotational<br />
moulding, rotomoulding, rotoforming)<br />
upphettas pulver eller granulat av termoplast<br />
i en sluten biaxiellt roterande form<br />
1 000<br />
100<br />
Relativ styckekostnad<br />
10<br />
Figur 1: Jämförel<strong>se</strong> mellan kostnader<br />
vid formblåsning och rotationsgjutning.<br />
Formblåsning<br />
Rotationsgjutning<br />
1<br />
Antal<br />
100 1 000 3 000 10 000 20 000 100 000<br />
tills materialet smälter homogent mot<br />
formens yta. Därefter kyls formen under<br />
det att den fortfarande roterar kring sina<br />
ortogonala axlar varefter den kylda produkten<br />
avformas. Proces<strong>se</strong>n utförs under<br />
lågt tryck i enkla relativt billiga formar.<br />
Produkterna får en jämn väggtjocklek<br />
och är praktiskt taget spänningsfria.<br />
Dominerande material är polyeten.<br />
Cykeltiden är längre<br />
än vid formblåsning<br />
och formsprutning,<br />
men korta <strong>se</strong>rier ger<br />
god ekonomi (fi gur 1).<br />
källa: kunststoffe, 88 (1998), 1, sidan 30<br />
Komplexa konstruktioner<br />
med skarpa hörn<br />
undviks.<br />
Exempel på produkter<br />
är leksaker, bränsletankar,<br />
avfallsbehållare,<br />
skal till resväskor och<br />
skyltdockor.<br />
lars-erik edshammar<br />
Bearbetning från A–Ö<br />
HISTORIK<br />
Rotationsgjutning<br />
foto: pauline vos/shutterstock<br />
> Började tillämpas i början på 1940talet<br />
då utgångsmaterialet var pvc-plastisol.<br />
Aktuella produkter var exempelvis<br />
dockor, bollar och enklare sömlösa hålkroppar.<br />
Plastisolen är en pasta av fi na<br />
pvc-partiklar dispergerade i mjukgörare.<br />
Vid upphettning från 150 till 220º C gelar<br />
pastan och får egenskapen av mjuk pvc.<br />
> Under 1950-talet lan<strong>se</strong>rades pulver av<br />
polyeten med låg densitet för rotationsgjutning.<br />
Ett genombrott kom vid introduktionen<br />
av linjär polyeten (pe-lld), som<br />
gav högre hållfasthet och man började tillverka<br />
behållare och tankar i relativt komplexa<br />
former. Sedan 1990-talet har polyeten<br />
med sampolymerer tillverkade med<br />
metallocenkatalysatorer blivit vanligare.<br />
> Förutom pe och pvc rotationsgjuter man<br />
numera fl era konstruktionsplaster, termoelaster<br />
och fl uorpolymerer. Tekniken<br />
har utvecklats och nu tillverkas relativt<br />
komplexa former främst beroende på utvecklingen<br />
av material för rotationsgjutning.<br />
Teknisk avancerade produkter i form<br />
av oljebehållare för hydraulik, kåpor med<br />
kraftiga underskärningar och djupa ribbor<br />
samt ingjutning av olika insat<strong>se</strong>r är i dag<br />
rutin. Skalgjutning, som har likheter med<br />
rotationsgjutning beskrivs på sidan 58.<br />
plastforum 7 2006<br />
53
Bearbetning från A–Ö<br />
Beskrivning av proces<strong>se</strong>n<br />
˘ Rotationsgjutning ska inte förväxlas<br />
med centrifugalgjutning, även kallad<br />
slunggjutning (rotational casting), som beskrivs<br />
i fi gur 2. Centrifugalgjutning innebär<br />
tillverkning av ihåliga cylindriska<br />
artiklar av plast i en cylindrisk form, som<br />
roterar kring en axel. I fi guren används en<br />
härdplast som utgångsmaterial. Utgångsmaterialet<br />
kan även bestå av en monomer,<br />
förpolymer, polymerdispersion eller termoplastpulver.<br />
Formen roterar med hög hastighet och<br />
materialet trycks mot formen av centrifugalkraften<br />
för att slutligen stelna. Rör av<br />
polyeten tillverkas på detta sätt då diametrarna<br />
är så stora att rören inte kan extruderas.<br />
Rotationsgjutning sker däremot i en<br />
form som vrids kring två ortogonala axlar.<br />
Proces<strong>se</strong>n sker i fyra steg som i princip<br />
beskrivs i fi gur 3.<br />
FÖ RST F YLLS M ETA LLFO R M E N med en uppvägd<br />
mängd plastpulver och sluts (steg 1).<br />
