А. Г. Ковка и художественная отделка кованых изделий - (Уроки мастера) - 2016

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
84<br />
Художественная ковка<br />
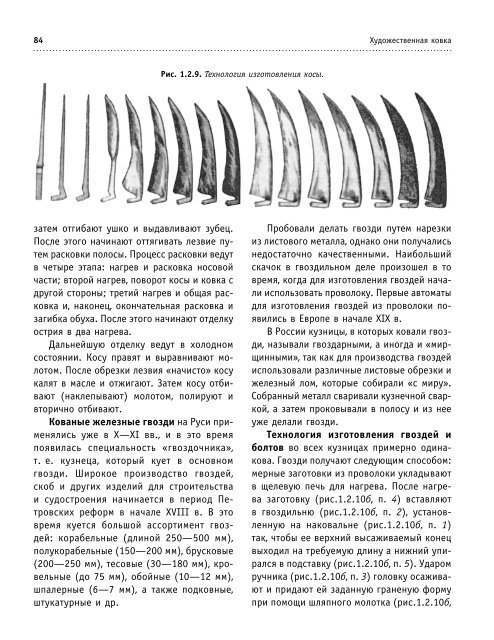
Р<strong>и</strong>с. 1.2.9. Технолог<strong>и</strong>я <strong>и</strong>зготовлен<strong>и</strong>я косы.<br />
затем отг<strong>и</strong>бают ушко <strong>и</strong> выдавл<strong>и</strong>вают зубец.<br />
После этого нач<strong>и</strong>нают оттяг<strong>и</strong>вать лезв<strong>и</strong>е путем<br />
расковк<strong>и</strong> полосы. Процесс расковк<strong>и</strong> ведут<br />
в четыре этапа: нагрев <strong>и</strong> расковка носовой<br />
част<strong>и</strong>; второй нагрев, поворот косы <strong>и</strong> ковка с<br />
другой стороны; трет<strong>и</strong>й нагрев <strong>и</strong> общая расковка<br />
<strong>и</strong>, наконец, окончательная расковка <strong>и</strong><br />
заг<strong>и</strong>бка обуха. После этого нач<strong>и</strong>нают отделку<br />
остр<strong>и</strong>я в два нагрева.<br />
Дальнейшую отделку ведут в холодном<br />
состоян<strong>и</strong><strong>и</strong>. Косу правят <strong>и</strong> выравн<strong>и</strong>вают молотом.<br />
После обрезк<strong>и</strong> лезв<strong>и</strong>я «нач<strong>и</strong>сто» косу<br />
калят в масле <strong>и</strong> отж<strong>и</strong>гают. Затем косу отб<strong>и</strong>вают<br />
(наклепывают) молотом, пол<strong>и</strong>руют <strong>и</strong><br />
втор<strong>и</strong>чно отб<strong>и</strong>вают.<br />
Кованые железные гвозд<strong>и</strong> на Рус<strong>и</strong> пр<strong>и</strong>менял<strong>и</strong>сь<br />
уже в X—XI вв., <strong>и</strong> в это время<br />
появ<strong>и</strong>лась спец<strong>и</strong>альность «гвоздочн<strong>и</strong>ка»,<br />
т. е. кузнеца, который кует в основном<br />
гвозд<strong>и</strong>. Ш<strong>и</strong>рокое про<strong>и</strong>зводство гвоздей,<br />
скоб <strong>и</strong> друг<strong>и</strong>х <strong>и</strong>здел<strong>и</strong>й для стро<strong>и</strong>тельства<br />
<strong>и</strong> судостроен<strong>и</strong>я нач<strong>и</strong>нается в пер<strong>и</strong>од Петровск<strong>и</strong>х<br />
реформ в начале XVIII в. В это<br />
время куется большой ассорт<strong>и</strong>мент гвоздей:<br />
корабельные (дл<strong>и</strong>ной 250—500 мм),<br />
полукорабельные (150—200 мм), брусковые<br />
(200—250 мм), тесовые (30—180 мм), кровельные<br />
(до 75 мм), обойные (10—12 мм),<br />
шпалерные (6—7 мм), а также подковные,<br />
штукатурные <strong>и</strong> др.<br />
Пробовал<strong>и</strong> делать гвозд<strong>и</strong> путем нарезк<strong>и</strong><br />
<strong>и</strong>з л<strong>и</strong>стового металла, однако он<strong>и</strong> получал<strong>и</strong>сь<br />
недостаточно качественным<strong>и</strong>. На<strong>и</strong>больш<strong>и</strong>й<br />
скачок в гвозд<strong>и</strong>льном деле про<strong>и</strong>зошел в то<br />
время, когда для <strong>и</strong>зготовлен<strong>и</strong>я гвоздей начал<strong>и</strong><br />
<strong>и</strong>спользовать проволоку. Первые автоматы<br />
для <strong>и</strong>зготовлен<strong>и</strong>я гвоздей <strong>и</strong>з проволок<strong>и</strong> появ<strong>и</strong>л<strong>и</strong>сь<br />
в Европе в начале XIX в.<br />
В Росс<strong>и</strong><strong>и</strong> кузн<strong>и</strong>цы, в которых ковал<strong>и</strong> гвозд<strong>и</strong>,<br />
называл<strong>и</strong> гвоздарным<strong>и</strong>, а <strong>и</strong>ногда <strong>и</strong> «м<strong>и</strong>рщ<strong>и</strong>нным<strong>и</strong>»,<br />
так как для про<strong>и</strong>зводства гвоздей<br />
<strong>и</strong>спользовал<strong>и</strong> разл<strong>и</strong>чные л<strong>и</strong>стовые обрезк<strong>и</strong> <strong>и</strong><br />
железный лом, которые соб<strong>и</strong>рал<strong>и</strong> «с м<strong>и</strong>ру».<br />
Собранный металл свар<strong>и</strong>вал<strong>и</strong> кузнечной сваркой,<br />
а затем проковывал<strong>и</strong> в полосу <strong>и</strong> <strong>и</strong>з нее<br />
уже делал<strong>и</strong> гвозд<strong>и</strong>.<br />
Технолог<strong>и</strong>я <strong>и</strong>зготовлен<strong>и</strong>я гвоздей <strong>и</strong><br />
болтов во всех кузн<strong>и</strong>цах пр<strong>и</strong>мерно од<strong>и</strong>накова.<br />
<strong>Г</strong>возд<strong>и</strong> получают следующ<strong>и</strong>м способом:<br />
мерные заготовк<strong>и</strong> <strong>и</strong>з проволок<strong>и</strong> укладывают<br />
в щелевую печь для нагрева. После нагрева<br />
заготовку (р<strong>и</strong>с.1.2.10б, п. 4) вставляют<br />
в гвозд<strong>и</strong>льню (р<strong>и</strong>с.1.2.10б, п. 2), установленную<br />
на наковальне (р<strong>и</strong>с.1.2.10б, п. 1)<br />
так, чтобы ее верхн<strong>и</strong>й высаж<strong>и</strong>ваемый конец<br />
выход<strong>и</strong>л на требуемую дл<strong>и</strong>ну а н<strong>и</strong>жн<strong>и</strong>й уп<strong>и</strong>рался<br />
в подставку (р<strong>и</strong>с.1.2.10б, п. 5). Ударом<br />
ручн<strong>и</strong>ка (р<strong>и</strong>с.1.2.10б, п. 3) головку осаж<strong>и</strong>вают<br />
<strong>и</strong> пр<strong>и</strong>дают ей заданную граненую форму<br />
пр<strong>и</strong> помощ<strong>и</strong> шляпного молотка (р<strong>и</strong>с.1.2.10б,