Technologia autokaustyzacji wÄglanu sodu za pomocÄ metaboranu ...
Technologia autokaustyzacji wÄglanu sodu za pomocÄ metaboranu ...
Technologia autokaustyzacji wÄglanu sodu za pomocÄ metaboranu ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
TECHNOLOGIA<br />
Przedstawiono proces <strong>autokausty<strong>za</strong>cji</strong><br />
boranowej <strong>za</strong>chodzący w palenisku kotła<br />
sodowego i rozpuszc<strong>za</strong>lniku stopu w obecności<br />
<strong>metaboranu</strong> sodowego. Omówiono<br />
mechanizm i reakcje chemiczne, których<br />
przebieg jest <strong>za</strong>leżny od warunków, głównie<br />
temperatury, a także stosunku molowego<br />
Na/B w ługu c<strong>za</strong>rnym. Stwierdzono, że<br />
częściowa autokausty<strong>za</strong>cja boranowa jest<br />
obecnie technicznie możliwa i ekonomicznie<br />
korzystna, w szczególności w celulozowniach<br />
siarc<strong>za</strong>nowych, w których „wąskim gardłem”<br />
jest oddział kausty<strong>za</strong>cji i wypalania wapna.<br />
Świadczą o tym <strong>za</strong>kończone powodzeniem<br />
próby wdrożenia tej technologii w skali<br />
przemysłowej. Już kilka celulozowni na<br />
świecie stosuje technologię częściowej <strong>autokausty<strong>za</strong>cji</strong>,<br />
co pozwoliło im na zwiększenie<br />
produkcji ługu białego bez poniesienia nakładów<br />
inwestycyjnych na wzrost wydajności<br />
tradycyjnych układów kausty<strong>za</strong>cji i wypalania<br />
wapna. Dodatkową korzyścią jest zmniejszenie<br />
emisji <strong>za</strong>nieczyszczeń do środowiska oraz<br />
zmniejszenie zużycia energii/paliwa do pieca<br />
wapiennego.<br />
Autokausty<strong>za</strong>cja boranowa może <strong>za</strong>stąpić<br />
lub wesprzeć istotną część tradycyjnego<br />
procesu regeneracji chemikaliów warzelnych<br />
w metodzie siarc<strong>za</strong>nowej. Wdrożenie pełnej<br />
<strong>autokausty<strong>za</strong>cji</strong> byłoby dużym przełomem w<br />
technologii produkcji mas celulozowych siarc<strong>za</strong>nowych,<br />
a właściwie należałoby mówić o<br />
nowej technologii siarc<strong>za</strong>nowo-boranowej.<br />
Słowa kluczowe: autokausty<strong>za</strong>cja boranowa<br />
The article presents borate autocausti<strong>za</strong>tion<br />
in a recovery boiler furnace and dissolving<br />
tank with sodium metaborate. It discusses<br />
mechanism and chemical reactions, which<br />
course depends on some conditions, mainly<br />
temperature and molar ratio Na/B in black<br />
liquor. It was found that at present partial borate<br />
autocausti<strong>za</strong>tion is technically possible<br />
and cost effective, in particular in sulphate<br />
pulp mills where the causti<strong>za</strong>tion and lime<br />
kiln department is a main source of bottlenecks.<br />
This conclusion has been proved by<br />
successfully finished trials of implementing<br />
this technique in the industrial scale. Several<br />
pulp mills in the world already use the<br />
technique of partial autocausti<strong>za</strong>tion, which<br />
helps to increase production of white liquor<br />
without bearing costs for the capacity growth<br />
of the conventional causti<strong>za</strong>tion and lime kiln<br />
department. Additional benefit is connected<br />
with lower emissions to the environment<br />
and reduced consumption of energy or fuel<br />
by a lime-kiln.<br />
Borate autocausti<strong>za</strong>tion can replace or support<br />
a crucial part of conventional recovery<br />
of cooking chemicals in the sulphate method.<br />
Implementation of full autocausti<strong>za</strong>tion would<br />
be a turning point in the production of kraft<br />
pulp, actually a beginning of a new kraftborate<br />
technology.<br />
Keywords: borate autocausti<strong>za</strong>tion<br />
<strong>Technologia</strong> <strong>autokausty<strong>za</strong>cji</strong><br />
węglanu <strong>sodu</strong> <strong>za</strong> pomocą<br />
<strong>metaboranu</strong> <strong>sodu</strong><br />
The technique for sodium carbonate<br />
autocausti<strong>za</strong>tion with sodium metaborate<br />
Wprowadzenie<br />
Małgor<strong>za</strong>ta Michniewicz, Michał Janiga<br />
Istotną <strong>za</strong>letą metody siarc<strong>za</strong>nowej wytwar<strong>za</strong>nia<br />
chemicznych mas celulozowych<br />
jest możliwość praktycznie całkowitej<br />
regeneracji chemikaliów warzelnych do<br />
następnego cyklu roztwar<strong>za</strong>nia, a także<br />
odzysku energii <strong>za</strong>wartej w rozpuszczonych,<br />