Mängden material invägs med hänsyn till<br />
önskad väggtjocklek hos produkten. Därefter<br />
upphettas formen med plastpulvret i<br />
en ugn av upp till 300° C under fem till tio<br />
minuter (steg 2).<br />
Uppvärmningen sker under rotation<br />
med hjälp av varmluft, gasfl amma, värmestrålning<br />
eller het olja. Används het olja<br />
krävs en dyr mantling av formen enligt beskrivningen<br />
nedan.<br />
Rotationen är relativt långsam och sker<br />
i en hastighet av cirka 15 varv per minut.<br />
Då plastmaterialet blivit jämnt fördelat<br />
och smält mot formväggen börjar avkylningen<br />
(steg 3).<br />
Kylningen åstadkoms med kall luft, vatten<br />
eller en blandning av luft och vatten.<br />
Då produkten stelnat sker avformning<br />
(steg 4) och påfyllning av en ny pulversats.<br />
Alla steg i tillverkningen sker trycklöst och<br />
skiljer sig därmed från formsprutning,<br />
som sker under högt tryck och ger spänningar<br />
i slutprodukten.<br />
D ET F I N N S F LE R A SÄT T att genomföra tillverkningen.<br />
Hela proces<strong>se</strong>n kan äga rum i<br />
en enda kammare med uppvärmning och<br />
kylning om det gäller mycket stora före-<br />
54 plastforum 7 2006<br />
Figur 2: Centrifugalgjutning av härdplaster.<br />
Figur 3: Rotationsgjutning sker i fyra steg. Figur 4: Karu<strong>se</strong>ll med fyra armar.<br />
Figur 5: Montering av en enskild form. Figur 6: Montering av två formar.<br />
mål. Vanligare är emellertid arrangemanget<br />
i fi gur 4 där formen som stagas av en<br />
fi xtur monteras på en arm. Den fyllda formen<br />
hamnar först i en het ugn under det<br />
att den roterar. Efter en i förväg avpassad<br />
tid förs <strong>se</strong>dan formen in i en eller två kylkammare.<br />
Avkylningshastigheten är en viktig parameter<br />
och har stor betydel<strong>se</strong> för produktkvaliteten.<br />
Av ekonomiska skäl kan det vara<br />
frestande att avkorta cykeltiden genom en<br />
snabb avkylning, men följden kan bli en<br />
produkt som skevar på grund av inre spänningar.<br />
Normalt kyls formen först med kall luft<br />
varefter den sprejas med vatten. I fi gur 4<br />
visas fyra armar men vanligt är tre armar<br />
och två sammanslagna kylstationer. I<br />
många utrustningar är armarna fi xerade<br />
till varandra så att det mest långsamma<br />
momentet blir styrande för cykeltiden.<br />
I vissa maskiner rör sig armarna oberoende<br />
av varandra så att en arm kan lämna<br />
kylningssteget medan de andra kvarstår<br />
i sina lägen. Systemen har olika utformningar<br />
beroende på maskintillverkare<br />
men innebär alltid att formen roteras<br />
bi axiellt kring två rätvinkliga axlar.<br />
I F IGUR 5 B E SKRIVS en enskild form monterad<br />
i en formbärare med drivanordning.<br />
Formen är laddad med pulver, formhalvor-
Figur 7: Olika formar i gemensam fi xtur.<br />
na har slutits med spännhakar och omges<br />
av en kraftig fi xtur (formbärare) kopplad<br />
till drivanordningen.<br />
Flera formar kan bäras upp av en gemensam<br />
fi xtur. I fi gur 6 visas exempel på<br />
två lika formar och fi gur 7 hur olika formar<br />
monteras i samma fi xtur.<br />
Rotationshastighet kring huvudaxeln är<br />
en fjärdedel av hastigheten kring biaxeln.<br />
Huvudaxeln roterar mellan tre och tio varv<br />
per minut.<br />
Formen eller formarna upphettas i en<br />
kammare vanligen med en forcerad konvektionsström<br />
av hetluft under 10 till 20<br />
minuter beroende på produktens storlek<br />
och typ av plastmaterial.<br />
För bearbetning av polyeten är ugnens<br />
temperatur cirka 300° C och formens temperatur<br />
cirka 27° C då den lämnar ugnen<br />
efter 20 minuter. Kylning tar ytter ligare 10<br />
till 20 minuter i anspråk.<br />
PROCESSEN Fördelar<br />
> Verktygen (formarna) är billiga och ledtiderna<br />
korta.<br />
> De framställda produkterna har inga sammanfl<br />
