ÑазÑабоÑка абÑазивного инÑÑÑÑменÑа Ñ Ð¿Ð¾Ð²ÑÑенной ...
ÑазÑабоÑка абÑазивного инÑÑÑÑменÑа Ñ Ð¿Ð¾Ð²ÑÑенной ...
ÑазÑабоÑка абÑазивного инÑÑÑÑменÑа Ñ Ð¿Ð¾Ð²ÑÑенной ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
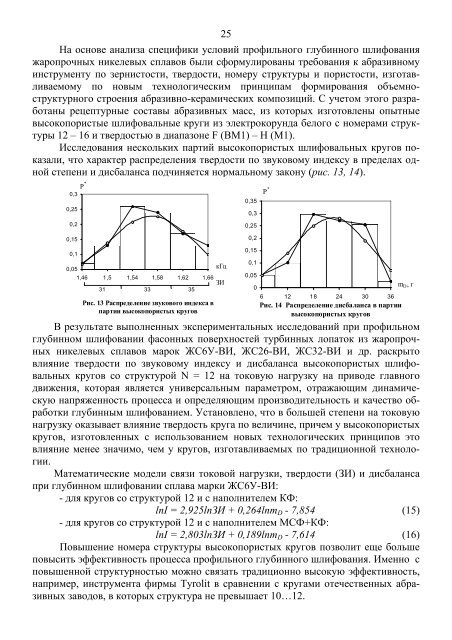
25На основе анализа специфики условий профильного глубинного шлифованияжаропрочных никелевых сплавов были сформулированы требования к абразивномуинструменту по зернистости, твердости, номеру структуры и пористости, изготавливаемомупо новым технологическим принципам формирования объемноструктурногостроения абразивно-керамических композиций. С учетом этого разработанырецептурные составы абразивных масс, из которых изготовлены опытныевысокопористые шлифовальные круги из электрокорунда белого с номерами структуры12 – 16 и твердостью в диапазоне F (ВМ1) – H (М1).Исследования нескольких партий высокопористых шлифовальных кругов показали,что характер распределения твердости по звуковому индексу в пределах однойстепени и дисбаланса подчиняется нормальному закону (рис. 13, 14).P * Рис. 13 Распределение звукового индекса в0,30,250,20,150,350,30,250,2P *0,10,05кГц1,46 1,5 1,54 1,58 1,62 1,66ЗИ31 33 35партии высокопористых кругов0,150,10,0506 12 18 24 30 36Рис. 14 Распределение дисбаланса в партиивысокопористых круговВ результате выполненных экспериментальных исследований при профильномглубинном шлифовании фасонных поверхностей турбинных лопаток из жаропрочныхникелевых сплавов марок ЖС6У-ВИ, ЖС26-ВИ, ЖС32-ВИ и др. раскрытовлияние твердости по звуковому индексу и дисбаланса высокопористых шлифовальныхкругов со структурой N = 12 на токовую нагрузку на приводе главногодвижения, которая является универсальным параметром, отражающим динамическуюнапряженность процесса и определяющим производительность и качество обработкиглубинным шлифованием. Установлено, что в большей степени на токовуюнагрузку оказывает влияние твердость круга по величине, причем у высокопористыхкругов, изготовленных с использованием новых технологических принципов этовлияние менее значимо, чем у кругов, изготавливаемых по традиционной технологии.Математические модели связи токовой нагрузки, твердости (ЗИ) и дисбалансапри глубинном шлифовании сплава марки ЖС6У-ВИ:- для кругов со структурой 12 и с наполнителем КФ:lnI = 2,925lnЗИ + 0,264lnm D - 7,854 (15)- для кругов со структурой 12 и с наполнителем МСФ+КФ:lnI = 2,803lnЗИ + 0,189lnm D - 7,614 (16)Повышение номера структуры высокопористых кругов позволит еще большеповысить эффективность процесса профильного глубинного шлифования. Именно сповышенной структурностью можно связать традиционно высокую эффективность,например, инструмента фирмы Tyrolit в сравнении с кругами отечественных абразивныхзаводов, в которых структура не превышает 10…12.m D , г