organicznych składnikach surowca<br />
drzewnego. Ług powarzelny, odprowad<strong>za</strong>ny<br />
z instalacji mycia niebielonej masy celulozowej,<br />
<strong>za</strong>wiera rozpuszczone substancje<br />
organiczne i mineralne w przybliżonej<br />
proporcji wagowej 1:1. Ze względu na<br />
swój skład posiada dość znaczną wartość<br />
opałową, która jest wykorzystywana do<br />
produkcji energii cieplnej w kotle sodowym.<br />
Składniki mineralne ługu to przereagowane<br />
chemikalia warzelne – głównie<br />
sole sodowe. Ponadto, ług powarzelny<br />
<strong>za</strong>wiera znaczne ilości <strong>sodu</strong> zwią<strong>za</strong>nego<br />
organicznie w postaci alkalilignin. Składniki<br />
mineralne ługu powarzelnego (c<strong>za</strong>rnego)<br />
po odpowiedniej obróbce, przebiegającej<br />
w kilku etapach, nadają się do produkcji<br />
ługu warzelnego o składzie odpowiednim<br />
dla procesu roztwar<strong>za</strong>nia drewna metodą<br />
siarc<strong>za</strong>nową.<br />
W konwencjonalnej technologii regeneracji<br />
siarc<strong>za</strong>nowych chemikaliów<br />
warzelnych obróbka ta polega na cyklicznym<br />
przebiegu następujących kolejnych<br />
procesów:<br />
1. Zagęszc<strong>za</strong>nie ługu do <strong>za</strong>wartości suchej<br />
substancji 65-80%;<br />
2. Spalanie <strong>za</strong>gęszczonego ługu w kotle<br />
sodowym (regeneracyjnym);<br />
3. Rozpuszc<strong>za</strong>nie pozostałych po spalaniu<br />
składników mineralnych (stopu sodowego)<br />
w rozcieńczonym roztworze alkaliów<br />
(tzw. ługu białym słabym), w wyniku<br />
czego otrzymuje się tzw. ług zielony, którego<br />
głównym składnikiem jest węglan<br />
<strong>sodu</strong> (obok siarczku sodowego);<br />
4. Kausty<strong>za</strong>cja ługu zielonego (węglanu<br />
<strong>sodu</strong>) do wodorotlenku <strong>sodu</strong> <strong>za</strong> pomocą<br />
wapna palonego (tlenek wapnia)<br />
w kausty<strong>za</strong>torach. W wyniku reakcji<br />
kausty<strong>za</strong>cji powstaje wodorotlenek<br />
<strong>sodu</strong>, spełniający wiodącą rolę w procesie<br />
roztwar<strong>za</strong>nia drewna, oraz osad<br />
węglanu wapnia. Po sklarowaniu i rozdzieleniu<br />
roztworu i osadu otrzymuje się<br />
tzw. ług biały (czyli ług warzelny) oraz<br />
osad składający się głównie z węglanu<br />
wapnia, tzw. błotko (szlam) pokausty<strong>za</strong>cyjne;<br />
5. Usuwanie resztek alkaliów ze szlamu<br />
pokausty<strong>za</strong>cyjnego <strong>za</strong> pomocą mycia<br />
w zbiorniko-klarownikach sedymentacyjnych.<br />
Szlam pokausty<strong>za</strong>cyjny z dna<br />
zbiorniko-klarowników ługu białego<br />
Dr inż. M. Michniewicz, mgr inż. M. Janiga, Instytut Biopolimerów i Włókien Chemicznych,<br />
ul. M. Skłodowskiej-Curie 19/27, 90-570 Łódź<br />
PRZEGLĄD PAPIERNICZY · 66 · MAJ 2010<br />
263
TECHNOLOGIA<br />
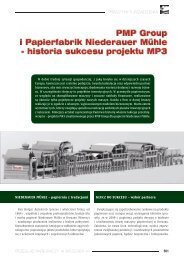
Rys. 1. Schematyczne przedstawienie obiegu chemikaliów w procesie siarc<strong>za</strong>nowym przy<br />
pełnej <strong>autokausty<strong>za</strong>cji</strong> boranowej (23, 38)<br />
kierowany jest do dwóch zbiorniko-klarowników mycia szlamu<br />
pokausty<strong>za</strong>cyjnego. W urządzeniach tych następuje wypieranie<br />
alkaliów <strong>za</strong>wartych w szlamie <strong>za</strong> pomocą gorącej wody,<br />
w wyniku czego powstaje ług biały słaby, który kierowany jest<br />
do rozpuszc<strong>za</strong>lnika stopu (etap 3. obróbki ługów). Pozbawiony<br />
głównej części alkaliów szlam z dna zbiorniko-klarowników<br />
odprowad<strong>za</strong>ny jest do zbiorników magazynowych, a następnie<br />
kierowany do filtrów próżniowych, gdzie poddawany jest<br />
operacji mycia i <strong>za</strong>gęszc<strong>za</strong>nia do stężenia około 75% suchej<br />
substancji;<br />
6. Wypalanie szlamu w piecu obrotowym w celu odzyskania wapna<br />
palonego do procesu kausty<strong>za</strong>cji ługu. Szlam opuszc<strong>za</strong>jący<br />
filtry kierowany jest do pieca obrotowego, w którym poddany<br />
jest procesowi wypalania w temperaturze 1050-1100°C. W wyniku<br />
tego procesu ponownie powstaje wapno palone (tlenek<br />
wapnia) niezbędne do produkcji ługu białego. Piec obrotowy<br />
opalany jest olejem opałowym lub gazem.<br />
Procesy kausty<strong>za</strong>cji, mycia szlamu pokausty<strong>za</strong>cyjnego oraz<br />
wypalania szlamu w piecu obrotowym są źródłem emisji <strong>za</strong>nieczyszczeń<br />
do środowiska. Gazy spalinowe z pieca obrotowego<br />