ytningar eller märken efter intag .<br />
> Väggtjockleken bestäms av hur mycket<br />
plast som satsas vid påfyllningen.<br />
> Påfyllning och avformning kan ske genom<br />
automatiska anordningar.<br />
> Formar och plastmaterial kan växlas<br />
snabbt vid korta körningar.<br />
PROCESSEN Nackdelar<br />
> Väggtjockleken är i allmänhet inte mindre<br />
än 0,75 millimeter.<br />
> Produkten får ej vara för komplex.<br />
> Proces<strong>se</strong>n är inte konkurrenskraftig när det<br />
gäller små formsprutade detaljer.<br />
Material som rotationsgjuts<br />
I princip kan alla termoplaster rotationsgjutas.<br />
Termoplaster smälter i ugnskammaren<br />
och stelnar i kylkammaren. Eftersom<br />
termoplasten utsätts för långvarig<br />
inverkan av höga temperaturer vid närvaro<br />
av luft ska den ha hög termisk och oxidativ<br />
stabilitet. Vidare ska materialet ha<br />
goda fl ytegenskaper och låg smältviskositet<br />
för att avbilda detaljer i formens inre<br />
yta trots att proces<strong>se</strong>n sker vid lågt tryck.<br />
Materialet ska bestå av fi nkornigt pulver<br />
för att värmeövergången i pulvermassan<br />
ska vara tillfredställande. Pulvret ska<br />
också vara tillräckligt självrinnande.<br />
Bearbetaren kan själv tillverka pulver<br />
genom pulveri<strong>se</strong>ring av granulat men råvarutillverkare<br />
levererar specialprodukter<br />
för rotationsgjutning.<br />
För komplexa produkter används närmast<br />
kubiskt formade pulver med kantlängder<br />
mellan 250 och 300 µm, som rinner<br />
lätt och ger optimal packning. För att<br />
i möjligaste mån få lika stora partiklar<br />
kan pulverkornen poleras termiskt efter<br />
en första malning. Materialkvaliteten säkerställs<br />
som regel genom att bestämma<br />
rinnbarheten samt göra siktanalys och<br />
bestämning av smältindex. Den inledande<br />
materialberedningen inklusive inblandning<br />
av tillsat<strong>se</strong>r som fl ythjälpmedel, antistatika,<br />
pigment, stabilisatorer etc medför<br />
betydliga kostnader.<br />
D ET DOM I N E R A N D E M ATE R I A LET är pe-ld på<br />
grund av lågt pris, låg vikt, kort cykeltid<br />
och låg energiåtgång vid tillverkningen.<br />
pe-ld är ett fl exibelt och <strong>se</strong>gt material<br />
som är lätt att bearbeta. Densiteten ligger<br />
mellan 0,91 och 0,95 och smältindex varierar<br />
mellan 3 och 23. De vanligaste pulvren<br />
har en kornstorlek med diametrar<br />
mellan 0,2 och 0,5 µm men även fi nare<br />
pulver används.<br />
pe-ld har för övrigt goda fl ytegenskaper<br />
på grund av en bred densitetsfördelning<br />
samt en relativt hög termisk och kemisk<br />
stabilitet. Materialet har en låg hållfasthet<br />
i den färdiga produkten som snabbt blir<br />
sämre vid förhöjd temperatur. Materialet<br />
har en smälttemperatur strax över 100° C.<br />
De ljustabilisatorer och antioxidanter,<br />
som tillsätts av olika skäl behöver inte in-<br />
Bearbetning från A–Ö<br />
skränka ett livsmedelsgodkännande eller<br />
användning i medicinska sammanhang.<br />
pe-ld har bättre hållfasthet än pe-ld<br />
och slag<strong>se</strong>gheten är högre vid låga temperaturer.<br />
Materialet har en smälttemperatur<br />
vid 125° C. pe-ld kan till skillnad från<br />
pe-ld användas i granulerad form och<br />
man undgår därmed en kostsam malning<br />
till pulver. Förnätad pe (pex) används<br />
någon gång i särskilt utsatta produkter<br />
på grund av materialets höga slag<strong>se</strong>ghet<br />
och miljötålighet.<br />
Utvecklingen av metallocenframställda<br />
polyetener (pe-m) har gett förbättrade<br />
fl ytegenskaper, snävare smälttemperaturintervall<br />
och materialen sintrar och<br />
kristalli<strong>se</strong>rar snabbare än tidigare använda<br />
polyetenkvaliteter. Metallocenmaterialen<br />
har numera tagit en stor del av marknaden.<br />
