А. Г. Ковка и художественная отделка кованых изделий - (Уроки мастера) - 2016

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
104<br />
Художественная ковка<br />
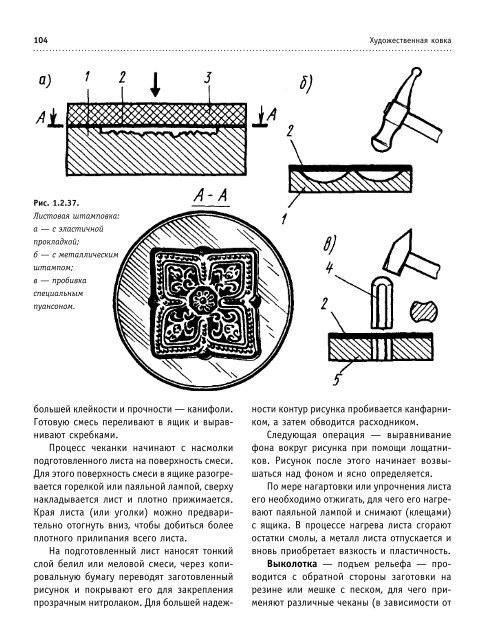
Р<strong>и</strong>с. 1.2.37.<br />
Л<strong>и</strong>стовая штамповка:<br />
а — с эласт<strong>и</strong>чной<br />
прокладкой;<br />
б — с металл<strong>и</strong>ческ<strong>и</strong>м<br />
штампом;<br />
в — проб<strong>и</strong>вка<br />
спец<strong>и</strong>альным<br />
пуансоном.<br />
большей клейкост<strong>и</strong> <strong>и</strong> прочност<strong>и</strong> — кан<strong>и</strong>фол<strong>и</strong>.<br />
<strong>Г</strong>отовую смесь перел<strong>и</strong>вают в ящ<strong>и</strong>к <strong>и</strong> выравн<strong>и</strong>вают<br />
скребкам<strong>и</strong>.<br />
Процесс чеканк<strong>и</strong> нач<strong>и</strong>нают с насмолк<strong>и</strong><br />
подготовленного л<strong>и</strong>ста на поверхность смес<strong>и</strong>.<br />
Для этого поверхность смес<strong>и</strong> в ящ<strong>и</strong>ке разогревается<br />
горелкой <strong>и</strong>л<strong>и</strong> паяльной лампой, сверху<br />
накладывается л<strong>и</strong>ст <strong>и</strong> плотно пр<strong>и</strong>ж<strong>и</strong>мается.<br />
Края л<strong>и</strong>ста (<strong>и</strong>л<strong>и</strong> уголк<strong>и</strong>) можно предвар<strong>и</strong>тельно<br />
отогнуть вн<strong>и</strong>з, чтобы доб<strong>и</strong>ться более<br />
плотного пр<strong>и</strong>л<strong>и</strong>пан<strong>и</strong>я всего л<strong>и</strong>ста.<br />
На подготовленный л<strong>и</strong>ст наносят тонк<strong>и</strong>й<br />
слой бел<strong>и</strong>л <strong>и</strong>л<strong>и</strong> меловой смес<strong>и</strong>, через коп<strong>и</strong>ровальную<br />
бумагу переводят заготовленный<br />
р<strong>и</strong>сунок <strong>и</strong> покрывают его для закреплен<strong>и</strong>я<br />
прозрачным н<strong>и</strong>тролаком. Для большей надежност<strong>и</strong><br />
контур р<strong>и</strong>сунка проб<strong>и</strong>вается канфарн<strong>и</strong>ком,<br />
а затем обвод<strong>и</strong>тся расходн<strong>и</strong>ком.<br />
Следующая операц<strong>и</strong>я — выравн<strong>и</strong>ван<strong>и</strong>е<br />
фона вокруг р<strong>и</strong>сунка пр<strong>и</strong> помощ<strong>и</strong> лощатн<strong>и</strong>ков.<br />
Р<strong>и</strong>сунок после этого нач<strong>и</strong>нает возвышаться<br />
над фоном <strong>и</strong> ясно определяется.<br />
По мере нагартовк<strong>и</strong> <strong>и</strong>л<strong>и</strong> упрочнен<strong>и</strong>я л<strong>и</strong>ста<br />
его необход<strong>и</strong>мо отж<strong>и</strong>гать, для чего его нагревают<br />
паяльной лампой <strong>и</strong> сн<strong>и</strong>мают (клещам<strong>и</strong>)<br />
с ящ<strong>и</strong>ка. В процессе нагрева л<strong>и</strong>ста сгорают<br />
остатк<strong>и</strong> смолы, а металл л<strong>и</strong>ста отпускается <strong>и</strong><br />
вновь пр<strong>и</strong>обретает вязкость <strong>и</strong> пласт<strong>и</strong>чность.<br />
Выколотка — подъем рельефа — провод<strong>и</strong>тся<br />
с обратной стороны заготовк<strong>и</strong> на<br />
рез<strong>и</strong>не <strong>и</strong>л<strong>и</strong> мешке с песком, для чего пр<strong>и</strong>меняют<br />
разл<strong>и</strong>чные чеканы (в зав<strong>и</strong>с<strong>и</strong>мост<strong>и</strong> от