<strong>za</strong>wierają dość znaczne ilości pyłów oraz pewne ilości siarkowodoru,<br />
merkaptanu metylu, dwutlenku siarki oraz tlenków<br />
azotu i węgla. Operacje międzyprocesowe z ługami są źródłem<br />
przelewów i przecieków mediów do kanali<strong>za</strong>cji ściekowej, a także<br />
zbiorniko-klarowniki ługów są źródłami emisji niezorganizowanej<br />
siarkowodoru i merkaptanu metylu. W procesach tych powstają<br />
znaczne ilości odpadów stałych: odrzuty z gaśnika wapna, szlam<br />
z ługu zielonego, odpadowy szlam pokausty<strong>za</strong>cyjny. Ponadto,<br />
przebieg tych procesów wymaga zużycia energii na pracę pomp<br />
i silników, a w szczególności na wytworzenie wysokiej temperatury<br />
kalcynacji wapna w piecu obrotowym.<br />
Nowoczesna technologia <strong>autokausty<strong>za</strong>cji</strong> węglanu <strong>sodu</strong> do<br />
wodorotlenku eliminuje lub ogranic<strong>za</strong> przedstawione wyżej trzy<br />
końcowe etapy technologii regeneracji chemikaliów w metodzie<br />
siarc<strong>za</strong>nowej. Pełna autokausty<strong>za</strong>cja nie została na razie<br />
wdrożona na skalę przemysłową i wyrażane są wątpliwości co<br />
do możliwości wykorzystania do tego standardowej<br />
instalacji kotła regeneracyjnego, w szczególności<br />
bez wyraźnego wzrostu <strong>za</strong>wartości substancji mineralnych<br />
w obiegu ługowym celulozowni. Natomiast<br />
<strong>za</strong>stosowanie częściowej <strong>autokausty<strong>za</strong>cji</strong> jest w pełni<br />
możliwe i zostało wdrożone w pewnej liczbie celulozowni<br />
na świecie. Technika ta daje bardzo wymierne<br />
korzyści środowiskowe, pozwala na obniżenie kosztów<br />
produkcji ługu warzelnego, a także możliwe jest<br />
jej wdrożenie w instalacjach konwencjonalnych bez<br />
ponoszenia dużych kosztów inwestycyjnych.<br />
Podstawy teoretyczne<br />
procesu <strong>autokausty<strong>za</strong>cji</strong><br />
Zastosowanie boranów <strong>sodu</strong> do bezpośredniej<br />
kausty<strong>za</strong>cji stopu sodowego było po raz pierwszy,<br />
już w latach 1974–1977 r., sugerowane i badane przez<br />
Jansona w Fińskim Instytucie Celulozowo-Papierniczym (1-9).<br />
Koncepcję tę pod koniec lat 90. ub. wieku rozwinął Tran (10-16)<br />
i współpracownicy (17-22) z Wydziału Inżynierii Chemicznej Uniwersytetu<br />
w Toronto, z których niektórzy zwią<strong>za</strong>li się także z firmą<br />
U.S. Borax Inc. (23) z Valencii w Kalifornii, należącą do Rio Tinto<br />
Minerals, eksploatującą boraks z wyschniętych słonych jezior<br />
na Pustyni Mojave w Kalifornii. Pierwszy historyczny transport<br />
boraksu wywoził z Doliny Śmierci w latach 1883-89 legendarny<br />
już <strong>za</strong>przęg 20 mułów (w rzeczywistości 18 mułów i 2 konie).<br />
Obecnie kopalnia odkrywkowa tej firmy mieści się w Boron na<br />
pustyni Mojave, pokrywając prawie połowę światowego <strong>za</strong>potrzebowania<br />
na boraks. W związku z <strong>za</strong>interesowaniem przemysłu kanadyjskiego<br />
oraz firmy U.S. Borax, już w połowie lat 90. ub. wieku<br />
technologię Jansona przypomnieli i badali G.J. Kubes i P. Wandelt<br />
(24, 25) w Celulozowo-Papierniczym Centrum Badawczym przy<br />
Uniwersytecie McGilla w Montrealu i Kanadyjskim Instytucie<br />
Celulozowo-Papierniczym Paprican w Pointe-Claire w Quebecu.<br />
Do prac badawczych i rozwojowych włączył się też nieco później<br />
zespół prof. J. Camerona z Wydziału Inżynierii Chemicznej<br />
Western Michigan University w Kalamazoo, MI (26-30), prof.<br />
J.M. Genco (31) z Wydziału Inżynierii Chemicznej Uniwersytetu<br />
Stanu Maine w Orono, jak również S.A. Sinquefield z Institute of<br />
Paper Science and Technology w Atlancie. W Europie do badania<br />
zjawisk <strong>za</strong>chodzących w palenisku kotła sodowego w obecności<br />
boranów włączyli się D. Lindberg (32), M. Forssen i M. Hupa (33-<br />
36) z Uniwersytetu Abo Akademii w Turku oraz I. Nohlgren (34,<br />
37) z Energy Technology Center w Pitea w Szwecji.<br />
<strong>Technologia</strong> boranowej <strong>autokausty<strong>za</strong>cji</strong> jest bardzo atrakcyjna,<br />
gdyż pozwala wytwar<strong>za</strong>ć wodorotlenek <strong>sodu</strong> bezpośrednio<br />
w ługu zielonym, eliminując lub ogranic<strong>za</strong>jąc potrzebę eksploatacji<br />
gaśników wapna, kausty<strong>za</strong>torów, odstojników i filtrów szlamu<br />
oraz pieca do wypalania wapna. Schemat ideowy procesu siarc<strong>za</strong>nowego<br />
z regeneracją chemikaliów wykorzystującą proces<br />