Vis<strong>se</strong>rligen ger de en överläg<strong>se</strong>n<br />
slag<strong>se</strong>ghet hos produkterna men tenden<strong>se</strong>r<br />
till skevning kan öka.<br />
PVC A NVÄ N DS i form av pulver eller som<br />
plastisol. Materialet fi nns i både mjuka<br />
gummiartade och halvstyva kvaliteter.<br />
Vissa är fl exiblare än pe och används till<br />
exempel i bälgar. pvc och kan på grund av<br />
sin polaritet både målas och limmas direkt,<br />
medan polyeten måste förbehandlas<br />
med fl amma eller korona.<br />
Bland konstruktionsplasterna är det<br />
främst pa 6, pa 12, pc och pet, som rotationsgjuts.<br />
pa 6 används för tillverkning<br />
av bland annat hydrauloljetankar, bränsletankar<br />
och ventilationskanaler. pa 11<br />
och 12 är dyra material som används då<br />
man behöver hög korrosionsresistens,<br />
värmetålighet och goda mekaniska egenskaper.<br />
Polykarbonat ger hög styvhet,<br />
transparens och tål relativt höga temperaturer.<br />
Materialet förekommer i belysningsglober<br />
och huvar. pet ger detaljer med<br />
hög slag<strong>se</strong>ghet och god tålighet mot vatten.<br />
Fluorplaster används i detaljer med<br />
mycket höga krav på kemisk resistens.<br />
Härdplasten epoxi används i relativt<br />
stor utsträckning för en inre kvarstående<br />
beläggning av metallkärl. Kärlen fungerar<br />
som formar under rotationsgjutningen<br />
och beläggningen, som fäster vid ytan<br />
utgör ett korrosionsskydd.<br />
plastforum 7 2006<br />
55
Bearbetning från A–Ö<br />
Formar<br />
Formarna (verktygen) är förhållandevis<br />
enkla och billiga att tillverka jämfört med<br />
till exempel formsprutningsformar. Formarna<br />
tillverkas av plåt, gjutaluminium,<br />
cnc-bearbetad aluminium eller elektroformas.<br />
Formar av gjutaluminium är billigare<br />
än de bearbetade och elektroformade.<br />
Formarna är ventilerade med hål i formväggen<br />
för att upprätthålla atmosfärstrycket.<br />
Därmed undviks skevning av formen<br />
och gjutskägg om formen är delad.<br />
De låsanordningar som håller ihop<br />
formhalvor ska vara lätta att hantera. Formar<br />
kan också tillverkas genom termisk<br />
sprutning. Metoden används sällan eftersom<br />
formarna får poriga ytor och god<strong>se</strong>t<br />
blir relativt sprött. Sådana formar kan<br />
emellertid användas vid korta <strong>se</strong>rier och<br />
för tillverkning av prototyper.<br />
VIKTIGT Ä R AT T M ATE R I A LET har god värmeledningsförmåga<br />
och att formen är så<br />
tunnväggig som möjligt. Materialet ska<br />
klara de termiska påfrestningarna genom<br />
den ständiga upphettningen och avkylningen.<br />
Under proces<strong>se</strong>n värms formen<br />
till nära 300° C och kyls <strong>se</strong>dan till rumstemperatur<br />
på fem till tio minuter.<br />
Material och väggtjocklek väljs med<br />
hänsyn till de mekaniska belastningar,<br />
som formen utsätts för under proces<strong>se</strong>ns<br />
gång.<br />
Formen monteras i en kraftig fi xtur.<br />
Formhalvor ska sluta tätt (helst så varaktigt<br />
som möjligt). Om material sipprar ut i<br />
spalten mellan formhalvorna i upphettningskammaren<br />
bildas ett överskott på<br />
utsidan, som fungerar som en värmeisolering<br />
och hindrar en jämn värmeöverföring,<br />
vilket påverkar produktens väggtjocklek<br />
lokalt. Om överskottet stelnar till ett<br />
skägg i kylkammaren blir det svårt och<br />
kostsamt att avlägsna skägget från den färdiga<br />
produkten. Risken fi nns också att kylvatten<br />
tränger in genom spalten vid kylstationen<br />
så att man får fl äckiga produkter,<br />
som måste kas<strong>se</strong>ras. Vid tillverkning av<br />
långa <strong>se</strong>rier kan insidan av formen vara<br />
belagd med ett släppmedel (till exempel<br />
tfe-ba<strong>se</strong>rad).<br />
