


Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
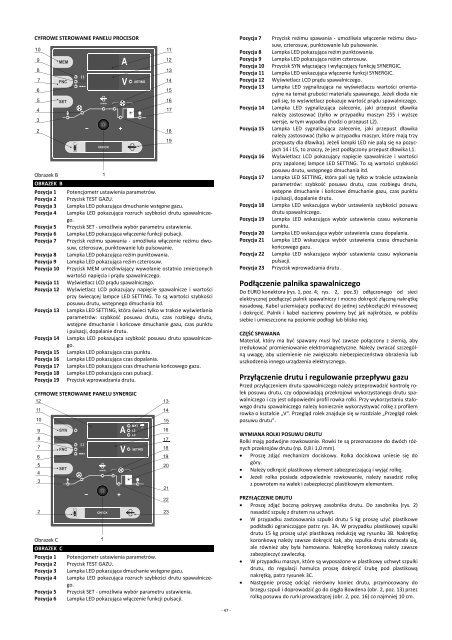
CYFROWE STEROWANIE PANELU PROCESOR<br />
Obrazek B<br />
OBRAZEK B<br />
Pozycja 1 Potencjometr ustawienia parametrów.<br />
Pozycja 2 Przycisk TEST GAZU.<br />
Pozycja 3 Lampka LED pokazująca dmuchanie wstępne gazu.<br />
Pozycja 4 Lampka LED pokazująca rozruch szybkości drutu spawalniczego.<br />
Pozycja 5 Przycisk SET ‐ umożliwia wybór parametru ustawienia.<br />
Pozycja 6 Lampka LED pokazująca włączenie funkcji pulsacji.<br />
Pozycja 7 Przycisk reżimu spawania ‐ umożliwia włączenie reżimu dwusuw,<br />
czterosuw, punktowanie lub pulsowanie.<br />
Pozycja 8 Lampka LED pokazująca reżim punktowania.<br />
Pozycja 9 Lampka LED pokazująca reżim czterosuw.<br />
Pozycja 10 Przycisk MEM umożliwiający wywołanie ostatnio zmierzonych<br />
wartości napięcia i prądu spawalniczego.<br />
Pozycja 11 Wyświetlacz LCD prądu spawalniczego.<br />
Pozycja 12 Wyświetlacz LCD pokazujący napięcie spawalnicze i wartości<br />
przy świecącej lampce LED SETTING. To są wartości szybkości<br />
posuwu drutu, wstępnego dmuchania itd.<br />
Pozycja 13 Lampka LED SETTING, która świeci tylko w trakcie wyświetlania<br />
parametrów: szybkość posuwu drutu, czas rozbiegu drutu,<br />
wstępne dmuchanie i końcowe dmuchanie gazu, czas punktu<br />
i pulsacji, dopalanie drutu.<br />
Pozycja 14 Lampka LED pokazująca szybkość posuwu drutu spawalniczego.<br />
Pozycja 15 Lampka LED pokazująca czas punktu.<br />
Pozycja 16 Lampka LED pokazująca czas dopalania.<br />
Pozycja 17 Lampka LED pokazująca czas dmuchania końcowego gazu.<br />
Pozycja 18 Lampka LED pokazująca czas pulsacji.<br />
Pozycja 19 Przycisk wprowadzania drutu.<br />
CYFROWE STEROWANIE PANELU SYNERGIC<br />
Pozycja 7<br />
Pozycja 8<br />
Pozycja 9<br />
Pozycja 10<br />
Pozycja 11<br />
Pozycja 12<br />
Pozycja 13<br />
Pozycja 14<br />
Pozycja 15<br />
Pozycja 16<br />
Pozycja 17<br />
Pozycja 18<br />
Pozycja 19<br />
Pozycja 20<br />
Pozycja 21<br />
Pozycja 22<br />
Pozycja 23<br />
Przycisk reżimu spawania ‐ umożliwia włączenie reżimu dwusuw,<br />
czterosuw, punktowanie lub pulsowanie.<br />
Lampka LED pokazująca reżim punktowania.<br />
Lampka LED pokazująca reżim czterosuw.<br />
Przycisk SYN włączający i wyłączający funkcję SYNERGIC.<br />
Lampka LED wskazująca włączenie funkcji SYNERGIC.<br />
Wyświetlacz LCD prądu spawalniczego.<br />
Lampka LED sygnalizująca na wyświetlaczu wartości orientacyjne<br />
na temat grubości materiału spawanego. Jeżeli dioda nie<br />
pali się, to wyświetlacz pokazuje wartość prądu spawalniczego.<br />
Lampka LED sygnalizująca zalecenie, jaki przepust dławika<br />
należy zastosować (tylko w przypadku maszyn 255 i wyższe<br />
wersje, w tym wypadku chodzi o przepust L2).<br />
Lampka LED sygnalizująca zalecenie, jaki przepust dławika<br />
należy zastosować (tylko w przypadku maszyn, które mają trzy<br />
przepusty dla dławika). Jeżeli lampki LED nie palą się na pozycjach<br />
14 i 15, to znaczy, że jest podłączony przepust dławika L1.<br />
Wyświetlacz LCD pokazujący napięcie spawalnicze i wartości<br />
przy zapalonej lampce LED SETTING. To są wartości szybkości<br />
posuwu drutu, wstępnego dmuchania itd.<br />
Lampka LED SETTING, która pali się tylko w trakcie ustawiania<br />
parametrów: szybkość posuwu drutu, czas rozbiegu drutu,<br />
wstępne dmuchanie i końcowe dmuchanie gazu, czas punktu<br />
i pulsacji, dopalanie drutu.<br />