<strong>autokausty<strong>za</strong>cji</strong> przedstawiono na rysunku 1 (23, 38).<br />
Zasada procesu <strong>autokausty<strong>za</strong>cji</strong> polega na wypieraniu dwutlenku<br />
węgla z węglanu <strong>sodu</strong> przez anion boranowy i może<br />
264 PRZEGLĄD PAPIERNICZY · 66 · MAJ 2010
TECHNOLOGIA<br />
być opisana <strong>za</strong> pomocą reakcji pomiędzy metaboranem <strong>sodu</strong><br />
(NaBO 2<br />
) i węglanem <strong>sodu</strong> (Na 2<br />
CO 3<br />
), <strong>za</strong>chodzących w kotle<br />
sodowym i rozpuszc<strong>za</strong>lniku stopu. W pierwszym etapie związki<br />
te, <strong>za</strong>warte w stopie sodowym, reagują z utworzeniem boranu<br />
disodowego: 2Na 2<br />
O x<br />
B 2<br />
O 3<br />
(Na 4<br />
B 2<br />
O 5<br />
) i/lub boranu trisodowego<br />
3Na 2<br />
O x<br />
B 2<br />
O 3<br />
(Na 3<br />
BO 3<br />
) i uwolnieniem dwutlenku węgla – reakcje<br />
1 i 2. Powstałe borany reagują z wodą w rozpuszc<strong>za</strong>lniku stopu,<br />
w wyniku czego powstaje wodorotlenek sodowy (NaOH) oraz<br />
odtwar<strong>za</strong> się metaboran <strong>sodu</strong>, według równań reakcji 3 i 4.<br />
Reakcja 1:<br />
Reakcja 2:<br />
2NaBO 2<br />
+ Na 2<br />
CO 3<br />
→ Na 4<br />
B 2<br />
O 5<br />
+ CO 2<br />
↑<br />
NaBO 2<br />
+ Na 2<br />
CO 3<br />
→ Na 3<br />
BO 3<br />
+ CO 2<br />
↑<br />
Reakcja 3: Na 4<br />
B 2<br />
O 5<br />
+ H 2<br />
O → 2NaOH + 2NaBO 2<br />
Reakcja 4: Na 3<br />
BO 3<br />
+ H 2<br />
O → 2NaOH + NaBO 2<br />
Janson uważał, że proces <strong>autokausty<strong>za</strong>cji</strong> przebiega według<br />
mechanizmu zilustrowanego reakcjami 1 i 3, to znaczy do<br />
otrzymania 1 mola NaOH potrzebny jest 1 mol NaBO 2<br />
(2, 6-9).<br />
W dodatku sądził, że niezbędna jest wysoka <strong>za</strong>wartość boranu<br />
w ługu. Stężenie boranu określał <strong>za</strong> pomocą stosunku molowego<br />
Na/B i uważał, że przy stosunku molowym Na/B = 1,5 przebieg<br />
reakcji 1 jest poważnie utrudniony, a przy Na/B=3 proces <strong>autokausty<strong>za</strong>cji</strong><br />
nie <strong>za</strong>chodzi (6). Tak duże <strong>za</strong>potrzebowanie na boran<br />
zwięks<strong>za</strong>łoby w wysokim stopniu obciążenie kotła sodowego<br />
substancją mineralną, a także eliminowało możliwość częściowej<br />
<strong>autokausty<strong>za</strong>cji</strong>.<br />
Badania i próby przemysłowe <strong>za</strong>stosowania <strong>autokausty<strong>za</strong>cji</strong><br />
przy mniejszym od 3 stosunku Na/B wyka<strong>za</strong>ły (11, 21, 28), że wysokie<br />
stężenie boranów w ługu c<strong>za</strong>rnym obniża wartość opałową<br />
ługu c<strong>za</strong>rnego oraz zwięks<strong>za</strong> jego lepkość, co pogars<strong>za</strong> warunki<br />
manipulowania ługiem c<strong>za</strong>rnym oraz wpływa niekorzystnie na<br />
przebieg procesu w kotle sodowym. Stwierdzono również, że<br />
wysoka <strong>za</strong>wartość boranu w ługu warzelnym może w niewielkim<br />
stopniu zmniejs<strong>za</strong>ć szybkość delignifikacji w roztwar<strong>za</strong>niu drewna<br />
sosnowego (28). Próby w skali fabrycznej <strong>autokausty<strong>za</strong>cji</strong> wg<br />
mechanizmu Jansona (reakcje 1 i 2), przeprowadzone w 1982 r.<br />
w celulozowni Stora Enso Kotka w Finlandii, <strong>za</strong>kończyły się<br />
niepowodzeniem i zrezygnowano wówc<strong>za</strong>s ze stosowania tej<br />
technologii.<br />
Temat <strong>autokausty<strong>za</strong>cji</strong> powrócił w latach 90. ub. stulecia wraz<br />
z badaniami Trana i współpracowników z Uniwersytetu w Toronto<br />
oraz Camerona, Bujanovic i Yusufa z Western Michigan<br />
University w Kalamazoo, MI, we współpracy z innymi, wcześniej<br />
wymienionymi ośrodkami akademickimi, instytutami i firmami.<br />
Istotnym bodźcem do tego było odkrycie, że do przebiegu reakcji<br />
<strong>autokausty<strong>za</strong>cji</strong> nie jest konieczna tak duża <strong>za</strong>wartość boru, jak<br />
sugerował Janson (28). Badania w skali laboratoryjnej, prowadzone<br />
przez Trana i współpracowników (10, 11, 15), wyka<strong>za</strong>ły,<br />
że w wysokich temperaturach, jakie panują w palenisku kotła<br />
sodowego i w atmosferze powietr<strong>za</strong>, borany (NaBO 2<br />
i Na 2<br />
B 4<br />
O 7<br />
)<br />
reagują szybko ze stopionym węglanem <strong>sodu</strong> przy dowolnym<br />
stosunku Na/B. Kinetyka reakcji <strong>za</strong>leży w znacznym stopniu od<br />
rozmiaru próbki, temperatury oraz stężenia CO 2<br />
w fazie gazowej.<br />