Plåtformar tillverkas i stål, koppar eller<br />
mässing i volymer upp till 10 m 3 och an-<br />
56 plastforum 7 2006<br />
Figur 8: Mantlad (dubbelväggig) form.<br />
vänds för tillverkning av produkter av pe<br />
och pa. Ibland krävs fl erdelade formar för<br />
att göra avformningen möjlig.<br />
Vid tillverkning av enklare formar med<br />
en enkel formvägg och de dyrare mantlade<br />
(dubbelväggiga) formarna används stålplåt.<br />
Plåttjockleken är två till fyra millimeter.<br />
Plåt<strong>se</strong>ktioner svetsas eller löds ihop<br />
och även fl änsar med inspänningsanordningar<br />
påsvetsas. Den ram, som stöder<br />
och fi xerar formen till maskinen svetsas<br />
också. Formkostnaderna ökar med kraven<br />
på noggrant slipade och polerade plåtfogar.<br />
Mantlade formar byggs av plåt i dubbla<br />
skal eller ett elektroformat skal som kläds<br />
med ett plåtskal på utsidan. Mantlade plåtformar,<br />
som används vid uppvärmning<br />
och kylning med olja beskrivs i princip i fi -<br />
gur 8. För att stödja manteln införs distan<strong>se</strong>r<br />
en bit från fl änsarna kring delningsplanet.<br />
Lämpligt avstånd mellan distan<strong>se</strong>rna<br />
är cirka 20 centimeter.<br />
GJUTN A A LUM I N I UM FO R M A R används vid<br />
masstillverkning av bollar och små behållare<br />
samt när man behöver formar som<br />
ska tillverkas snabbt och billigt. Gjutna<br />
aluminiumformar används även vid tillverkning<br />
av större produkter som vattentanker<br />
på 1 500 liter.<br />
Jämfört med formar tillverkade av stålplåt<br />
är tjockleken hos aluminiumformarna<br />
tio millimeter eller mer för att de ska tåla<br />
de mekaniska påfrestningarna. Genom<br />
att aluminium har en högre värmekonduktivitet<br />
än stål kan man tillåta tjockare<br />
väggar.<br />
Det går inte att åstadkomma produkter<br />
med hög ytglans eftersom formens inre<br />
yta är lätt porig. För aluminiumformar dominerar<br />
två slag av delningsplan: spånt<br />
och ränna (nåt) eller plana med styrbultar.<br />
Spånt och ränna ger lång livslängd medan<br />
den plana delningen behöver underhållas<br />
eftersom styrbultarna lossnar. Som regel<br />
bör avståndet mellan styrbultarna vara<br />
15–20 centimeter.<br />
E LE K TRO FO R M A D E FO R M A R är särskilt användbara<br />
för rotationsgjutning av pvc men<br />
de används också för tillverkning av stora<br />
objekt av pe som kajaker. Vid framtagning<br />
av elektroformade skal utgår man från en<br />
modell (mandrel). Modellen är positiv och<br />
det elektroformade formskalet är ett negativ.<br />
Modellen har den färdiga produktens<br />
geometri. Modellen kan vara tillverkad av<br />
metall. Om den tillverkas av ett material<br />
som inte är metalliskt ledande rengörs<br />
ytan noga och beläggs med en tunn fi lm av<br />
reducerat silver. Den silverbelagda modellen<br />
fungerar då som en katod under elektropläteringen.<br />
Silverskiktets tjocklek ligger<br />
i µ-området.<br />
Den positiva modellen täcks elektrolytiskt<br />
med ett nickellager av 1 till 1,5 millimeter,<br />
som uppbackas med ett tjockt lager<br />
av hårdkoppar (>1 millimeter). För små<br />
och medelstora produkter är formskalets<br />
ideala väggtjocklek 2 till 2,5 millimeter.<br />
Skalet har en jämn väggtjocklek. Tjockleken<br />
anpassas utifrånde påfrestningar skalet<br />
kommer att utsättas för. Skalet befrias<br />
från modellen och nickelskiktet bildar insidan<br />
av formskalet.<br />
Nickelskiktet avbildar komplicerade<br />
modellytor och mönster med synnerligen<br />
hög noggrannhet. Nickelytan har en nötningsbeständighet,<br />
som nästan motsvarar<br />
hårdkroms. Ytan är oxidationsbeständig<br />
och även beständig mot det aggressiva<br />
klorväte, som avges vid bearbetning av<br />
pvc. Kombinationen nickel och koppar garanterar<br />
hög värmeledning.
