- Page 18 and 19:
Flanş Türü Type of Flange ANSI B
- Page 20 and 21:
Boru çapı Dış Çap Outside Diam
- Page 22 and 23:
Boru çapı Dış Çap Outside Diam
- Page 24 and 25:
Boru çapı Dış Çap Outside Diam
- Page 26 and 27:
Boru çapı Dış Çap Outside Diam
- Page 28 and 29:
Boru çapı Dış Çap Outside Diam
- Page 30 and 31:
Nominal Size DN Kanal Sayısı Kana
- Page 32 and 33:
Nominal Size DN Kanal Sayısı Kana
- Page 34 and 35:
Pipe Size DN Geniş Erkek ve Geniş
- Page 36:
m I Ø J b h c K D D Dışçap ¹)
- Page 39 and 40:
Boru Pipe Flanş Flange Göbek Hub
- Page 41 and 42:
Boru Pipe Flanş Flange Göbek Hub
- Page 43 and 44:
Boru Pipe Flanş Flange Göbek Hub
- Page 45 and 46:
Boru Pipe Flanş Flange Göbek Hub
- Page 47 and 48:
Boru Pipe Flanş Flange Göbek Hub
- Page 49 and 50:
Boru Pipe Flanş Flange Göbek Hub
- Page 51 and 52:
Boru Pipe Flanş Flange Göbek Hub
- Page 53 and 54:
Boru Pipe Flanş Flange Göbek Hub
- Page 55 and 56:
Boru Pipe Flanş Flange Göbek Hub
- Page 57 and 58:
Boru Pipe Flanş Flange Göbek Hub
- Page 59 and 60:
Boru Pipe Flanş Flange Fatura Rais
- Page 61 and 62:
Boru Pipe Flanş Flange Fatura Rais
- Page 63 and 64:
Boru Pipe Flanş Flange Fatura Rais
- Page 65 and 66:
Boru Pipe Flanş Flange Göbek Çap
- Page 67 and 68:
D h m J h1 I b g k 0.06 ” (1,6 mm
- Page 69 and 70:
Boru Pipe Flanş Flange Göbek Çap
- Page 71 and 72:
Boru Pipe Flanş Flange Göbek Çap
- Page 73 and 74:
Boru Pipe Flanş Flange Göbek Çap
- Page 75 and 76:
a 1/16”= 1,6 mm 37,5° h JØ b m
- Page 77 and 78:
m a 1/16”= 1,6 mm h IØ 23º JØ
- Page 79 and 80:
m J 7º h IØ b g k D 1/16” = (1,
- Page 81 and 82:
m J h IØ R 1/16”= 1,6mm E 23º g
- Page 83 and 84:
Nominal Basınç kp/cm² Nomimal Ba
- Page 85 and 86:
Boru Pipe H1 Flange Dimensions Hub
- Page 87 and 88:
Boru Pipe H1 Raised Face Dia. R Fil
- Page 89 and 90:
Boru Pipe H1 Raised Face Dia. R Fil
- Page 91 and 92:
Boru Pipe H1 Raised Face Dia. R Fil
- Page 93 and 94:
Boru Pipe H1 Raised Face Dia. R Fil
- Page 95 and 96:
Boru Pipe Flanş Boyutları Flange
- Page 97 and 98:
Boru Pipe Flanş Boyutları Flange
- Page 99 and 100:
Boru Pipe Flanş Boyutları Flange
- Page 101 and 102:
A N d C B R G O 0.06î (1,6 mm) Boy
- Page 103 and 104:
A N d C B R G O 0.06î (1,6 mm) Boy
- Page 105 and 106:
C G B A C C G B A G B A Flanşlar B
- Page 107 and 108:
C G B A C E2 23ϒ G B A Flanges Fla
- Page 109 and 110:
G mini A C G mini H H C A A A A A R
- Page 111 and 112:
Boyut Boru/Pipe Dia. NPS Class 3000
- Page 113 and 114:
Outlet Size inches A (mm) B (mm) Di
- Page 116 and 117:
WELD LINE
- Page 118 and 119:
1” = 25,4mm X
- Page 120 and 121:
Tanım Designation Çekme Deneyimi
- Page 122 and 123:
O L Flange O L 1 2 3 4 5 6 7 8 9 Dr
- Page 124 and 125:
O Flange O L 1 2 3 4 5 6 7 8 9 Nomi
- Page 126 and 127:
O Flange O L 1 2 3 4 5 6 7 8 9 Dril
- Page 128:
O Flange O L 1 2 3 4 5 6 7 8 9 Dril
- Page 131 and 132:
Nominal Size Gasket Contact Width (
- Page 133 and 134:
Nominal Size Gasket Contact Width (
- Page 135:
Nominal Size Gasket Contact Width (
- Page 139 and 140:
Nominal Boru Çapı Nominal Pipe Si
- Page 141 and 142:
ASTM A 234 M-99 WPB / GRADE WBP (1)
- Page 143 and 144:
BEVELS / TRANSITION CONTOURS 37,5 d
- Page 145 and 146:
Boru Çapı NPS Dış Çap OD Merke
- Page 147 and 148:
Boru Çapı NPS Dış Çap OD Merke
- Page 149 and 150:
Boru Çapı NPS Dış Çap OD Merke
- Page 151 and 152:
Boru Çapı NPS Dış Çap OD Merke
- Page 153 and 154:
Boru Çapı NPS inç Dış Çap OD
- Page 155 and 156:
Boru Çapı NPS inç Dış Çap OD
- Page 157 and 158:
Boru Çapı NPS inç Dış Çap OD
- Page 159 and 160:
Boru Çapı NPS inç Dış Çap OD
- Page 161 and 162:
Boru Çapı NPS inç Dış Çap OD
- Page 163 and 164:
Boru Çapı NPS inç Dış Çap OD
- Page 165 and 166:
Boru Çapı NPS inç Dış Çap OD
- Page 167 and 168:
Boru Çapı NPS inç Dış Çap OD
- Page 169 and 170:
Boru Çapı NPS inç Dış Çap OD
- Page 171 and 172:
Boru Çapı NPS inç Dış Çap OD
- Page 173 and 174:
Boru Çapı NPS inç Dış Çap OD
- Page 175 and 176:
Boru Çapı NPS inç Dış Çap OD
- Page 177 and 178:
Boru Çapı NPS inç Dış Çap OD
- Page 179 and 180:
Boru Çapı NPS inç Dış Çap OD
- Page 181 and 182:
Boru Çapı NPS inç Dış Çap OD
- Page 184 and 185:
DIN EN 1092-1 FLANŞ VE YAKALAR - F
- Page 187 and 188:
Grup Group 2E0 3E0 3E0 3E0 3E1 4E0
- Page 189 and 190:
Grup Group 2E0 3E0 3E1 4E0 5E0 6E0
- Page 191 and 192:
Material Group b Özellik, derece,
- Page 193:
Alınlama Tipleri Facing forms İş
- Page 196 and 197:
Boyut Dimension Boyut Dış Çapı
- Page 199:
EN yüzey tipi EN facings EN tanım
- Page 203 and 204:
DN O Ringli Spigot Groove O Ringli
- Page 205 and 206:
Ø L Ø B1 Ø K Ø D DN Flanş Flan
- Page 207 and 208:
Ø L Ø B1 Ø K Ø D DN Flanş Flan
- Page 209 and 210:
DN Flanş Flange B1 D C1 K Number S
- Page 211 and 212:
DN Flanş Flange B1 D C1 K Number S
- Page 213 and 214:
45º DN Flanş Flange D B2 C1 K E N
- Page 215 and 216:
45º DN Flanş Flange D B2 C1 K E N
- Page 217 and 218:
45º DN Flanş Flange D B2 C1 K E N
- Page 219 and 220:
Flanş Flange Civatalama Drilling T
- Page 221 and 222:
Flanş Flange Civatalama Drilling T
- Page 223 and 224:
Flanş Flange Civatalama Drilling T
- Page 225 and 226:
Flanş Flange Civatalama Drilling T
- Page 227 and 228:
Flanş Flange Civatalama Drilling T
- Page 229 and 230:
Flanş Flange Civatalama Drilling T
- Page 231 and 232:
Flanş Flange Civatalama Drilling T
- Page 233 and 234:
Ø D Ø K Ø B3 Ø L C1 E Ø A S 45
- Page 235 and 236:
Ø D Ø K Ø B3 Ø L C1 E Ø A S 45
- Page 237 and 238:
DN Flanş Flange D C4 K Number Say
- Page 239 and 240:
DN Flanş Flange D C4 K Number Say
- Page 241 and 242:
DN Flanş Flange D C4 K Number Say
- Page 243 and 244:
Ø L C4 Ø G max Ø d1 Ø K Ø D f1
- Page 245 and 246:
DN Flanş Flange Hub Göbek Alınla
- Page 247 and 248:
DN Flange Flanş Göbek Hub Alınla
- Page 249 and 250:
DN Flange Flanş Göbek Hub Alınla
- Page 251 and 252:
DN Flange Flanş Göbek Hub Alınla
- Page 253 and 254:
DN Flanş Flange Göbek Hub Alınla
- Page 255 and 256:
DN Flanş Flange Göbek Hub Alınla
- Page 257 and 258:
DN Flanş Flange Göbek Hub Alınla
- Page 259 and 260:
DN Flanş Flange Göbek Hub Alınla
- Page 261 and 262:
DN Flanş Flange Göbek Hub Alınla
- Page 263 and 264:
DN Flanş Flange Göbek Hub Alınla
- Page 265 and 266:
Rounded Ø B1 max.7º Ø L R1 C1 H1
- Page 267 and 268:
Rounded Ø B1 max.7º Ø L R1 C1 H1
- Page 269 and 270:
Rounded Ø B1 max.7º Ø L R1 C1 H1
- Page 272 and 273:
EN Fittingler EN 10253-1, Basınçl
- Page 274 and 275:
45º T Z T T W B R R D D C Dış ç
- Page 276 and 277:
45º T Z T T W B R R D D C Dış ç
- Page 278 and 279:
F F F F D D F T rc Tc G T rc T1 Tc
- Page 280 and 281:
F F F F D D F T rc Tc G T rc T1 Tc
- Page 282 and 283:
F F F F D D F T rc Tc G T rc T1 Tc
- Page 284 and 285:
F F F F D D F T rc Tc G T rc T1 Tc
- Page 286 and 287:
F F F F D D F T rc Tc G T rc T1 Tc
- Page 288 and 289:
F F F F D D F T rc Tc G T rc T1 Tc
- Page 290 and 291:
F F F F D D F T rc Tc G T rc T1 Tc
- Page 292 and 293:
F F F F D D F T rc Tc G T rc T1 Tc
- Page 294 and 295: L2 L4 D T L’2 L2 L4 T1 D1 D T L
- Page 296 and 297: L2 L4 D T L’2 L2 L4 T1 D1 D T L
- Page 298 and 299: L2 L4 D T L’2 L2 L4 T1 D1 D T L
- Page 300 and 301: L2 L4 D T L’2 L2 L4 T1 D1 D T L
- Page 302 and 303: L2 L4 D T L’2 L2 L4 T1 D1 D T L
- Page 304 and 305: L2 L4 D T L’2 L2 L4 T1 D1 D T L
- Page 306 and 307: R1 k T D Dış çap Ø DN 15 (21,3)
- Page 308 and 309: R1 k T D Dış çap Ø DN 250 (273)
- Page 310 and 311: 45º Z R W B R D T D T T C Dış ç
- Page 312 and 313: 45º Z R W B R D T D T T C Dış ç
- Page 314 and 315: Ts F F Ds D F,G T Tc Tb rc D1 Db T
- Page 316 and 317: Ts F F Ds D F,G T Tc Tb rc D1 Db T
- Page 318 and 319: Ts F F Ds D F,G T Tc Tb rc D1 Db T
- Page 320 and 321: Ts F F Ds D F,G T Tc Tb rc D1 Db T
- Page 322 and 323: Ts F F Ds D F,G T Tc Tb rc D1 Db T
- Page 324 and 325: Ts F F Ds D F,G T Tc Tb rc D1 Db T
- Page 326 and 327: Ts F F Ds D F,G T Tc Tb rc D1 Db T
- Page 328 and 329: Ts F F Ds D F,G T Tc Tb rc D1 Db T
- Page 330 and 331: Ts F F Ds D F,G T Tc Tb rc D1 Db T
- Page 332 and 333: T L2 L4 T 4 T 3 D T1 D 1 D T L’2
- Page 334 and 335: T L2 L4 T 4 T 3 D T1 D 1 D T L’2
- Page 336 and 337: T L2 L4 T 4 T 3 D T1 D 1 D T L’2
- Page 338 and 339: T L2 L4 T 4 T 3 D T1 D 1 D T L’2
- Page 340 and 341: T L2 L4 T 4 T 3 D T1 D 1 D T L’2
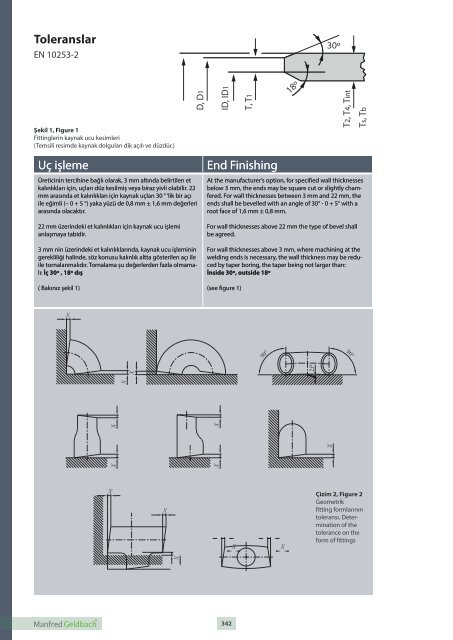
- Page 342 and 343: T L2 L4 T 4 T 3 D T1 D 1 D T L’2