Gdy stosunek Na/B w ługu c<strong>za</strong>rnym jest wyższy od 3, proces<br />
<strong>autokausty<strong>za</strong>cji</strong> może być opisany reakcjami 2 i 4. Głównym<br />
produktem reakcji jest wówc<strong>za</strong>s boran trisodowy Na 3<br />
BO 3<br />
. Tworzenie<br />
się Na 3<br />
BO 3<br />
(a nie Na 4<br />
B 2<br />
O 5<br />
) oznac<strong>za</strong>, że do wytworzenia<br />
1 mola NaOH potrzeba tylko 0,5 mola NaBO 2<br />
a nie, jak wcześniej<br />
sądzono, 1 mol NaBO 2<br />
. To 50% obniżenie <strong>za</strong>potrzebowania na<br />
boran w sposób <strong>za</strong>sadniczy redukuje niedogodności zwią<strong>za</strong>ne<br />
z <strong>za</strong>stosowaniem tej technologii, a tym samym zmienia sytuację<br />
w <strong>za</strong>kresie możliwości i korzyści wynikających z jej wdrożenia.<br />
Badania efektywności reakcji <strong>autokausty<strong>za</strong>cji</strong> prowadzono<br />
z wykorzystaniem specjalnego reaktora przepływowego, w którym<br />
spalano cząstki wysuszonego ługu c<strong>za</strong>rnego z dodatkiem<br />
różnych ilości <strong>metaboranu</strong> <strong>sodu</strong> (15). Następnie analizowano<br />
skład otrzymanego popiołu. Wyniki wskazują, że tworzenie się<br />
Na 3<br />
BO 3<br />
jest w decydującym stopniu <strong>za</strong>leżne od temperatury<br />
i <strong>za</strong>wartości boranu w spalanym ługu c<strong>za</strong>rnym. Już przy <strong>za</strong>wartości<br />
boranu, odpowiadającej stosunkowi B/Na od 0,04 wzwyż<br />
(Na/B – 25) reakcje przebiegają do końca w ciągu <strong>za</strong>ledwie kilku<br />
sekund. Przy danej <strong>za</strong>wartości boranu skuteczność procesu<br />
<strong>autokausty<strong>za</strong>cji</strong> wzrasta ze wzrostem temperatury i rozmiaru<br />
cząstek ługu c<strong>za</strong>rnego. Dodatek siarc<strong>za</strong>nu <strong>sodu</strong> w niewielkim<br />
stopniu obniża efektywność procesu.<br />
Cameron i Yusuf (26) przeprowadzili badania przebiegu reakcji<br />
dekarboni<strong>za</strong>cji węglanu <strong>sodu</strong> <strong>za</strong> pomocą <strong>metaboranu</strong> <strong>sodu</strong> w warunkach<br />
laboratoryjnych, z wykorzystaniem pieca elektrycznego.<br />
Monitorowano ilość uwalnianego dwutlenku węgla. Stwierdzono,<br />
że reakcja dekarboni<strong>za</strong>cji <strong>za</strong>czyna się w fazie stałej przy<br />
temperaturach od 600°C do 850°C i przebiega wg mechanizmu<br />
Jansona, tzn. 2 mole <strong>metaboranu</strong> są potrzebne do uwolnienia<br />
1 mola CO 2<br />
. Po przekroczeniu temperatury topnienia soli reakcja<br />
przebiega bardzo szybko i zmienia się jej mechanizm – jeden mol<br />
<strong>metaboranu</strong> reaguje z jednym molem węglanu <strong>sodu</strong> i uwalnia się<br />
jeden mol CO 2<br />
(reakcja 2).<br />
W świetle przeprowadzonych badań, a także praktycznych doświadczeń<br />
wynikających z wdrożenia technologii <strong>autokausty<strong>za</strong>cji</strong><br />
w skali przemysłowej można ocenić, że częściowa autokausty<strong>za</strong>cja<br />
boranowa jest obecnie technicznie możliwa i ekonomicznie<br />
korzystna, w szczególności w celulozowniach siarc<strong>za</strong>nowych,<br />
w których „wąskim gardłem” jest oddział kausty<strong>za</strong>cji i wypalania<br />
wapna (11, 17, 19, 21, 28, 30, 38).<br />
Wdrożenia technologii <strong>autokausty<strong>za</strong>cji</strong><br />
boranowej – wyniki prób przemysłowych<br />
W tabeli 1 przedstawiono chronologiczne podsumowanie<br />
postępu w <strong>za</strong>kresie opracowania i wdrożenia technologii <strong>autokausty<strong>za</strong>cji</strong><br />
boranowej (23, 38).<br />
PRZEGLĄD PAPIERNICZY · 66 · MAJ 2010<br />
265
TECHNOLOGIA<br />
Tabela 1. Rozwój technologii częściowej <strong>autokausty<strong>za</strong>cji</strong> boranowej<br />
Tabela 2. Przykłady wdrożenia technologii częściowej <strong>autokausty<strong>za</strong>cji</strong><br />
1979 - 1998 1998 - 2000 2000 - 2002 2002 - 2005<br />
Etap badawczy<br />
• 1próba<br />
przemysłowa<br />
w Europie<br />
• Badania laboratoryjne<br />
• Propozycja<br />
nowego<br />
mechanizmu<br />
reakcji<br />
Badania<br />
<strong>za</strong>awansowane<br />
i testowanie<br />
koncepcji<br />
6 prób przemysłowych<br />
w Ameryce Płn.<br />
Potwierdzenie<br />
chemizmu<br />
procesu<br />
Rozwój metod<br />
analitycznych<br />
kontroli procesu<br />
Dopracowanie<br />
technologii<br />
5 prób<br />
przemysłowych<br />
w Ameryce Płn.<br />
Wydanie<br />
instrukcji<br />
operacyjnych<br />
Rozwój kryteriów<br />
kontroli<br />
