

CNC PILOT 4290 - heidenhain
CNC PILOT 4290 - heidenhain
CNC PILOT 4290 - heidenhain

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
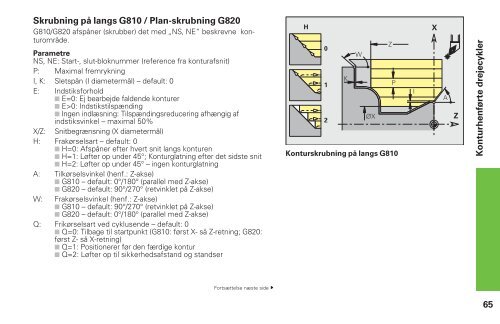
Skrubning på langs G810 / Plan-skrubning G820<br />
G810/G820 afspåner (skrubber) det med „NS, NE“ beskrevne konturområde.<br />
Parametre<br />
NS, NE: Start-, slut-bloknummer (reference fra konturafsnit)<br />
P: Maximal fremrykning<br />
I, K: Sletspån (I diametermål) – default: 0<br />
E: Indstiksforhold<br />
■ E=0: Ej bearbejde faldende konturer<br />
■ E>0: Indstikstilspænding<br />
■ Ingen indlæsning: Tilspændingsreducering afhængig af<br />
indstiksvinkel – maximal 50%<br />
X/Z: Snitbegrænsning (X diametermål)<br />
H: Frakørselsart – default: 0<br />
■ H=0: Afspåner efter hvert snit langs konturen<br />
■ H=1: Løfter op under 45°; Konturglatning efter det sidste snit<br />
■ H=2: Løfter op under 45° – ingen konturglatning<br />
A: Tilkørselsvinkel (henf.: Z-akse)<br />
■ G810 – default: 0°/180° (parallel med Z-akse)<br />
■ G820 – default: 90°/270° (retvinklet på Z-akse)<br />
W: Frakørselsvinkel (henf.: Z-akse)<br />
■ G810 – default: 90°/270° (retvinklet på Z-akse)<br />
■ G820 – default: 0°/180° (parallel med Z-akse)<br />
Q: Frikørselsart ved cyklusende – default: 0<br />
■ Q=0: Tilbage til startpunkt (G810: først X- så Z-retning; G820:<br />
først Z- så X-retning)<br />
■ Q=1: Positionerer før den færdige kontur<br />
■ Q=2: Løfter op til sikkerhedsafstand og standser<br />
Fortsættelse næste side<br />
Konturskrubning på langs G810<br />
Konturhenførte drejecykler<br />
65