Exempel på användning av elektroformning<br />
Elektroformning av formskal är en avancerad<br />
teknik, som kräver stor skicklighet och<br />
är i många fall en yrkeshemlighet. Tekniken<br />
används också för att tillverka insat<strong>se</strong>r<br />
för formsprutningsverktyg för speciella<br />
ändamål där precisionen är av betydel<strong>se</strong>.<br />
Det tar emellertid lång tid att bygga upp ett<br />
formskal.<br />
Nickelskiktet utfälls med en hastighet<br />
av maximalt 0,02 millimeter per timme<br />
och kopparskiktet med en hastighet av<br />
högst 0,08 millimeter per timme. Formskalets<br />
kvalitet begränsas endast av modellens<br />
ytkvalitet.<br />
Med hjälp av det elektroformade skalet<br />
som form kan man massproducera intrikata<br />
produkter till ytterst fi na toleran<strong>se</strong>r<br />
till exempel plastlin<strong>se</strong>r, grammofonskivor<br />
och cd-skivor. Det perforerade tunna metallskalet<br />
i vissa elektriska rakapparater<br />
tillverkas genom elektroformning. Elektroformning<br />
används också vid tillverkning<br />
av forminsat<strong>se</strong>r för formsprutningsverktyg<br />
för tillverkning av små kugghjul<br />
och tunna långa objekt som kulspetspennor,<br />
hylsor, rör, pipettspetsar etc.<br />
VID TI LLVERKNING AV en kajak kan formen<br />
vara tvådelad. Modellen består då av två polerade<br />
metallhalvor, som beläggs galvaniskt<br />
med nickel/koppar.<br />
Modellen är liksom produkten positiv.<br />
Det elektroformade formskalet utgör ett<br />
negativ. Om modellen består av mässing är<br />
den lätt att bearbeta och polera, men är<br />
känslig för belastningar. Används stål har<br />
modellen hög hållfasthet och nötningsbeständig<br />
men är svår att tillverka. Stålmodellen<br />
kan emellertid användas åtskilliga<br />
gånger vid formtillverkning av identiska<br />
formar.<br />
Detaljer av mjuk pvc som ett armstöd<br />
till en bilinredning, leksaksdjur eller skyltdocka<br />
tillverkas ofta i en odelad Ni/Cuform,<br />
trots att formen innehåller besvärliga<br />
underskärningar.<br />
Den töjbara pvc-detaljen kan nämligen<br />
krängas ur formen genom en relativt liten<br />
öppning. Formen kan i detta fall användas<br />
fl era gånger.<br />
Om formskal har en för trång öppning<br />
så kan modellen förstöras mekaniskt, upp-<br />
lösas kemiskt eller bestå av en lättsmält<br />
metall, som rinner ut ur formen genom<br />
upphettning.<br />
F R A MTAG N I NG AV det antal formar, som behövs<br />
för en masstillverkning av töjbara objekt<br />
sker i fl era steg.<br />
Först tillverkas en huvudmodell (master<br />
model) av vax, som exempelvis föreställer<br />
delar till dockor, leksaksdjur eller konstgjorda<br />
kroppsdelar för demonstration av<br />
halsband eller armband. En huvudform<br />
(master mold) tillverkas med hjälp av denna<br />
modell genom elektroformning. Denna<br />
huvudform används för att tillverka ett<br />
antal rotationsgjutna modeller, som behövs<br />
för att framta formarna för en masstillverkning.<br />
Modellerna kan till exempel bestå av<br />
tjockväggig styv pvc, som kan förstärkas<br />
genom att fyllas med gjutharts. Eftersom<br />
det rör sig om en dubbelkopiering måste<br />
man ta hänsyn till dubbel krympning då<br />
man tillverkar den ursprungliga huvudmodellen.<br />
FÖ R TI LLVERKNING AV inredningar till bilar<br />
och andra produkter utgår man från en<br />
huvudmodell, som byggs av laminerat trä<br />
och fi nslipats. På modellens yta häftas en<br />
fi lm med till exempel läderartat mönster<br />
och skarvarna utjämnas. Därefter gjuts ett<br />