procesu<br />
Komercjali<strong>za</strong>cja<br />
częściowej<br />
<strong>autokausty<strong>za</strong>cji</strong><br />
9 prób<br />
przemysłowych<br />
i wdrożeń w skali<br />
światowej:<br />
• Ameryka Płn.:<br />
2, w tym<br />
1 – sukces<br />
i 1 –niepowodzenie<br />
• Europa:<br />
3, w tym<br />
1 – sukces,<br />
2 – w trakcie<br />
• Ameryka Pdn.:<br />
1 – w trakcie<br />
reali<strong>za</strong>cji<br />
• Azja/Pacyfik:<br />
1- sukces<br />
1 - planowana<br />
Z tabeli 1 wynika, że w latach 2000-2005 przeprowadzono wiele<br />
prób wdrożenia techniki częściowej <strong>autokausty<strong>za</strong>cji</strong> boranowej<br />
do praktyki przemysłowej. Na ogół boran jest wprowad<strong>za</strong>ny<br />
do obiegu chemikaliów celulozowni przez dodanie 5-wodnego<br />
tetraboranu <strong>sodu</strong> (Na 2<br />
B 4<br />
O 7<br />
5H 2<br />
O), czyli wydobywanego z wysychających<br />
słonych jezior boraksu, do zbiornika ługu c<strong>za</strong>rnego<br />
cienkiego przed wyparką i/lub do zbiornika ługu zielonego (11,<br />
13, 21, 20). W analogicznych miejscach występuje uzupełnianie<br />
strat boru, które os<strong>za</strong>cowano na poziomie 2,5% wag. w stosunku<br />
do ilości znajdującej się w obiegu ługowym. Dodany tetraboran<br />
reaguje z węglanem sodowym zgodnie z reakcją 5.<br />
Reakcja 5:<br />
Na 2<br />
B 4<br />
O 7<br />
+ 5Na 2<br />
CO 3<br />
→→ 4Na 3<br />
BO 3<br />
+ 5CO 2<br />
↑<br />
W środowisku wodnym boran trisodowy hydrolizuje do postaci<br />
<strong>metaboranu</strong>, zgodnie z reakcją 4:<br />
Na 3<br />
BO 3<br />
+ H 2<br />
O →→ 2NaOH + NaBO 2<br />
W ten sposób w obiegu ługowym celulozowni bor występuje<br />
głównie w postaci <strong>metaboranu</strong> <strong>sodu</strong>. W próbach fabrycznych<br />
stosowano różne ilościowo dodatki boranu, w wyniku czego<br />
stosunek molowy Na/B wahał się w granicach od ok. 12 do<br />
ok. 25.<br />
W tabeli 2 przedstawiono przykłady wdrożenia technologii<br />
częściowej <strong>autokausty<strong>za</strong>cji</strong> w celulozowniach siarc<strong>za</strong>nowych<br />
na świecie.<br />
Przebieg i uzyskane wyniki wdrożeń wskazują (11, 13, 17, 19-<br />
21), że dodatek boranu do chemikaliów warzelnych w obiegu celulozowni<br />
siarc<strong>za</strong>nowej jest skuteczny w procesie bezpośredniego<br />
Miejsce wdrożenia<br />
Cariboo Pulp &<br />
Paper Company,<br />
Kanada<br />
Stora Enso<br />
Norrsundet, Szwecja<br />
Georgia Pacific Corp.<br />
Camas, USA<br />
Sześć celulozowni<br />
w Ameryce<br />
Północnej<br />
Stosunek<br />
molowy<br />
Na/B<br />
Inne dane<br />
12-20 20-30 Obniżenie unosu<br />
pyłów z kotła<br />
b.d. 9-11 Wzrost wydajności<br />
masy o ok.1,7%<br />
Redukcja zużycia<br />
wapna o 7%<br />
b.d. b.d. Straty boru =<br />
2,5%<br />
5-25 10-20 Wzrost wydajności<br />
produkcji ługu<br />
warzelnego<br />
o 10-25%<br />
Poziom<br />
<strong>autokausty<strong>za</strong>cji</strong><br />
%<br />
Źródło<br />
informacji<br />
(11)<br />
(21)<br />
(20)<br />
(13)<br />
(17)<br />
odtworzenia wodorotlenku <strong>sodu</strong> oraz poprawia operacje w piecu<br />
wapiennym i kausty<strong>za</strong>cji poprzez zmniejszenie obciążenia tych<br />
instalacji. Nie <strong>za</strong>obserwowano żadnych negatywnych oddziaływań<br />
ani na jakość masy, ani skład ścieków z celulozowni. Wprost<br />
przeciwnie, stwierdzono pewien niewielki wzrost wydajności<br />
masy (2). Nie występowały również żadne trudności przy spalaniu<br />
w kotłach sodowych ługu c<strong>za</strong>rnego <strong>za</strong>wierającego boran. Inspekcje<br />
urządzeń nie dostarczyły żadnych dowodów na wzrost korozji<br />
czy uszkodzenia w kotle regeneracyjnym, wyparce, warnikach<br />
i innym wyposażeniu. Zaobserwowano natomiast mniejsze ilości<br />
pyłów <strong>za</strong>trzymywanych w elektrofiltrze kotła sodowego (11), co<br />
prawdopodobnie oznac<strong>za</strong>, że obecność boranu w ługu powoduje<br />
obniżenie unosu pyłów.<br />
Ważną informacją, uzyskaną w wyniku wdrożenia technologii<br />
częściowej <strong>autokausty<strong>za</strong>cji</strong>, była możliwość uzyskania wzrostu<br />
wydajności masy celulozowej. Przeprowadzono badania (28, 30,<br />
38), których celem było określenie wpływu obecności <strong>metaboranu</strong><br />
<strong>sodu</strong> w ługu warzelnym na wydajność masy i właściwości<br />
włókien. Badania te wyka<strong>za</strong>ły, że przy poziomie <strong>autokausty<strong>za</strong>cji</strong><br />
wynoszącym 35%, wpływ ten jest następujący:<br />
