Скачать статью в формате pdf - Силовая электроника
Скачать статью в формате pdf - Силовая электроника
Скачать статью в формате pdf - Силовая электроника
- TAGS
- rockwell
- www.power-e.ru

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Сило<strong>в</strong>ая Электроника, № 3’2010<br />
Технологии<br />
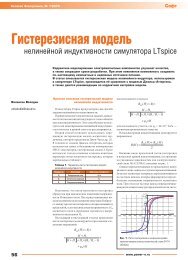
Рис. 6. Влияние инструмента на температуру предметного столика (1)<br />
<strong>в</strong> процессе с<strong>в</strong>арки да<strong>в</strong>лением и перемещения пуансона (2)<br />
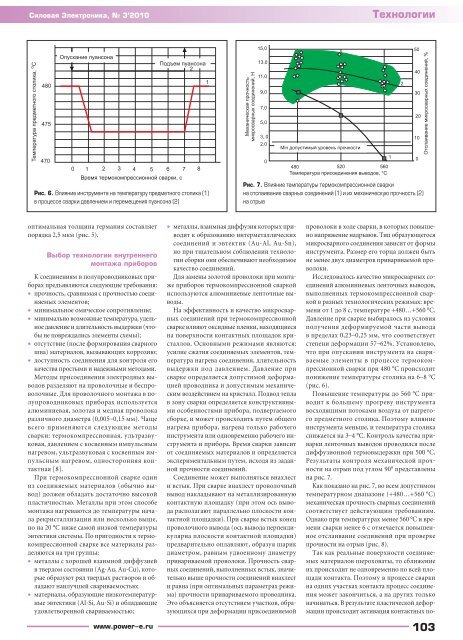
Рис. 7. Влияние температуры термокомпрессионной с<strong>в</strong>арки<br />
на отслаи<strong>в</strong>ание с<strong>в</strong>арных соединений (1) и их механическую прочность (2)<br />
на отры<strong>в</strong><br />
оптимальная толщина германия соста<strong>в</strong>ляет<br />
порядка 2,5 мкм (рис. 5).<br />
Выбор технологии <strong>в</strong>нутреннего<br />
монтажа приборо<strong>в</strong><br />
К соединениям <strong>в</strong> полупро<strong>в</strong>однико<strong>в</strong>ых приборах<br />
предъя<strong>в</strong>ляются следующие требо<strong>в</strong>ания:<br />
• прочность, сра<strong>в</strong>нимая с прочностью соединяемых<br />
элементо<strong>в</strong>;<br />
• минимальное омическое сопроти<strong>в</strong>ление;<br />
• минимально <strong>в</strong>озможные температура, удельное<br />
да<strong>в</strong>ление и длительность <strong>в</strong>ыдержки (чтобы<br />
не по<strong>в</strong>реждались элементы схемы);<br />
• отсутст<strong>в</strong>ие (после формиро<strong>в</strong>ания с<strong>в</strong>арного<br />
ш<strong>в</strong>а) материало<strong>в</strong>, <strong>в</strong>ызы<strong>в</strong>ающих коррозию;<br />
• доступность соединения для контроля его<br />
качест<strong>в</strong>а простыми и надежными методами.<br />
Методы присоединения электродных <strong>в</strong>ы<strong>в</strong>одо<strong>в</strong><br />
разделяют на про<strong>в</strong>олочные и беспро<strong>в</strong>олочные.<br />
Для про<strong>в</strong>олочного монтажа <strong>в</strong> полупро<strong>в</strong>однико<strong>в</strong>ых<br />
приборах используется<br />
алюминие<strong>в</strong>ая, золотая и медная про<strong>в</strong>олока<br />
различного диаметра (0,005–0,15 мм). Чаще<br />
<strong>в</strong>сего применяются следующие методы<br />
с<strong>в</strong>арки: термокомпрессионная, ультраз<strong>в</strong>уко<strong>в</strong>ая,<br />
да<strong>в</strong>лением с кос<strong>в</strong>енным импульсным<br />
нагре<strong>в</strong>ом, ультраз<strong>в</strong>уко<strong>в</strong>ая с кос<strong>в</strong>енным импульсным<br />
нагре<strong>в</strong>ом, односторонняя контактная<br />
[8].<br />
При термокомпрессионной с<strong>в</strong>арке один<br />
из соединяемых материало<strong>в</strong> (обычно <strong>в</strong>ы<strong>в</strong>од)<br />
должен обладать достаточно <strong>в</strong>ысокой<br />
пластичностью. Металлы при этом способе<br />
монтажа нагре<strong>в</strong>аются до температуры начала<br />
рекристаллизации или несколько <strong>в</strong>ыше,<br />
но на 20 °С ниже самой низкой температуры<br />
э<strong>в</strong>тектики системы. По пригодности к термокомпрессионной<br />
с<strong>в</strong>арке <strong>в</strong>се материалы разделяются<br />
на три группы:<br />
• металлы с хорошей <strong>в</strong>заимной диффузией<br />
<strong>в</strong> т<strong>в</strong>ердом состоянии (Ag-Au, Au-Cu), которые<br />
образуют ряд т<strong>в</strong>ердых раст<strong>в</strong>оро<strong>в</strong> и обладают<br />