negativ av silikongummi som avlägsnas<br />
från modellen.<br />
Silikonnegativet, som är något<br />
sladdrigt, upp-<br />
backas av en<br />
foto: dusan jankovic/shutterstock<br />
Fixturer<br />
Bearbetning från A–Ö<br />
gjutplast på utsidan. Beroende på formens<br />
komplexitet kan man åstadkomma upp till<br />
tio modeller av en silikonkavitet uppbackad<br />
med epoxi eller polyester. Modellerna,<br />
som görs ledande med silver beläggs med<br />
Ni/Cu för framtagning av formskalen.<br />
För att montera gjutformarna behövs det<br />
i allmänhet kraftiga fi xturer för montering<br />
i maskinen och fastspänning för att förebygga<br />
skevhet.<br />
Fixturdelarna löds (svetsas eller hårdlöds)<br />
mot formskalet och kan påverka värmeöverföringen<br />
vid uppvärmning av formen.<br />
Om formens vägg blir tjockare i lödstället<br />
blir formskalet lokalt varmare, vilket leder<br />
till att produkten blir lokalt tjockare.<br />
Värmekapaciteten måste hållas så låg som<br />
möjligt i lödställen och därför väljs vinklade<br />
profi ler, perforerad plåt et cetera, som<br />
fi xturkomponenter.<br />
De fogas till formen där en temperaturförhöjning<br />
gör minsta skada.<br />
Med hjälp av det elektroformade<br />
skalet som form kan man<br />
massproducera intrikata produkter<br />
till ytterst fi na toleran<strong>se</strong>r<br />
till exempel plastlin<strong>se</strong>r, grammofonskivor<br />
och cd-skivor.<br />
plastforum 7 2006 200 2006<br />
57
Bearbetning från A–Ö<br />
Detaljens utformning<br />
Inledningsvis tar man hänsyn till att formen<br />
ska öppnas och slutas kring produkten.<br />
Den billigaste lösningen är i så fall en<br />
tvådelad form med ett delningsplan. För<br />
priskänsliga produkter används så gott<br />
som alltid tvådelade formar. Om konstruktionen<br />
kräver fl er formdelar ökar antalet<br />
delningsplan och därmed underhållskostnader<br />
på grund av nötning och skäggbildning.<br />
Problemen kan reduceras om man inför<br />
generösa radier och undviker skarpa<br />
hörn och skarpa kanter i anslutning till<br />
delningsplanen. Vertikala delningsplan<br />
undviks. För slutning och öppning av formen<br />
införs system till exempel gångjärn<br />
för att minska skador i delningarna.<br />
D ET Ä R A LLTI D SVÅ RT att åstadkomma en<br />
plan yta. För att undvika skevhet kan man<br />
konstruera konkav yta hos formen för att<br />
kompen<strong>se</strong>ra skevheten. Konkaviteten är<br />
svår att uppskatta men det går i många fall<br />
att ersätta planet med en vågig yta som<br />
fungerar som en yta förstärkt med ribbor.<br />
Ribbans höjd bör vara fyra gånger väggtjockleken<br />
och bredden minst fem gånger<br />
Skalgjutning (slush moulding)<br />
En teknik som påminner om rotationsgjutning<br />
är skalgjutning (slush moulding)<br />
En plastisol eller latexblandning hälls i en<br />
varm form så att den är helt fylld. Den del<br />
som inte stelnar genom gelning inom en<br />
viss tid hälls ut. Används plastisol gelar<br />
den till en önskvärd tjocklek efter en viss<br />
tid vid 130–175° C. Den kvarvarande beläggningen<br />
på insidan av formen stabili<strong>se</strong>ras<br />
genom ytterligare uppvärmning för att<br />
ge slutprodukten tillräcklig <strong>se</strong>ghet och<br />
styrka. Formen roterar inte vid skalgjutning<br />
enligt äldre teknik och används fortfarande<br />
vid tillverkning av konstfrukter,<br />
bollar och leksaker.<br />
SLUSHTE KNIKE N A NVÄ N DS i olika former vid<br />
tillverkning av inre strukturerade ytor i<br />
personbilars ”cock-pit” till exempel den<br />