• wydajność masy wzrastała o 1,8%,<br />
• <strong>za</strong>obserwowano zmniejszenie ilości odrzutów o ok. 0,6%,<br />
• szybkość delignifikacji nie ulegała zmianie (borany reagują<br />
z ligniną),<br />
• wzrastała selektywność usuwania ligniny.<br />
Więks<strong>za</strong> selektywność delignifikacji jest prawdopodobnie<br />
spowodowana faktem, że podc<strong>za</strong>s roztwar<strong>za</strong>nia drewna borany<br />
chronią holocelulozę, dzięki czemu, przy tym samym poziomie<br />
usunięcia ligniny, masy siarc<strong>za</strong>nowo-boranowe <strong>za</strong>chowywały<br />
jej więcej.<br />
<strong>Technologia</strong> <strong>autokausty<strong>za</strong>cji</strong> jest również włączona do nowej,<br />
kompleksowej technologii wytwar<strong>za</strong>nia masy celulozowej metodą<br />
roztwar<strong>za</strong>nia bezsiarkowego NovaCell, stanowiącej ekologiczną<br />
alternatywę dla technologii siarc<strong>za</strong>nowej (kraft) (39). <strong>Technologia</strong><br />
NovaCell znajduje się na etapie dopracowania oraz przygotowania<br />
do komercjali<strong>za</strong>cji.<br />
266 PRZEGLĄD PAPIERNICZY · 66 · MAJ 2010
TECHNOLOGIA<br />
Wpływ na środowisko<br />
Środowisko wodne<br />
Borany są minerałami naturalnie występującymi w przyrodzie.<br />
Są ważnymi mikroelementami w uprawie roślin, potrzebnymi do<br />
prawidłowego rozwoju organizmów wodnych, a także dla ludzi.<br />
Borany są obecne w glebie (10-20 ppm), w skałach (5-100 ppm)<br />
i w wodach śródlądowych (na ogół stosunkowo niskie stężenia<br />
TECHNOLOGIA<br />
4. Janson J., Pekkala O.: „Use of unconventional alkali in cooking and<br />
bleaching. (3). Oxygen-alkali cooking and bleaching with use of borate”,<br />
Paperi Puu 60, 2, 89-93 (1978).<br />
5. Janson J.: „Use of unconventional alkali in cooking and bleaching. (4).<br />
Kraft cooking with use of borate”, Paperi Puu 60, 5, 349-352, 355-357<br />
(1978).<br />
6. Janson J.: „Use of unconventional alkali in cooking and bleaching. (5).<br />
Autocausticizing reactions”, Paperi Puu 61, 1, 20-24, 27-30 (1979).<br />
7. Janson J.: „Use of unconventional alkali in cooking and bleaching. (6).<br />
Autocausticizing of sulfur-containing model mixtures and spent liquors”,<br />
Paperi Puu 61, 2, 98-103 (1979).<br />
8. Janson J.: „Autocausticizing alkali and its use in pulping and bleaching”,<br />
Paperi Puu 61, 8, 495-504 (1979).<br />
9. Janson J.: „Pulping processes based on autocaustici<strong>za</strong>ble borate”, Svensk<br />
Papperstidn. 83, 14, 392-395 (1980).<br />
10. Tran H., Mao X., Cameron J.H., Bair C.M.: “Autocausticizing of smelt<br />
with sodium borates”, 1998 International Chemical Recovery Conf.<br />
Proceedings (TAPPI i CPPA), 01.06.1998, s. 841-852; Pulp Paper Can.<br />
100, 9, 5 (1999).<br />
11. Tran H., Bair C.M., McBroom R.B., Strang W., Morgan B.: “Partial autocausticizing<br />
of kraft smelt with sodium borates”, Tappi/Solutions! 84,<br />
9, 1-16 (2001).<br />
12. Hoddenbagh J.M.A., Wilfing K., Miller K., Hardman D., Tran H., Bair C.:<br />
„Borate autocausticizing: A cost effective technology”, Pulp Paper Can.<br />
103, 11, 16-22 (2002).<br />
13. Hunter M., Stuart D., Bursey R., Tran H., Kochesfahani S.H.: “Mill trial<br />
on partial autocausticizing using borate”, 2001 Engineering/Finishing &<br />
Converting Conf. Proceedings, San Antonio, TX, 16-20.09.2001, s. 439-<br />
454.<br />
14. Tran H., Mao X., Lesmana N., Kochesfahani S.H., Bair C.M., McBroom<br />
R.: „Effects of partial borate autocausticizing on kraft recovery operations”,<br />
Pulp Paper Can. 103, 12, 74-78 (2002).<br />
15. Tran H., Mao X., Kochesfahani S.H., Bair C.M.: “Occurrence of borate<br />
autocausticizing reactions during black liquor combustion”, 2003 TAPPI<br />
Fall Technical Conf.: Engineering, Pulping and PCE and I, Proceedings,<br />
Chicago 26-30.10.2003, s. 679-712.<br />
16. Mao X., Kim J-Y., Tran H.N., Kochesfahani S.H., Bair C.M.: “Effect of<br />
Chloride and Potasium on Borate Autocausticizing Reactions During<br />
Black Liquor Combustion”, 2004 International Chemical Recovery Conf.<br />
Proceedings, Charleston, SC, 06-10.06.2004, s. 167-174.<br />
17. Kochesfahani S.H., Bair C.M.: “Partial borate autocausticizing technology”,<br />
2002 Fall Technical Conf. Proceedings, San Diego, CA, 08-<br />
11.09.2002, s. 461-468.<br />
18. Kochesfahani S.H., Bair C.M., Kirk M.: „Partial Borate Autocausticizing,<br />
a New Technology in Chemical Recovery“, 57th Appita Annual General<br />
Conf. Proceedings, Melbourne, 05-07.05.2003, s. 393-400.<br />
