

CNC PILOT 4290 - heidenhain
CNC PILOT 4290 - heidenhain
CNC PILOT 4290 - heidenhain

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Værktøj, korrekturer<br />
58<br />
Additiv korrektur G149<br />
<strong>CNC</strong> <strong>PILOT</strong>´en styrer 16 værktøjsuafhængige korrekturværdier. En G149<br />
efterfulgt af et „D-nummer“ aktiverer den additive korrektur (eksempel:<br />
G149 D901). „G149 D900“ udkobler den additive korrektur.<br />
Parameter<br />
D: Additiv korrektur – default: D900; område: 900..916<br />
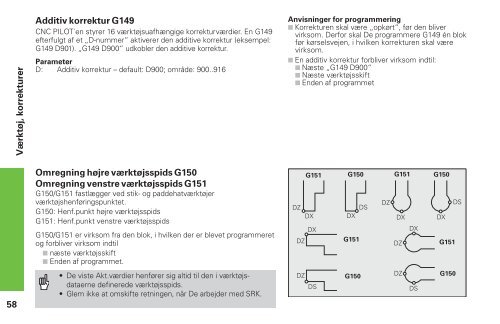
Omregning højre værktøjsspids G150<br />
Omregning venstre værktøjsspids G151<br />
G150/G151 fastlægger ved stik- og paddehatværktøjer<br />
værktøjshenføringspunktet.<br />
G150: Henf.punkt højre værktøjsspids<br />
G151: Henf.punkt venstre værktøjsspids<br />
G150/G151 er virksom fra den blok, i hvilken der er blevet programmeret<br />
og forbliver virksom indtil<br />
■ næste værktøjsskift<br />
■ Enden af programmet.<br />
De viste Akt.værdier henfører sig altid til den i værktøjsdataerne<br />
definerede værktøjsspids.<br />
Glem ikke at omskifte retningen, når De arbejder med SRK.<br />
Anvisninger for programmering<br />
■ Korrekturen skal være „opkørt“, før den bliver<br />
virksom. Derfor skal De programmere G149 én blok<br />
før kørselsvejen, i hvilken korrekturen skal være<br />
virksom.<br />
■ En additiv korrektur forbliver virksom indtil:<br />
■ Næste „G149 D900“<br />
■ Næste værktøjsskift<br />
■ Enden af programmet