yttre huden av en instrumentbrädan. For-<br />
58 plastforum 7 2006<br />
väggtjockleken. Rektangulärt formade ribbor<br />
med införda radier och släppvinklar<br />
ger en bättre förstyvning än rundare ribbor.<br />
Undvik skarpa hörn och inför generösa<br />
radier. Radier fördelar spänningar över ett<br />
bredare område och bidrar till produktens<br />
styrka. Minsta radie är beroende på material.<br />
För pvc och pe gäller 30°, för nylon<br />
20° och polykarbonat 45°. Vid för små radier<br />
sker överbryggning med material som<br />
krymper och ger porer. Släppvinklar införs<br />
vinkelrätt mot delningsplanet. De underlättar<br />
och reducerar skevning vid avformning<br />
i partier där produkten krympt mot<br />
formen.<br />
Som påpekats behövs ett hål för ventilation<br />
eller tryckutjämning i formarna. Hålets<br />
storlek är beroende av formens inre<br />
volym och radien ska vara cirka 1,5 centimeter<br />
per kubikmeter. För större produkter<br />
införs fl era ventilationshål.<br />
För parallella väggar i konstruktionen<br />
rekommenderas ett avstånd, som är fyra<br />
till fem gånger den aktuella väggtjockleken<br />
för att undvika överbryggning. Två<br />
väggar som kommer för nära varandra kan<br />
men är tillverkad genom elektroformning<br />
av nickel, som upphettas med varmluft eller<br />
varm olja. Formen fungerar som en<br />
balja, som täcks med ett skikt av pvc-pulver.<br />
Genom en viss rörel<strong>se</strong> täcks formytan<br />
fullständigt med ett sammanhängande<br />
pulverskikt. Överskottspulver avlägsnas.<br />
Vid fortsatt värmebehandling (gelning)<br />
sammansmälter pulverpartik-<br />
larna till en sluten hud. Formen<br />
kyls med saltat vatten och<br />
huden avformas för vidare bearbetning.<br />
Sluchtekniken utvecklas<br />
ständigt inom bilindustrin<br />
och förekommer i fl era<br />
former.<br />
Den kan utföras i två steg<br />
med en yttre hud av kompakt<br />
mjuk pvc följd av en cellulärt<br />
skikt av pvc. Den yttre huden<br />
emellertid bidra konstruktionens styrka<br />
genom sammansmältning (kiss-off).<br />
En av rotationsgjutningens fördelar är<br />
en jämn väggtjocklek, vilket uppnås då<br />
formväggen har en jämn temperatur.<br />
Väggtjockleken kan varieras något genom<br />
att ändra huvudaxelns rotationshastighet.<br />
Helst ska den hamna mellan 1,5 och 5 millimeter<br />
men kan uppgå till 20 millimeter.<br />
Används pvc kan den vara så tunn som 0,5<br />
millimeter.<br />
KO N STRU K TI O N E R som är öppna i ena änden<br />
som avfallsbehållare, erhålls genom<br />
att helt enkelt skära av en del av den slutna<br />
delen. Öppna ändar går också att åstadkomma<br />
genom att plugga in en termisk<br />
isolerad kropp, som plasten inte formas mot.<br />
Material tillförs vanligen formen då<br />
den är öppen. Om inte det fi nns plats för<br />
fyllning kan det ske genom en särskild<br />
öppning (fallbox) eller ventilationshålet.<br />
Öppningen kan även användas om formen<br />
är sluten. Via en ”drop box” kan man<br />
åstadkomma fl era lager av plast till exempel<br />
pe+cellplast+pe och införa olikfärgade<br />
plaster med olika effekter.<br />
kan också tillverkas genom skalgjutning<br />
av termoelaster. Termoelasterna kryomals<br />
för att få en tillräckligt fi n partikelstorlek.<br />
Mellan den yttre skalformade huden<br />
och en bärare av glasfi berarmerad termoplast<br />
av till exempel legeringarna (pc+abs)<br />
och (pbt+asa) införs vanligen halvhård<br />
cellulär polyuretan enligt fi gur 9.<br />
Figur 9: Tvärsnittet av en instrumentpanel<br />
till personbil.