Lampka LED wskazująca wybór ustawienia szybkości posuwu<br />
drutu spawalniczego.<br />
Lampka LED wskazująca wybór ustawienia czasu wykonania<br />
punktu.<br />
Lampka LED wskazująca wybór ustawienia czasu dopalania.<br />
Lampka LED wskazująca wybór ustawienia czasu dmuchania<br />
końcowego gazu.<br />
Lampka LED wskazująca wybór ustawienia czasu wykonania<br />
pulsacji.<br />
Przycisk wprowadzania drutu.<br />
Podłączenie palnika spawalniczego<br />
Do EURO konektora (rys. 1, poz. 4; rys. 2, poz.3) odłączonego od sieci<br />
elektrycznej podłączyć palnik spawalniczy i mocno dokręcić złączną nakrętkę<br />
nasadową. Kabel uziemiający podłączyć do jednej szybkozłączki minusowej<br />
i dokręcić. Palnik i kabel naziemny powinny być jak najkrótsze, w pobliżu<br />
siebie i umieszczone na poziomie podłogi lub blisko niej.<br />
<strong>CZ</strong>ĘŚĆ SPAWANA<br />
Materiał, który ma być spawany musi być zawsze połączony z ziemią, aby<br />
zredukować promieniowanie elektromagnetyczne. Należy zwracać szczególną<br />
uwagę, aby uziemienie nie zwiększało niebezpieczeństwa obrażenia lub<br />
uszkodzenia innego urządzenia elektrycznego.<br />
Przyłączenie drutu i regulowanie przepływu gazu<br />
Przed przyłączeniem drutu spawalniczego należy przeprowadzić kontrolę rolek<br />
posuwu drutu, czy odpowiadają przekrojowi wykorzystanego drutu spawalniczego<br />
i czy jest odpowiedni profil rowka rolki. Przy wykorzystaniu stalowego<br />
drutu spawalniczego należy koniecznie wykorzystywać rolkę z profilem<br />
rowka o kształcie „V“. Przegląd rolek znajduje się w rozdziale „Przegląd rolek<br />
posuwu drutu“.<br />
Obrazek C<br />
OBRAZEK C<br />
Pozycja 1<br />
Pozycja 2<br />
Pozycja 3<br />
Pozycja 4<br />
Pozycja 5<br />
Pozycja 6<br />
Potencjometr ustawienia parametrów.<br />
Przycisk TEST GAZU.<br />
Lampka LED pokazująca dmuchanie wstępne gazu.<br />
Lampka LED pokazująca rozruch szybkości drutu spawalniczego.<br />
Przycisk SET ‐ umożliwia wybór parametru ustawienia.<br />
Lampka LED pokazująca włączenie funkcji pulsacji.<br />
WYMIANA ROLKI POSUWU DRUTU<br />
Rolki mają podwójne rowkowanie. Rowki te są przeznaczone do dwóch różnych<br />
przekrojów drutu (np. 0,8 i 1,0 mm).<br />
Proszę zdjąć mechanizm dociskowy. Rolka dociskowa uniesie się do<br />
góry.<br />
Należy odkręcić plastikowy element zabezpieczającą i wyjąć rolkę.<br />
Jeżeli rolka posiada odpowiednie rowkowanie, należy nasadzić rolkę<br />
z powrotem na wałek i zabezpieczyć plastikowym elementem.<br />
PRZYŁĄ<strong>CZ</strong>ENIE DRUTU<br />
Proszę zdjąć boczną pokrywę zasobnika drutu. Do zasobnika (rys. 2)<br />
nasadzić szpulę z drutem na uchwyt.<br />
W przypadku zastosowania szpulki drutu 5 kg proszę użyć plastikowe<br />
podkładki ograniczające patrz rys. 3A. W przypadku plastikowej szpulki<br />
drutu 15 kg proszę użyć plastikową redukcję wg rysunku 3B. Nakrętkę<br />
koronkową należy zawsze dokręcić tak, aby szpulka drutu obracała się,<br />
ale również aby była hamowana. Nakrętkę koronkową należy zawsze<br />
zabezpieczyć zawleczką.<br />
W przypadku maszyn, które są wyposażone w plastikowy uchwyt szpulki<br />
drutu, do regulacji hamulca proszę dokręcić śrubę pod plastikową<br />
nakrętką, patrz rysunek 3C.<br />
Następnie proszę odciąć nierówny koniec drutu, przymocowany do<br />
brzegu szpuli i doprowadzić go do cięgła Bowdena (obr. 2, poz. 13) przez<br />
rolką posuwu do rurki prowadzącej (obr. 2, poz. 16) co najmniej 10 cm.<br />
‐ 47 ‐













