

CNC PILOT 4290 - heidenhain
CNC PILOT 4290 - heidenhain
CNC PILOT 4290 - heidenhain

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
60<br />
Enkle drejecykler<br />
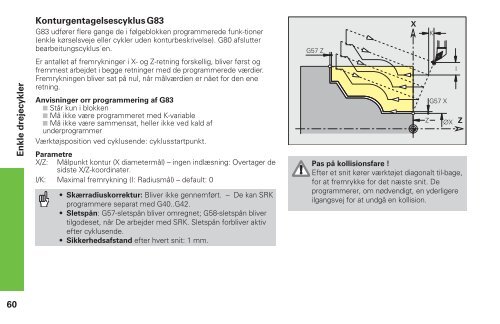
Konturgentagelsescyklus G83<br />
G83 udfører flere gange de i følgeblokken programmerede funk-tioner<br />
(enkle kørselsveje eller cykler uden konturbeskrivelse). G80 afslutter<br />
bearbeitungscyklus´en.<br />
Er antallet af fremrykninger i X- og Z-retning forskellig, bliver først og<br />
fremmest arbejdet i begge retninger med de programmerede værdier.<br />
Fremrykningen bliver sat på nul, når målværdien er nået for den ene<br />
retning.<br />
Anvisninger orr programmering af G83<br />
■ Står kun i blokken<br />
■ Må ikke være programmeret med K-variable<br />
■ Må ikke være sammensat, heller ikke ved kald af<br />
underprogrammer<br />
Værktøjsposition ved cyklusende: cyklusstartpunkt.<br />
Parametre<br />
X/Z: Målpunkt kontur (X diametermål) – ingen indlæsning: Overtager de<br />
sidste X/Z-koordinater.<br />
I/K: Maximal fremrykning (I: Radiusmål) – default: 0<br />
Skærradiuskorrektur: Bliver ikke gennemført. – De kan SRK<br />
programmere separat med G40..G42.<br />
Sletspån: G57-sletspån bliver omregnet; G58-sletspån bliver<br />
tilgodeset, når De arbejder med SRK. Sletspån forbliver aktiv<br />
efter cyklusende.<br />
Sikkerhedsafstand efter hvert snit: 1 mm.<br />
Pas på kollisionsfare !<br />
Efter et snit kører værktøjet diagonalt til-bage,<br />
for at fremrykke for det næste snit. De<br />
programmerer, om nødvendigt, en yderligere<br />
ilgangsvej for at undgå en kollision.














