ÑазÑабоÑка абÑазивного инÑÑÑÑменÑа Ñ Ð¿Ð¾Ð²ÑÑенной ...
ÑазÑабоÑка абÑазивного инÑÑÑÑменÑа Ñ Ð¿Ð¾Ð²ÑÑенной ...
ÑазÑабоÑка абÑазивного инÑÑÑÑменÑа Ñ Ð¿Ð¾Ð²ÑÑенной ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
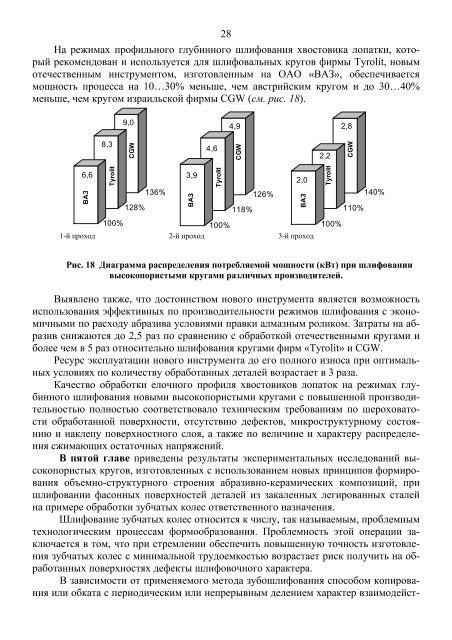
28На режимах профильного глубинного шлифования хвостовика лопатки, которыйрекомендован и используется для шлифовальных кругов фирмы Tyrolit, новымотечественным инструментом, изготовленным на ОАО «ВАЗ», обеспечиваетсямощность процесса на 10…30% меньше, чем австрийским кругом и до 30…40%меньше, чем кругом израильской фирмы CGW (см. рис. 18).9,04,92,88,3CGW4,6CGW2,2CGW6,6ВАЗTyrolit136%3,9ВАЗ126%128%118%100%100%1-й проход 2-й проход 3-й проходTyrolit2,0ВАЗTyrolit110%100%140%Рис. 18 Диаграмма распределения потребляемой мощности (кВт) при шлифованиивысокопористыми кругами различных производителей.Выявлено также, что достоинством нового инструмента является возможностьиспользования эффективных по производительности режимов шлифования с экономичнымипо расходу абразива условиями правки алмазным роликом. Затраты на абразивснижаются до 2,5 раз по сравнению с обработкой отечественными кругами иболее чем в 5 раз относительно шлифования кругами фирм «Tyrolit» и CGW.Ресурс эксплуатации нового инструмента до его полного износа при оптимальныхусловиях по количеству обработанных деталей возрастает в 3 раза.Качество обработки елочного профиля хвостовиков лопаток на режимах глубинногошлифования новыми высокопористыми кругами с повышенной производительностьюполностью соответствовало техническим требованиям по шероховатостиобработанной поверхности, отсутствию дефектов, микроструктурному состояниюи наклепу поверхностного слоя, а также по величине и характеру распределениясжимающих остаточных напряжений.В пятой главе приведены результаты экспериментальных исследований высокопористыхкругов, изготовленных с использованием новых принципов формированияобъемно-структурного строения абразивно-керамических композиций, пришлифовании фасонных поверхностей деталей из закаленных легированных сталейна примере обработки зубчатых колес ответственного назначения.Шлифование зубчатых колес относится к числу, так называемым, проблемнымтехнологическим процессам формообразования. Проблемность этой операции заключаетсяв том, что при стремлении обеспечить повышенную точность изготовлениязубчатых колес с минимальной трудоемкостью возрастает риск получить на обработанныхповерхностях дефекты шлифовочного характера.В зависимости от применяемого метода зубошлифования способом копированияили обката с периодическим или непрерывным делением характер взаимодейст-