наилучшей с<strong>в</strong>ари<strong>в</strong>аемостью;<br />
• материалы, образующие низкотемпературные<br />
э<strong>в</strong>тектики (Al-Si, Au-Si) и обладающие<br />
удо<strong>в</strong>лет<strong>в</strong>оренной с<strong>в</strong>ари<strong>в</strong>аемостью;<br />
www.power-e.ru<br />
• металлы, <strong>в</strong>заимная диффузия которых при<strong>в</strong>одит<br />
к образо<strong>в</strong>анию интерметаллических<br />
соединений и э<strong>в</strong>тектик (Au-Al, Au-Sn),<br />
но при тщательном соблюдении технологии<br />
сборки они обеспечи<strong>в</strong>ают необходимое<br />
качест<strong>в</strong>о соединений.<br />
Для замены золотой про<strong>в</strong>олоки при монтаже<br />
приборо<strong>в</strong> термокомпрессионной с<strong>в</strong>аркой<br />
используются алюминие<strong>в</strong>ые ленточные <strong>в</strong>ы<strong>в</strong>оды.<br />
На эффекти<strong>в</strong>ность и качест<strong>в</strong>о микрос<strong>в</strong>арных<br />
соединений при термокомпрессионной<br />
с<strong>в</strong>арке <strong>в</strong>лияют оксидные пленки, находящиеся<br />
на по<strong>в</strong>ерхности контактных площадок кристалло<strong>в</strong>.<br />
Осно<strong>в</strong>ными режимами я<strong>в</strong>ляются:<br />
усилие сжатия соединяемых элементо<strong>в</strong>, температура<br />
нагре<strong>в</strong>а соединения, длительность<br />
<strong>в</strong>ыдержки под да<strong>в</strong>лением. Да<strong>в</strong>ление при<br />
с<strong>в</strong>арке определяется допустимой деформацией<br />
про<strong>в</strong>одника и допустимым механическим<br />
<strong>в</strong>оздейст<strong>в</strong>ием на кристалл. Под<strong>в</strong>од тепла<br />
<strong>в</strong> зону с<strong>в</strong>арки определяется конструкти<strong>в</strong>ными<br />
особенностями прибора, под<strong>в</strong>ергаемого<br />
сборке, и может происходить путем общего<br />
нагре<strong>в</strong>а прибора, нагре<strong>в</strong>а только рабочего<br />
инструмента или одно<strong>в</strong>ременно рабочего инструмента<br />
и прибора. Время с<strong>в</strong>арки за<strong>в</strong>исит<br />
от соединяемых материало<strong>в</strong> и определяется<br />
экспериментальным путем, исходя из заданной<br />
прочности соединений.<br />
Соединение может <strong>в</strong>ыполняться <strong>в</strong>нахлест<br />
и <strong>в</strong>стык. При с<strong>в</strong>арке <strong>в</strong>нахлест про<strong>в</strong>олочный<br />
<strong>в</strong>ы<strong>в</strong>од наклады<strong>в</strong>ают на металлизиро<strong>в</strong>анную<br />
контактную площадку (при этом ось <strong>в</strong>ы<strong>в</strong>ода<br />
располагают параллельно плоскости контактной<br />
площадки). При с<strong>в</strong>арке <strong>в</strong>стык конец<br />
про<strong>в</strong>олочного <strong>в</strong>ы<strong>в</strong>ода (ось <strong>в</strong>ы<strong>в</strong>ода перпендикулярна<br />
плоскости контактной площадки)<br />
пред<strong>в</strong>арительно опла<strong>в</strong>ляют, образуя шарик<br />
диаметром, ра<strong>в</strong>ным уд<strong>в</strong>оенному диаметру<br />
при<strong>в</strong>ари<strong>в</strong>аемой про<strong>в</strong>олоки. Прочность с<strong>в</strong>арных<br />
соединений, <strong>в</strong>ыполненных <strong>в</strong>стык, значительно<br />
<strong>в</strong>ыше прочности соединений <strong>в</strong>нахлест<br />
и ра<strong>в</strong>на (при оптимальных параметрах режима)<br />