19. Kochesfahani S.H., Alam F., Blackwell B.: “Cost saving opportunities with<br />
partial borate autocausticizing”, 2003 Fall Technical Conf.: Engineering,<br />
Pulping and PCE and I, Proceedings, Chicago 26-30.10.2003, s. 849-<br />
861.<br />
20. Björk M., Sjögren T., Lundin T., Rickards H., Kochesfahani S.: “Partial<br />
borate autocausticizing proven a success in Europe”, 2004 International<br />
Chemical Recovery Conf. Proceedings, Charleston, SC, 10.06.2004, s.<br />
201-207.<br />
21. Björk M., Sjögren T., Lundin T., Rickards H., Kochesfahani S.: “Partial<br />
borate autocausticizing trial increases capacity at Swedish mill”, Tappi J.<br />
4, 9, 15-19 (2005)<br />
22. Alam F,. Dunn J., Kochesfahani S.: „Substantial improvement in energy<br />
efficiency for existing processes - 1: Borate autocausticizing, achievements,<br />
challenges, and opportunities”, 2005 AIChE Spring National<br />
Meeting, Conf. Proceedings, Atlanta 10-14.04.2005, s. 393.<br />
23. http://www.borax.com<br />
24. Prihoda S., Wandelt P., Kubes, G.J.: „Effect of Borates on Kraft, Kraft-AQ,<br />
and Soda-AQ Cooking of Black Spruce [Picea mariana]”, Paperi Puu 78,<br />
8, 456-460 (1996).<br />
25. Koran C., Wandelt P., Kubes G.J.: „Effect of Temperature on Borate-<br />
Based Kraft Cooking of Black Spruce [Picea mariana]”, Paperi Puu 78,<br />
9, 541-544 (1996).<br />
26. Cameron J.H., Yusuf Z.: “Decarboni<strong>za</strong>tion of sodium carbonate with<br />
sodium metaborate”, 2001 Pulping Conf. Proceedings, Seattle 04-<br />
07.11.2001, s. 1163-1170.<br />
27. Cameron J.H., Bujanovic B., Yusuf Z., Anbalagan M., Subbaiyan R.:<br />
„Use of borate autocausticizing to supplement lime kiln and causticizing<br />
capacities”, 2003 TAPPI Fall Technical Conf.: Engineering, Pulping and<br />
PCE and I, Proceedings, Chicago 26-30.10.2003, s. 5013-5027.<br />
28. Bujanovic B., Cameron J.H., Yilgor N.: “Comparative studies of kraft and<br />
kraft-borate pulping of black spruce”, J. Pulp Paper Sci. 29, 6, 190-196<br />
(2003).<br />
29. Yusuf Z., Cameron J.: „Decarboni<strong>za</strong>tion reactions between sodium<br />
metaborate and sodium carbonate”, Ind. Eng. Chem. Res. 43, 26, 8148-<br />
8154 (2004).<br />
30. Bujanovic B., Cameron J.H., Yilgor N.: “Some properties of kraft and<br />
kraft-borate pulps of different wood species”, Tappi J. 3, 6, 3-6 (2004).<br />
31. Genco J.M., Zou H., Bennett P.D., Kochesfahani S., Bair C.: „Kraft borate<br />
laboratory cooks with varying sulfidity”, 2002 TAPPI Fall Technical Conf.<br />
Proceedings, San Diego, CA, 08-11.09.2002, s. 211-227.<br />
32. Lindberg D.; Perander L., Backman R., Hupa M., Kochesfahani S.,<br />
Rickards H.: „Borate autocausticizing equilibria in recovery boiler smelt”,<br />
Nord. Pulp Paper Res. J. 20, 2, 232-236 (2005).<br />
33. Hupa M., Forssen M., Backman R., Stubbs A., Bolton R.: „Fireside behavior<br />
of black liquors containing boron”, Tappi J. 1, 3, 48-52 (2002).<br />
34. Richard T., Nohlgren I., Warnqvist B.; Theliander H.: „Mass and energy<br />
balances for a conventional recovery cycle and for a recovery cycle using<br />
borates or titanates”, Nord. Pulp Paper Res. J. 17, 3, 213-221 (2002).<br />
35. Forssen M., Hupa M., Kochesfahani S., Rickards H.: „Autocaustici<strong>za</strong>tion<br />
reactions in burning single droplets of boron containing black liquors”,<br />
2003 TAPPI Fall Technical Conf.: Engineering, Pulping and PCE and I,<br />
Proceedings, Chicago 26-30,10.2003, s. 667-678.<br />
36. Forssen M., Hupa M., Kochesfahani S., Rickards H.: „Autocaustici<strong>za</strong>tion<br />
by borate in burning black liquor droplets”, 2004 International Chemical<br />
Recovery Conf. Proceedings, Charleston, SC, 06-10.06,2004, s. 191-<br />
199.<br />
37. Nohlgren I.: „Non-conventional caustici<strong>za</strong>tion technology: A review”,<br />
Nord. Pulp Paper Res. J. 19, 4, 470-480 (2004).<br />
38. Eckert B., Turpin D., Dunn J.: “Improving fiber yield through borate<br />
autocausticizing”, Tappi/Solutions! 88, 4, 33-34 (2005).<br />
39. Stigsson L.L., Ulmgren P.R., Backman R.V., Tomani P.: “Recovery of<br />
strongly alkaline chemicals for the NovaCell process”, 2004 International<br />
Chemical Recovery Conf. Proceedings, s. 659-678.<br />
Referaty z materiałów konferencyjnych są dostępne na stronie<br />
www.tappi.org/TAPPI-e-Library/Conference-Papers<br />
Zapras<strong>za</strong>my na stronę „Przeglądu Papierniczego”<br />
www.przegl-pap.com.pl<br />
i Portal Informacji Technicznej www.sigma-not.pl<br />
268 PRZEGLĄD PAPIERNICZY · 66 · MAJ 2010