

CNC PILOT 4290 - heidenhain
CNC PILOT 4290 - heidenhain
CNC PILOT 4290 - heidenhain

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
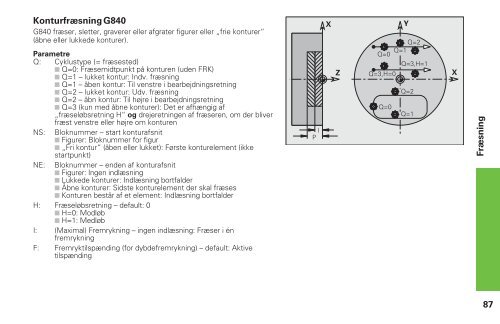
Konturfræsning G840<br />
G840 fræser, sletter, graverer eller afgrater figurer eller „frie konturer“<br />
(åbne eller lukkede konturer).<br />
Parametre<br />
Q: Cyklustype (= fræsested)<br />
■ Q=0: Fræsemidtpunkt på konturen (uden FRK)<br />
■ Q=1 – lukket kontur: Indv. fræsning<br />
■ Q=1 – åben kontur: Til venstre i bearbejdningsretning<br />
■ Q=2 – lukket kontur: Udv. fræsning<br />
■ Q=2 – åbn kontur: Til højre i bearbejdningsretning<br />
■ Q=3 (kun med åbne konturer): Det er afhængig af<br />
„fræseløbsretning H“ og drejeretningen af fræseren, om der bliver<br />
fræst venstre eller højre om konturen<br />
NS: Bloknummer – start konturafsnit<br />
■ Figurer: Bloknummer for figur<br />
■ „Fri kontur“ (åben eller lukket): Første konturelement (ikke<br />
startpunkt)<br />
NE: Bloknummer – enden af konturafsnit<br />
■ Figurer: Ingen indlæsning<br />
■ Lukkede konturer: Indlæsning bortfalder<br />
■ Åbne konturer: Sidste konturelement der skal fræses<br />
■ Konturen består af et element: Indlæsning bortfalder<br />
H: Fræseløbsretning – default: 0<br />
■ H=0: Modløb<br />
■ H=1: Medløb<br />
I: (Maximal) Fremrykning – ingen indlæsning: Fræser i én<br />
fremrykning<br />
F: Fremryktilspænding (for dybdefremrykning) – default: Aktive<br />
tilspænding<br />
Fræsning<br />
87














