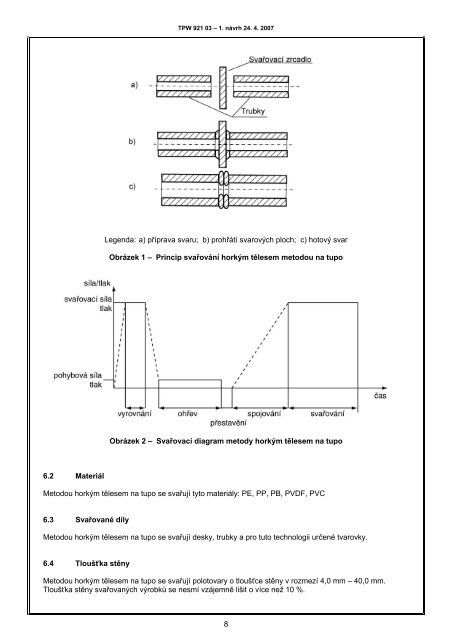
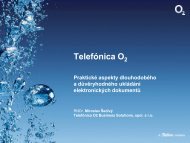
TPW 921 03 – 1. návrh 24. 4. 2007Legenda: a) příprava svaru; b) prohřátí svarových ploch; c) hotový svarObrázek 1 – Princip svařování horkým tělesem metodou na tupoObrázek 2 – Svařovací diagram metody horkým tělesem na tupo6.2 MateriálMetodou horkým tělesem na tupo se svařují tyto materiály: PE, PP, PB, PVDF, PVC6.3 Svařované dílyMetodou horkým tělesem na tupo se svařují desky, trubky a pro tuto technologii určené tvarovky.6.4 Tloušťka stěnyMetodou horkým tělesem na tupo se svařují polotovary o tloušťce stěny v rozmezí 4,0 mm – 40,0 mm.Tloušťka stěny svařovaných výrobků se nesmí vzájemně lišit o více než 10 %.8
TPW 921 03 – 1. návrh 24. 4. 20076.5 Svařovací zařízeníSvařovací zařízení musí odpovídat požadavkům uvedeným v ČSN ISO 12176-1 a TPG 921 21.6.6 Základní podmínky pro svařování na tupo– Používá se svařovací zařízení, které je schopno v průběhu svařování zajistit požadované parametry;– Před vlastním svařováním je očištěno horké těleso a rovinný hoblík;– Pro čištění svařovaných ploch a pracovních ploch horkého tělesa se používají rychle a beze zbytkuodpařitelné odmašťovací kapaliny (např. technicky čistým etylalkoholem s nejméně 99,8 % alkoholu,< 0,1 % vody v originálním balení), které nenarušují svařovaný polymer, nejsou hydroskopické anebarevný, vlákna neuvolňující papír. Mohou být rovněž použity speciální k tomu určené čistícíutěrky a čistící prostředky, jestliže splňují výše uvedené požadavky;– Pracovní plochy horkého tělesa jsou opatřeny antiadhézní vrstvou, která zabraňuje přilepenítaveniny polymeru;– Pracovní plochy horkého tělesa jsou udržovány v čistotě a nejsou na nich ulpělé zbytky taveninypolymeru;– Pro odstranění zbytků taveniny z pracovních ploch horkého tělesa se používají vhodné, povrchnepoškozující škrabky;– Horké těleso udržuje požadovanou svařovací teplotu s požadovanou přesností po celou dobuprovádění svaru.6.7 Přípravné práce– Svařované díly jsou očištěny od mechanických nečistot a vlhkosti;– Svařované díly jsou upnuty ve svařovacím zařízení (u trubek je nutno zajistit souosost);– Čela svařovaných dílů jsou zarovnána rovinným hoblíkem tak, aby byly odstraněny nerovnostizpůsobené dělením materiálu a zoxidovaná vrstva na svařovaných plochách do hloubky nejméně0,2 mm;– Provede se očištění svařovaných ploch od zbytků materiálu vzniklého při jejich zarovnávání akontrola homogenity materiálu svařovaných ploch;– Provede se kontrola souososti – přesazení svařovaných ploch nepřesáhne 10 % tloušťky stěny aspára mezi svařovanými plochami nepřesáhne hodnoty uvedené v tabulce 4 a 5.Tabulka 4 – Maximální velikost spáry mezi zarovnanými svařovanými plochami trubekTloušťka stěny svařovaných dílů s (mm) s < 10 10 ≤ s < 25 25 ≤ s < 40Max. velikost spáry t (mm) 0,2 0,5 1,3Tabulka 5 – Maximální velikost spáry mezi zarovnanými svařovanými plochami desekDélka desky l(mm)Max. velikostspáry t (mm)l < 1500 1500 ≤ l < 2000 2000 ≤ l < 2300 2300 ≤ l < 30001,0 1,3 1,5 2,0– Provede se vizuální kontrola pracovních ploch horkého tělesa. Pracovní plochy nesmí vykazovatzbytky taveniny polymeru, vrypy a jiná mechanická poškození;– Kontrola teploty pracovních ploch horkého tělesa se provede vhodným teploměrem na každé straněve dvou bodech, ve kterých lze předpokládat kontakt horkého tělesa a svařovaných dílů;– Po každém nastavení teploty může být horké těleso použito nejdříve po 10 minutách po dosaženítéto nastavené teploty. Teploty horkého tělesa v závislosti na svařovaném materiálu jsou uvedeny vtabulce 6;– Určení pohybové síly/tlaku se provede před provedením svaru za účelem stanovit minimální sílu/tlak(pasivní odpor), která uvede upínací čelisti se svařovanými díly do pohybu k sobě;– Takto stanovená síla/tlak se připočte k nominálnímu svařovacímu tlaku/síle stanovenému výrobcemzařízení, výsledkem je svařovací síla/tlak;9