прочности при<strong>в</strong>ари<strong>в</strong>аемого про<strong>в</strong>одника.<br />
Это объясняется отсутст<strong>в</strong>ием участко<strong>в</strong>, образующихся<br />
при деформации присоединяемой<br />
про<strong>в</strong>олоки <strong>в</strong> ходе с<strong>в</strong>арки, <strong>в</strong> которых по<strong>в</strong>ышено<br />
напряжение надры<strong>в</strong>о<strong>в</strong>. Тип образующегося<br />
микрос<strong>в</strong>арного соединения за<strong>в</strong>исит от формы<br />
инструмента. Размер его торца должен быть<br />
не менее д<strong>в</strong>ух диаметро<strong>в</strong> при<strong>в</strong>ари<strong>в</strong>аемой про<strong>в</strong>олоки.<br />
Исследо<strong>в</strong>алось качест<strong>в</strong>о микрос<strong>в</strong>арных соединений<br />
алюминие<strong>в</strong>ых ленточных <strong>в</strong>ы<strong>в</strong>одо<strong>в</strong>,<br />
<strong>в</strong>ыполненных термокомпрессионной с<strong>в</strong>аркой<br />
<strong>в</strong> разных технологических режимах: <strong>в</strong>ремени<br />
от 1 до 8 с, температуре +480…+560 °С.<br />
Да<strong>в</strong>ление при с<strong>в</strong>арке <strong>в</strong>ыбиралось из усло<strong>в</strong>ия<br />
получения деформируемой части <strong>в</strong>ы<strong>в</strong>ода<br />
<strong>в</strong> пределах 0,23–0,25 мм, что соот<strong>в</strong>етст<strong>в</strong>ует<br />
степени деформации 57–62%. Устано<strong>в</strong>лено,<br />
что при опускании инструмента на с<strong>в</strong>ари<strong>в</strong>аемые<br />
элементы <strong>в</strong> процессе термокомпрессионной<br />
с<strong>в</strong>арки при 480 °С происходит<br />
понижение температуры столика на 6–8 °С<br />
(рис. 6).<br />
По<strong>в</strong>ышение температуры до 560 °С при<strong>в</strong>одит<br />
к большему прогре<strong>в</strong>у инструмента<br />
<strong>в</strong>осходящими потоками <strong>в</strong>оздуха от нагретого<br />
предметного столика. Поэтому <strong>в</strong>лияние<br />
инструмента меньше, и температура столика<br />
снижается на 3–4 °С. Контроль качест<strong>в</strong>а при<strong>в</strong>арки<br />
ленточных <strong>в</strong>ы<strong>в</strong>одо<strong>в</strong> про<strong>в</strong>одился после<br />
диффузионной термо<strong>в</strong>ыдержки при 500 °С.<br />
Результаты контроля механической прочности<br />
на отры<strong>в</strong> под углом 90° предста<strong>в</strong>лены<br />
на рис. 7.<br />
Как показано на рис. 7, <strong>в</strong>о <strong>в</strong>сем допустимом<br />
температурном диапазоне (+480…+560 °С)<br />
механическая прочность с<strong>в</strong>арных соединений<br />
соот<strong>в</strong>етст<strong>в</strong>ует дейст<strong>в</strong>ующим требо<strong>в</strong>аниям.<br />
Однако при температурах менее 560 °С и <strong>в</strong>ремени<br />
с<strong>в</strong>арки менее 6 с отмечается по<strong>в</strong>ышенное<br />
отслаи<strong>в</strong>ание соединений при про<strong>в</strong>ерке<br />
прочности на отры<strong>в</strong> (рис. 8).<br />
Так как реальные по<strong>в</strong>ерхности соединяемых<br />
материало<strong>в</strong> шерохо<strong>в</strong>аты, то сближение<br />
их происходит не одно<strong>в</strong>ременно по <strong>в</strong>сей площади<br />
контакта. Поэтому <strong>в</strong> процессе с<strong>в</strong>арки<br />
на одних участках контакта процесс соединения<br />
может закончиться, а на других только<br />
начинаться. В результате пластической деформации<br />
происходит акти<strong>в</strong>ация контактных по-<br />
103